
Tabella dei Contenuti
Introduzione
Quando sentiamo parlare di stampanti di tipo Delta ci vengono i brividi, o meglio… vengono al Piraz ! Eh si perchè, come ben sapete, calibrare e mettere a punto una Delta appena assemblata non è per nulla facile. Molti infatti, rapiti dalla bellezza dei 3 assi in movimento, l’hanno scelta come primissima stampante. Come si dice in ambito informatico “Fatal Error”, in molti alla fine desistono e la buttano, vendono o la lasciano a prender polvere.
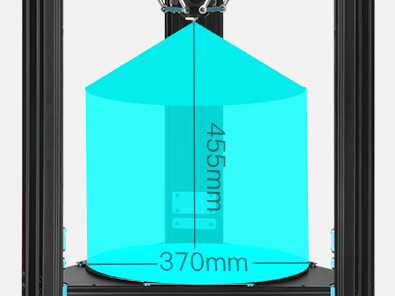
Ci siamo dovuti ricredere ampiamente con la Anycubic Predator, una Delta GIGANTESCA (370X455 h mm) venduta in kit e pronta all’uso in meno di un’ora. Per questa recensione dobbiamo ringraziare Paolo (un nostro corsista) che ci ha lasciato la sua stampante per poter essere montata e recensita !

Struttura/Telaio/Montaggio
Per sollevare il pacco meglio essere in due (20 kg circa) , è davvero pesante ! D’altronde la struttura, una volta assemblata, è davvero grande e necessita di un bel po’ di spazio; fate attenzione se la appoggiate su un tavolo/banco, a metterla ad una altezza alla quale sia possibile accedere allo schermo touch senza diventare delle giraffe tirando il collo ogni volta.
La struttura è MOLTO semplice da montare, è quasi tutto pre-assemblato e ci ritroveremo ad avvitare le 3 Tower (già assemblate anche loro) alla parte alta della stampante che contiene l’elettronica e poi alla parte bassa sulla quale è avvitato il piano riscaldato. 24 viti in tutto e passa la paura.
Finiture decisamente buone, i profilati sono tagliati bene e non presentano bave di lavorazione. Stupendi inoltre gli angolari in alluminio anodizzato e la lamiera piegata del contenitore superiore è ben rifinita. L’impressione una volta montata è di qualcosa di veramente solido e per nulla “ballerino”, per 450€ difficile trovare di meglio…
Le tower non sono altro dei profilati cavi all’interno dei quali scorrono i carrelli dei 3 assi: la movimentazione è affidata ad una cinghia classica GT2 mossa da un motore Nema 17 in alto, mentre nella parte bassa si trova un comodissimo tendicinghia. Piccola nota: sicuramente le cinghie saranno da tensionare e per sicurezza smontate anche la placca di alluminio che nasconde i grani di fissaggio della puleggia, e controllate che siano ben serrati. Le rod/aste sono in carbonio (ce ne sono 2 di scorta) e sono già assemblate con i relativi fisheye: una volta montate, le nostre, non presentano giochi ma bisogna vedere alla lunga dopo molte ore di stampa come si comporteranno.
Lo scorrimento degli assi avviene su rotelle gommate appoggiate all’interno del profilato cavo, fondamentalmente è la stessa soluzione adottata dalla stragrande maggioranza delle stampanti economiche attuali (vedi Ender 3, U30 PRO e similari…)
Elettronica
Aprendo il “cofano” superiore di plexiglas ci troviamo di fronte ad un vano elettronica ben organizzato e pulito. Il cuore di tutto, la scheda madre, è una Trigorilla Pro 32Bit basata su processore ARM Cortex M3 a 72 Mhz, più che sufficiente per poter effettuare in scioltezza tutti i complessi calcoli della cinematica di tipo Delta. A questa è collegato un display touch screen (molto responsive) con una grafica semplice da leggere, funzionale ma… un po’ anni 90. L’importante è che funzioni alla fine ! I driver sono saldati sulla scheda e sono i “vecchi” A4988 e quindi non sono quelli silenziosi: ad ogni modo non è così troppo rumorosa, le ventole si sentono poco e il ronzio predominante è quello dei motori. In rete esistono delle guide che spiegano come dissaldare i driver per mettere poi i nuovi TMC, procedura assolutamente non consigliata a chi non è pratico di saldatura !
L’alimentatore è da 24V ed eroga circa 1000W, più che adeguato visto il generoso piano di stampa da alimentare. A tal proposito, per evitare di friggere i Mosfet integrati della scheda, hanno installano un Mosfet raffreddato esterno che va a pilotare il piano di stampa.
Completano il corredo elettronico 3 bei sensori ottici di fine corsa (non i classici con levetta), un sensore del filamento e un sensore per il livellamento del piano ( ma su questo ci torniamo più tardi).

Hotend/Estrusore/Piano di stampa
Le tre molle lunghissime contenute nel kit servono per tenere sospeso il motore del feeder senza gravare con il peso sull’effector . Il caricamento è da considerarsi di tipo bowden, anche se in realtà il tratto di PTFE è molto ridotto: il feeder è un Titan con una piccola motoriduzione, molto performante ma… è tutto in plastica. Non ispira moltissima fiducia e infatti in molti hanno lamentato la rottura della sede del cuscinetto spingifilo, fate attenzione quindi a non tirare troppo il precarico della molla.
Sull’effector, in alluminio anodizzato, sono montate 3 ventole 2 delle quali soffiano sul pezzo e una è dedicata a raffreddare il dissipatore alettato. Il gruppo hotend, alimentato anch’esso a 24 V, prevede un clone E3D (sembra un V6) con integrato all’interno il tubo in PTFE nella parte terminale. All’interno del kit ne trovate uno di scorta completo più altri 4 nozzle di ricambio e degli aghi per la pulizia. Hotend più che dignitoso per trattare materiali che estrudono fino a 260°, oltre bisogna passare ad un all metal.
Per livellare il piano di stampa di una delta si agisce al contrario rispetto ad una cartesiana. Mentre di solito si è abituati ad agire sulle molle sotto al piano di stampa, con le delta il piano è FISSO e tutte le regolazione vanno fatte mettendo mano al RADIUS, ROD LENGHT e un altro paio di parametri che vi faranno impazzire. A meno che non abbiate un sensore di livellamento integrato: per gli utenti “skillati” (a livello hardcore) il livellamento si fa senza sensori, per chi vuole una delta pronta in 5 minuti e con un ottimo risultato la Predator è un’ottima scelta. Dopo aver semplicemente regolato lo Z offset con foglio di carta (e modificabile in stampa tramite babystepping) si deve collegare il sensore di livellamento sotto all’hot end (è magnetico e si attacca da solo) per far partire la routine di rilevamento a 37 punti. Algoritmo di calcolo ben fatto, già dopo la prima rilevazione il piano è risultato molto omogeneo cosa fondamentale con un piano di stampa così grande. Voto a questa calibrazione ? 11. Se conoscete il Piraz sapete che non è un fan dei sensori di livellamento sulle cartesiane piccole… però sulle Delta è un accessorio fondamentale per chi si approccia per la prima volta, a patto però che la routine nel firmware sia scritta bene (consigliamo Marlin Kimbra o Klipper). Piccola nota: il sensore di livellamento è un piccolissimo microswitch meccanico, a fine rilevazione ricordatevi di staccarlo !
Il piano di stampa, sfruttabile fino all’ultimo mm, è riscaldato a 24V e non presenta zone fredde. Il riscaldamento è molto omogeneo e l’adesione al piano è assicurata dal collaudatissimo piano Ultrabase microforato di Anycubic. E’ possibile comunque montare al di sopra un piano in vetro nel caso in cui si voglia stampare su additivi particolari (vedi Magigoo o Dimafix)
Conclusioni
In meno di un’ora la delta era pronta, calibrata e già in stampa con un file da 20 ore. Il profilo che abbiamo utilizzato per la stampa del video, è stato creato in meno di 5 minuti derivando da un altro esistente. Nonostante non fosse iper ottimizzato, la stampa a 0.3 mm con un velocità a 80 mm/s è davvero ottima. Stampante SUPER approvata, davvero uno spettacolo (fossero tutte così le delta…).
Se stai cercando una Delta non puoi non prenderla in considerazione: certo è che se vuoi la massima accuratezza dimensionale dovrai prepararti ad abbandonare l’autocalibrazione e iniziare a smanettare con i valori detti precedentemente. Ad ogni modo siamo comunque entro i 3 decimi di tolleranza (più che accettabili) e difficilmente su stampe MOLTO grandi uno potrà apprezzare questa accuratezza dimensionale. Quanto ad altezza layer sicuramente potrà lavorare sotto gli 0.1 mm anche se in realtà noi consigliamo di convertirla a nozzle da 0.8 mm per accorciare i tempi di stampa.





6 Commenti
Ciao se posso permettermi nel manuale di montaggio alla fine c’è tutta la procedura per settare cura comunque seleziona la Delta generica per iniziare
Ciao, anch’io ho comprato questa stampante ma non capisco come settarla in CURA,
non rientra nell’ elenco delle stampanti…
Mi dispiace ma non utilizzo Cura !
Ciao bellissimo video, ho anche io una predator ma non riesco assolutamente a stampare. Fatta tutta la procedura la stampa di test è un disastro, il PLA non si attacca e forma una matassa trascinandosi dietro tutto quello che ha stampato. Ho eseguito la procedura decina di volte e già controllato cinghie e pulegge. Credo possa essere un problema di firmware o del sensore di livellamento. Hai qualche suggerimento?
Grazie
Paolo
Con il babystepping in Z abbassati più vicino al piano ! Lo puoi regolare anche a stampa iniziata 🙂
Grazie risolto tutto era banale, avevo cambiato tipo di PLA e al contrario di quello che mi avevano spedito assieme alla stampante questo ha dei valori di temperatura di estrusione e piatto completamente diversi
Grazie ciao Paolo