Calibrazioni
Impostare il valore step/mm – Parte 1
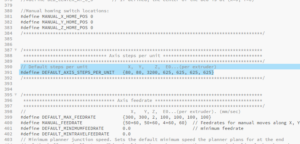
Una delle operazioni fondamentali da eseguire sulla propria stampante 3D, è la regolazione del valore firmware DEFAULT_AXIS_STEPS_PER_UNIT #define DEFAULT_AXIS_STEPS_PER_UNIT {80, 80, 3200, 625, 625, 625, 625} ovvero i famosi Step/mm.