Partiamo da una piccola certezza: eliminare del tutto le cuciture nella Stampa 3D FDM non è possibile. Possiamo comunque cercare di renderle più esteticamente gradevoli e magari nasconderle in punti meno visibili della stampa, ma sempre ci saranno. Perchè ? Le cuciture o “Z Seams” sono il risultato della parte di estrusione terminale a chiusura di un loop/perimetro: per effetto della pressione che si genera all’interno dell’ugello a seguito dell’estrusione del filamento, quando la testina di stampa si ferma (anche per pochissimo) o rallenta va a creare una sorta di rigonfiamento sulla stampa. Hai presente quando sei in auto e schiacci sul freno ? Ti fermi istantaneamente o la macchina prosegue ancora per un po’ prima di fermarsi completamente ? La stessa cosa vale per l’estrusione e le cuciture, il rigonfiamento si crea perchè il materiale continua a fuoriuscire dall’ugello nonostante si interrompa l’estrusione. Quali soluzioni ci sono per ovviare a questo problema ?
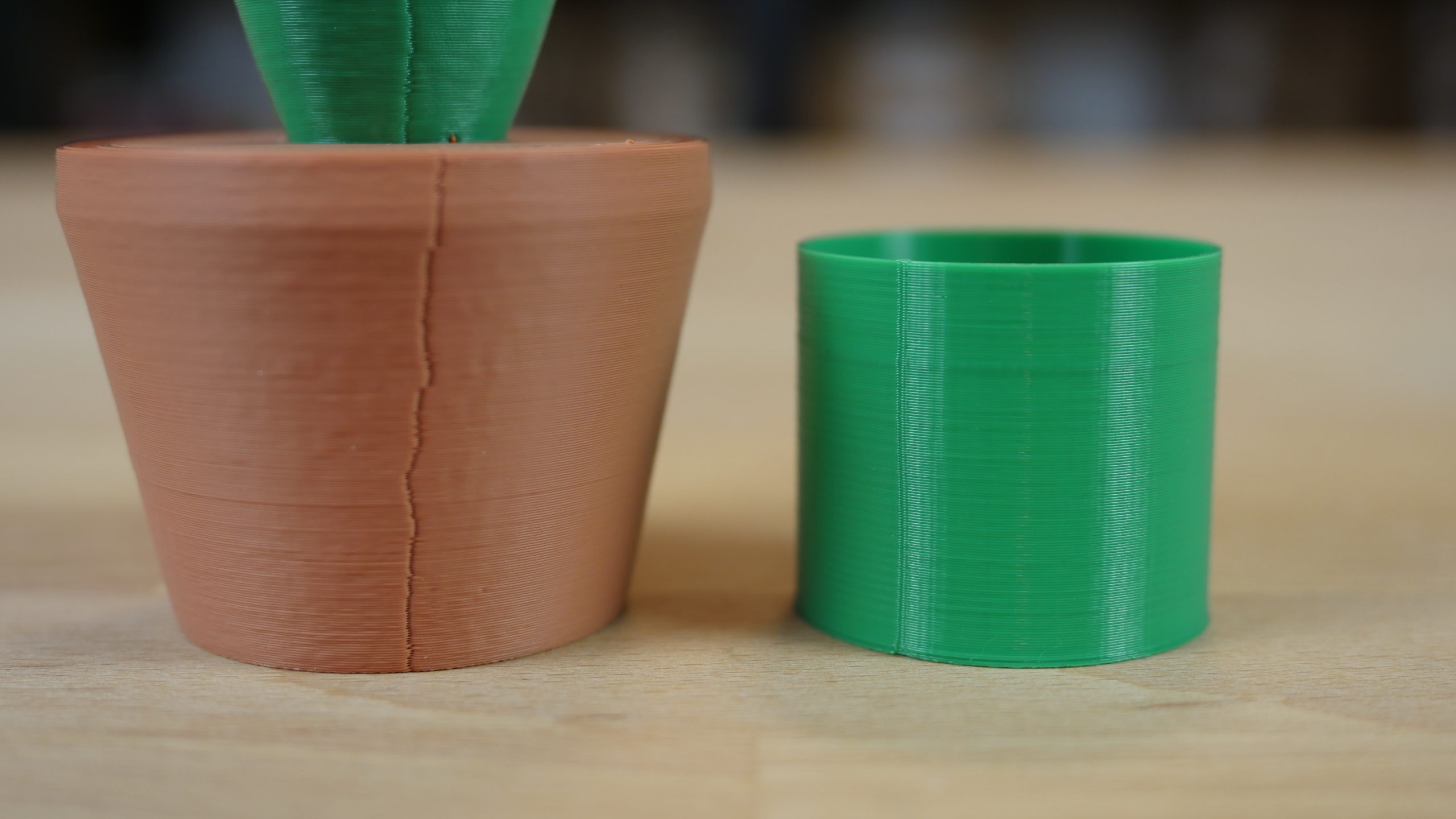
Se il pezzo in questione è un cilindro o una sfera allora sarà impossibile andare a nascondere le cuciture, diversamente se l’oggetto presenta spigoli, parti convesse o incavi, lo slicer tenderà a generarle in questi punti poichè meno visibili. Si potrà optare per una cucitura di tipo:
- Allineata: ogni inizio e fine di loop crescono come su una cucitura unica per tutta l’altezza del pezzo
- Automatica: come detto prima sfrutta le varie caratteristiche del pezzo per nasconderle in punti strategici
- Casuale/random: ad ogni layer di stampa il loop inizia/termina il proprio percorso in punto differente. Risultato ? nessuna cucitura “teoricamente” visibile. In pratica: ti trovi pallini o buchi ovunque in giro per la superficie esterna (a meno di una calibrazione del flusso ottima)
Ci sono 3 strade da seguire e tutte dipendono dalla stampante che si possiede, dal relativo firmware, dal setup composto da hotend e ugello. Ultimo ma non per ultimo… dipendono fortemente dallo slicer che si utilizza. E’ inutile girarci attorno, ogni slicer si comporta in maniera differente sia per la gestione che per la creazione delle cuciture.
- Gestione completamente affidata allo slicer
- Gestione affidata al firmware della stampante
- Gestione ibrida
Nota: una corretta calibrazione del flusso di stampa aiuta molto (ma non risolve del tutto) quando si tratta di nascondere le cuciture. Ti stai chiedendo se il piano livellato possa avere a che fare qualcosa con le cuciture ? Evito di rispondere… 🙂
Gestione completamente affidata allo slicer
E’ la via più semplice ed immediata (non si tocca il firmware) ma ti obbliga per forza di cose a dover scegliere uno slicer piuttosto che un altro solo per avere una migliore gestione delle cuciture. Se c’è una cosa sulla quale sono stati fatti passi da gigante negli ultimi anni in tema di slicing, la gestione delle cuciture sicuramente non occupa le parti basse della classifica. E’ sempre stata una rogna da gestire e lo è tutt’ora ma, fortunatamente, alcuni slicer meglio di altri riescono a “nasconderle” generando in punti strategici del pezzo,come spigoli o parti concave, queste chiusure di perimetro. Ad oggi, Maggio 2023, la situazione degli slicer è la seguente:
- PrusaSlicer (2.6.0): è semplicemente il migliore per quanto riguarda la generazione e posizionamento delle cuciture. La funzione di “disegna dove vuoi che vada a finire la cucitura” è davvero ottima e viene comoda quando la generazione automatica crea cuciture in punti troppo visibili (casi abbastanza rari). Se da un lato è il top dall’altro non offre nessun tipo di opzione/parametro sostanziale per la modifica di come viene creata questa cucitura, l’unico valore che incide su quanto è visibile una cucitura è il “Pressure Equalizer”. Non è 100% specifico per le cuciture ma si ritrova a fare un gran lavoro di variazione della velocità in prossimità della chiusura del perimetro. Il risultato è simile a quello che si ottiene con il “linear advance” ma senza dover attivare nulla da firmware

- SuperSlicer: questo slicer è una fork di PrusaSlicer quindi ne condivide praticamente tutte le funzionalità di base solo che ne va ad aggiungere una tonnellata in più. La creazione delle cuciture, oltre a condividere la modalità di disegno sul pezzo come su PrusaSlicer, ha anche una opzione configurabile che permette alla cucitura del perimetro più esterno, di essere realizzata andando verso l’interno del pezzo creando una sorta di “V” con profondità e larghezza variabili. Solitamente le cuciture risultano essere più sporgenti e creano problemi specialmente negli accoppiamenti cilindro/foro. Con questa opzione è possibile portare verso l’interno il rigonfiamento e allo stesso tempo diminuire la visibilità della cucitura. Manca per ora il Pressure Equalizer

- Bambustudio: copia/incolla di quanto ho scritto su PrusaSlicer (è una fork pesantemente customizzata di quest’ultimo) solo che non ha nemmeno la funzione di Pressure Equalizer (ad oggi, in futuro chissà)
- Orca Slicer: è la versione “pimpata” di Bambustudio e con qualche funzionalità in più, tra queste proprio una miglior gestione delle cuciture grazie all’introduzione del coasting

- Ideamaker: non è proprio una cima nel posizionamento delle cuciture in quanto la funzione manuale è davvero ostica e non si riesce a posizionare mai dove si vuole la cucitura. La generazione automatica non è malvagia ma con alcuni oggetti se la cava davvero male. Siamo ben al di sotto di PrusaSlicer ma fortunatamente dispone della funzionalità di “coasting”. Che cos’è ? Per chi utilizzava Simplify3D con traduzione in Italiano il termine “coast at end” era tradotto (probabilmente con google translate) con “costa al termine”. Detta brevemente è un valore espresso in mm che indica quanto PRIMA della chiusura del loop/perimetro, l’estrusore deve interrompere di estrudere. In questo modo si sfrutta la pressione residua in camera di estrusione per chiudere il buco creato nello slice. Particolarmente utile per chi utilizza stampanti di tipo bowden, ma fai attenzione a non esagerare o al posto di un rigonfiamento meno pronunciato ti troverai con un mega buco. Non è una soluzione sempre efficace ma in qualche modo aiuta
- Simplify3D(V5): rispetto alla V4 non hanno introdotto nulla di particolare se non un miglior algoritmo di creazione delle cuciture in punti nascosti. Non ha altre funzionalità dedicate se non quella del “coasting”, anzi… probabilmente è stato il primo ad averlo introdotto nel panorama degli slicer
- Cura: come ben saprai… non utilizzo Cura quindi non ne conosco in dettaglio la gestione delle cuciture. Leggendo qua e là ha delle funzionalità avanzate ma non mi sono addentrato nella gestione vera e propria
- Kisslicer: lo cito solo perchè è stato il mio primo grande amore e perchè come lui nel 2014 non c’era nessuno che generava le cuciture. Probabilmente in SuperSlicer hanno proprio preso spunto da Kiss perchè già all’epoca aveva quella meravigliosa funzionalità di far rientrare le cuciture nella parete. Ad oggi il progetto è mezzo morto, ogni tanto viene fuori qualche aggiornamento ma restiamo su una user experience peggiore di quella che si avrebbe utilizzando Windows 3.11 al giorno d’oggi…
Nota importante: presta molta attenzione al WIPE, se attivato potrebbe peggiorare la situazione delle cuciture andando a creare addirittura un secondo cordone rigonfiato. Questo non vuol dire che non si debba attivare, anzi… tienilo a memoria se per caso vedi comparire un ennesimo artefatto dopo averlo attivato.
Gestione affidata al firmware della stampante
Questa è la via sicuramente più efficace di tutte ma implica il saper lavorare con il firmware e relativi caricamenti in scheda. Di cosa sto parlando ? Del famosissimo linear advance (o pressure advance) che avevo già trattato in un altro articolo tempo fa. Senza tanti giri di parole, una corretta calibrazione del valore K porta ad avere il miglior risultato possibile per quanto riguarda la visibilità delle cuciture di stampa.

Il problema grosso relativo al linear advance sorge però quando si parla di alta velocità e in particolare di Input Shaping. Ne ho già parlato ad inizio anno con questo articolo e la sostanza è questa: più si aumenta la velocità e più potrebbero insorgere problemi dovuti all’algoritmo di calcolo che smorza le vibrazioni. A seconda del tipo di algoritmo scelto e dalla forza di quest’ultimo, si noteranno inevitabilmente delle cuciture non più in rilievo ma “bucate”, quasi comparisse una voragine. Più l’algoritmo interviene e più le stampe vengono smussate, cuciture comprese.
Ecco quindi l’importanza di una corretta calibrazione del Linear Advance DOPO aver calibrato l’input shaping, in molti fanno il grosso errore di tenerlo attivo durante la stampa test e si confondono con i risultati. Non a caso è un problema che riscontrano moltissimi utenti che utilizzano le BambuLab, quando il valore del “flow” (non è il termine corretto) viene calibrato male dal Lidar o impostato male dall’utente dopo regolazione manuale, si hanno cuciture molto vistose e aperte.
Gestione ibrida
E’ una scelta rischiosa ma che in alcuni casi produce buoni risultati. Tenere attivo il linear advance (da ora L.A.) a firmware E lavorare con i parametri dello slicer. Posto che se il K è ben calibrato le cuciture se ne vanno praticamente da sole, capita alle volte che il pignolo di turno (vedi me ad esempio) voglia mettersi a giocare con i parametri dello slicer quindi:
- L.A. e Coasting attivo: no bene o meglio, ridondante
- L.A. e cuciture verso l’interno di SuperSlicer: bene ma senza esagerare
- L.A. e Pressure Equalizer: bene anche perchè viene applicato solo ai perimetri più interni e non a quello più esterno

Conclusioni
Avrai capito che la soluzione unica non esiste, devi provare diverse combinazioni e vedere quale si addice di più al tuo setup e in particolare al filamento che stai utilizzando. Chi utilizza direct drive avrà sicuramente meno difficoltà a nasconderle rispetto ad un bowden ma in un modo o nell’altro qualche buon risultato alla fine esce fuori sempre. Come detto all’inizio presta molta attenzione a lavorare con il flusso ben calibrato per il filamento che monti nella stampante !




