Il mondo della stampa 3D è decisamente cambiato nell’ultimo anno (2022/23 per la precisione). Il motivo ? Lo sdoganamento effettivo della stampa 3D FDM ad alta velocità, dove per “alta” si intendono valori prossimi ai 500 mm/s contro i canonici 80 mm/s ai quali si era abituati. Prima dell’avvento della GRANDE B (detta Bambu Lab per gli amici) le Voron facevano vedere i primi risultati di stampe veloci grazie al Firmware Klipper e alla loro movimentazione CoreXY. Ma un brand che ha iniziato a puntare sull’alta velocità quasi da subito (già nel 2017 i primi vagiti) è stato FLSUN prima con la Super Racer e poi con la V400 uscita nel Q1 2022. Detta così sembrerebbe già vecchia dato che questa mia recensione è di Novembre 2023 e (a breve) uscirà un nuovo modello la S1, ma in realtà è una stampante più che attuale e decisamente economica per il volume di stampa che offre.
Telaio/scocca/chassis
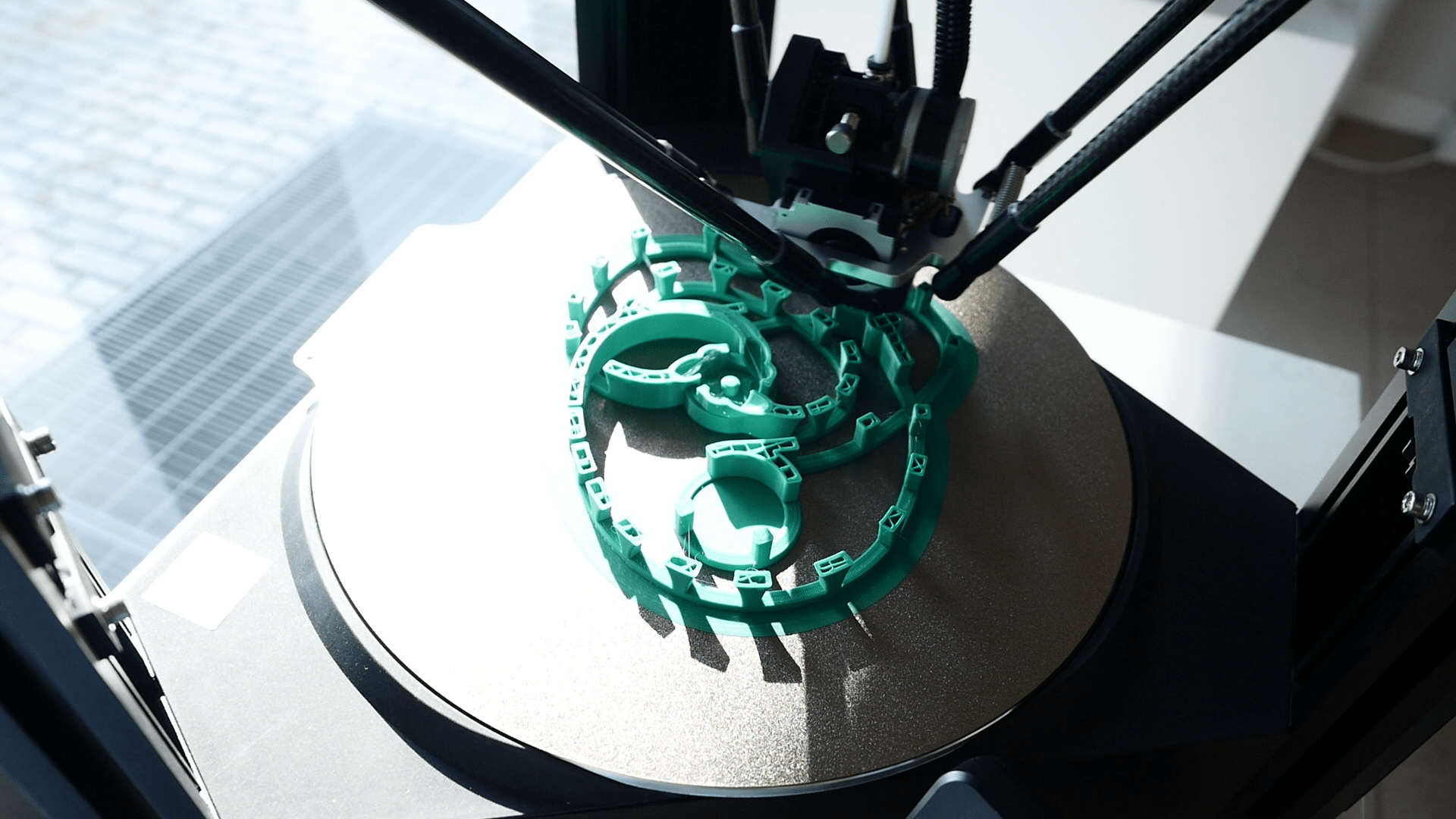
E’ una stampante di tipo “delta”, molto affascinante da vedere all’opera e oramai esente da qualsiasi tipo di calibrazione da eseguire. Per chi non ha mai visto una delta PRIMA dei tastatori/sensori di livellamento, saprà benissimo che era una rogna infinita metterle a punto. Da quando è uscita la Predator bene o male tutti i produttori di “delta” non hanno lasciato più nulla in mano all’utente se non il montaggio del frame/telaio.


Nella V400 ci sono veramente pochi pezzi da assemblare, le torri/tower arrivano già assemblate con le cinghie tensionate e tutto. Resta solo da avvitarle alla base e al top per avere la struttura bella che finita. Gli incastri sono molto buoni e non permettono all’utente di poter commettere errori di montaggio, sembra quasi un lego da quanto semplice è ! Poche viti e il telaio, formato da estrusi di alluminio e lamiere piegate, ve lo trovate montato in meno di 15 minuti, giusto il tempo di avvitare le brugole e collegare gli spinotti dei motori.
La movimentazione delle 3 torri molti pensavano fosse come sulla Super Racer, basata su guide lineari MGN, in realtà sono tornati indietro alle guide tipo “V-Slot” ma con una sostanziale differenza: niente ruote in plastica ma direttamente acciaio. La rumorosità non è male se confrontata con le guide lineari ma comunque si avvertono maggiormente. Quanto alla scorrevolezza non ho avuto modo di testarle senza motori e cinghie attaccati quindi non ho un reale metro di paragone con le guide lineari, ad ogni modo gli assi scorrono puliti e senza intoppi.
La stampante è GRANDE e quando dico GRANDE intendo GRANDE: parliamo di una sberla da 94 cm (115 con bobina montata in testa) e 16 Kg di peso. Prima di acquistarla valuta dove posizionarla !
Piano di stampa
I dati parlano di un volume di stampa di 300 mm di diametro base e 410 mm di altezza. La realtà però è che nelle delta l’altezza massima si raggiunge solo in centro al piano e nelle parti più esterne il massimo che ho raggiunto senza blocchi è stato 385 mm. Per quanto riguarda la base tieni in considerazione che dentro ad un diametro 300 si può inscrivere un quadrato di circa 212 mm X 212 mm.
Il piano di stampa (fisso) è riscaldato a 24V contrariamente alla moltitudine di piani che ad oggi si riscaldano a 220° però offre comunque buone prestazioni di riscaldamento, meno di 3 minuti da T Ambiente (22°) a 60°. Per portarlo a 110° (temperatura massima) occorre attendere di più (circa 10 minuti) in funzione dell’ambiente esterno, esiste anche una cover per poterla chiudere/boxare (anche se non è super pratica). Non ho potuto verificare l’uniformità di riscaldamento con la solita termocamera ma mi sono affidato ad un termometro ad infrarossi: temperatura omogenea su tutta la superficie.
Come superficie di stampa troviamo l’ormai super utilizzato piano magnetico in PEI doppia superficie con un lato “texturizzato” e l’altro “smooth/liscio”. Nulla da dire, prodotto che rientra nella norma e ormai in dotazione al 99% delle stampanti in commercio. Buon per PLA,PETG,TPU (con alcuni TPU è pestifero…) meno con il PC, ABS, NYLON. In questi ultimi casi è meglio utilizzare additivi specifici dal lato liscio del piano.
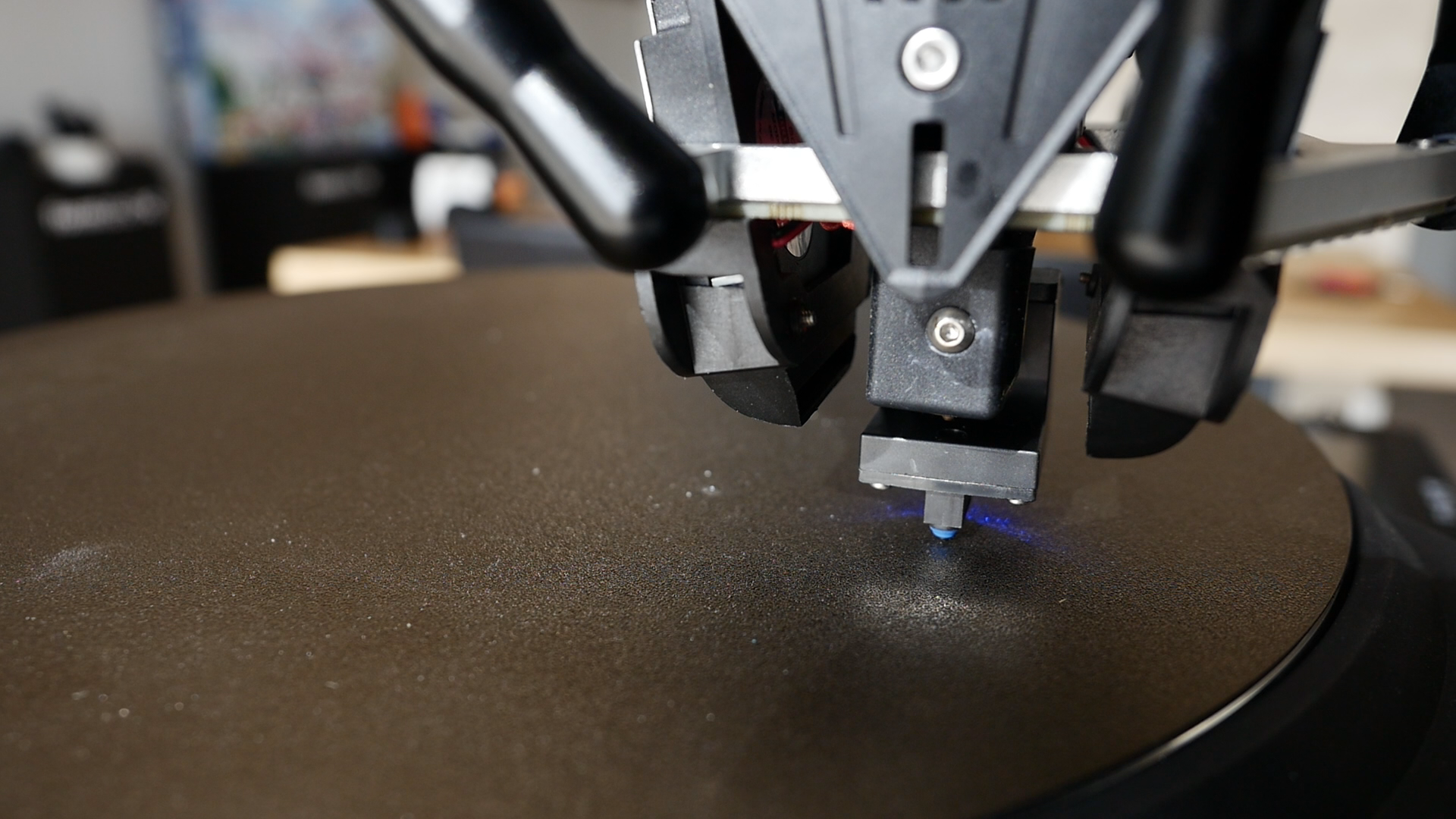
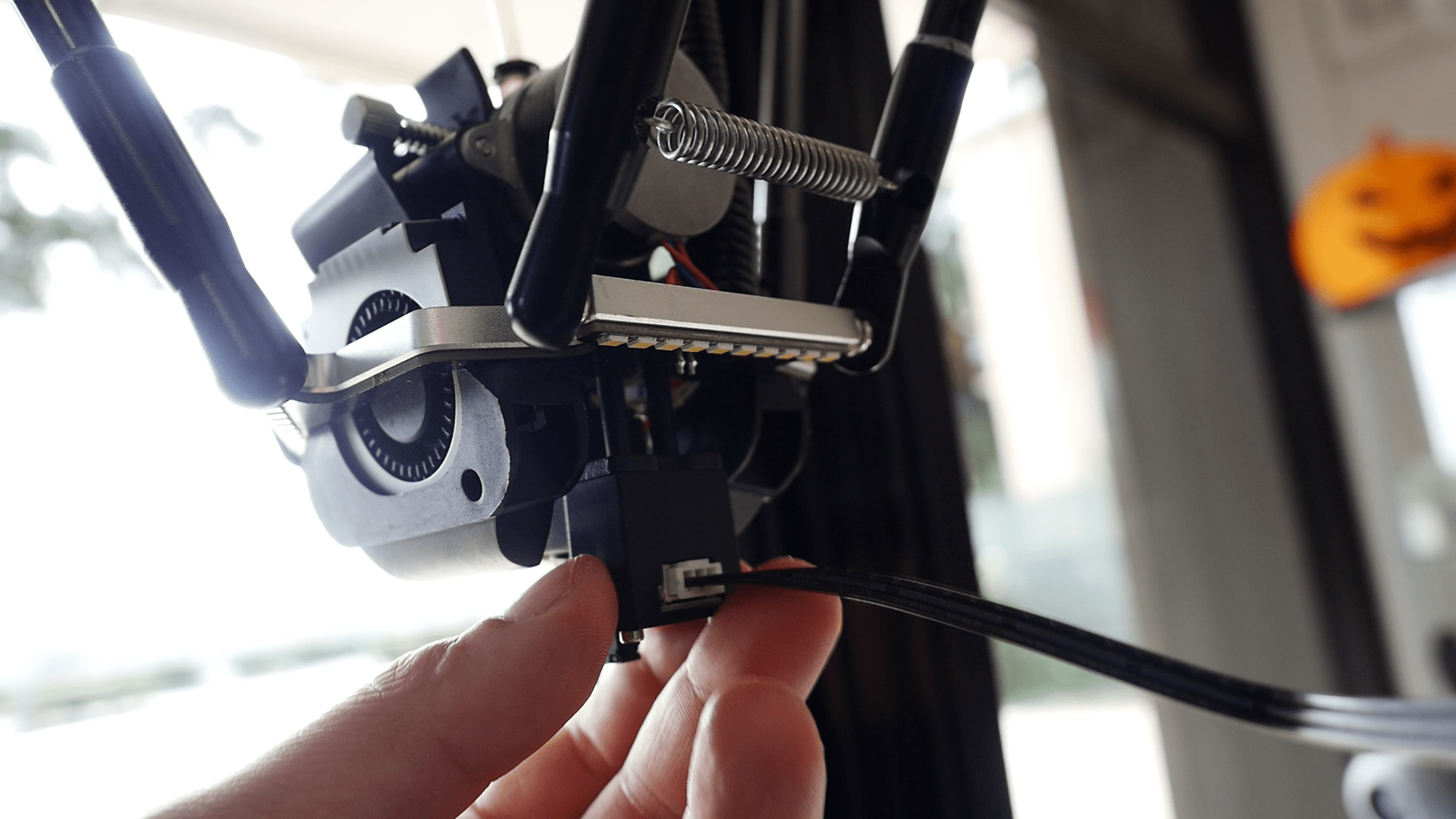
Il livellamento del piano è affidato ad un sensore che si attacca vicino all’hotend e che si rimuove a procedura di calibrazione ultimata. E’ identico a quello che avevo già visto nella Anycubic Predator e continuo a non capire il perchè non possa essere integrato nell’effector dato il ridotto peso. In realtà è più per un discorso di ingombro perchè così facendo il tastatore finisce esattamente in asse con l’ugello e non si perdono preziosi cm di piano da tastare. Questa frase ha ancora più senso se spiego che tale tastatore è utilizzato anche per tutta la taratura dei parametri che regolano la movimentazione di una delta: una volta si faceva tutto a mano mentre ora, grazie a Firmware sempre più avanzati, la procedura è del tutto automatizzata e con risultati davvero ottimi e ripetibili.
Estrusori e Hotend
L’effector, ovvero il supporto triangolare che tiene assieme feeder e hotend, si aggancia comodamente alle torri attraverso delle barre in carbonio. Tale aggancio è davvero molto semplice da togliere e mettere perchè è composto da una molla che tiene schiacciati a dovere gli uniball nelle relative sedi. quando ti troverai a dover fare manutenzione all’hotend, tempo 5 secondi e hai tutto il gruppo in mano per poter lavorare comodamente sul banco.
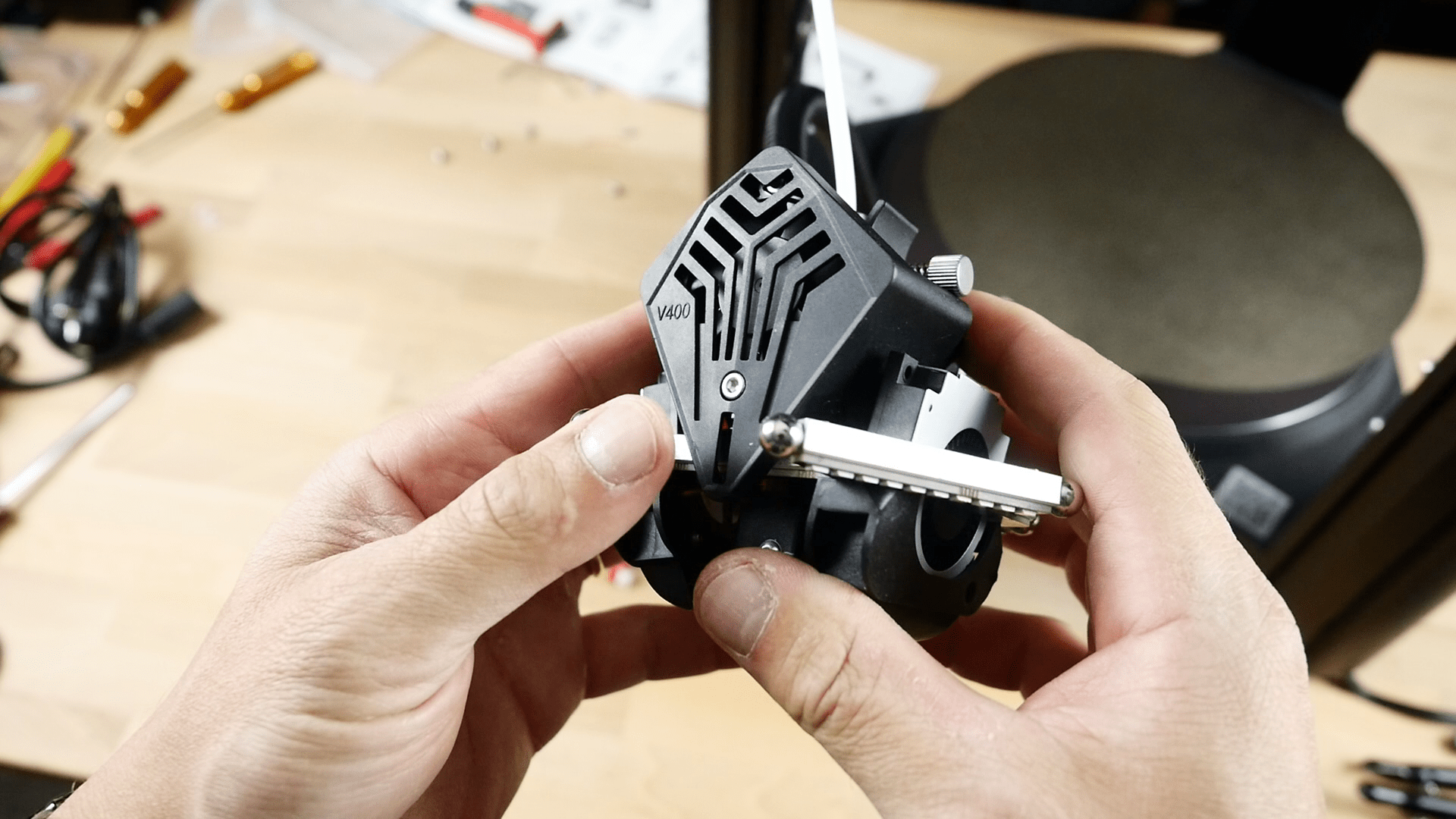
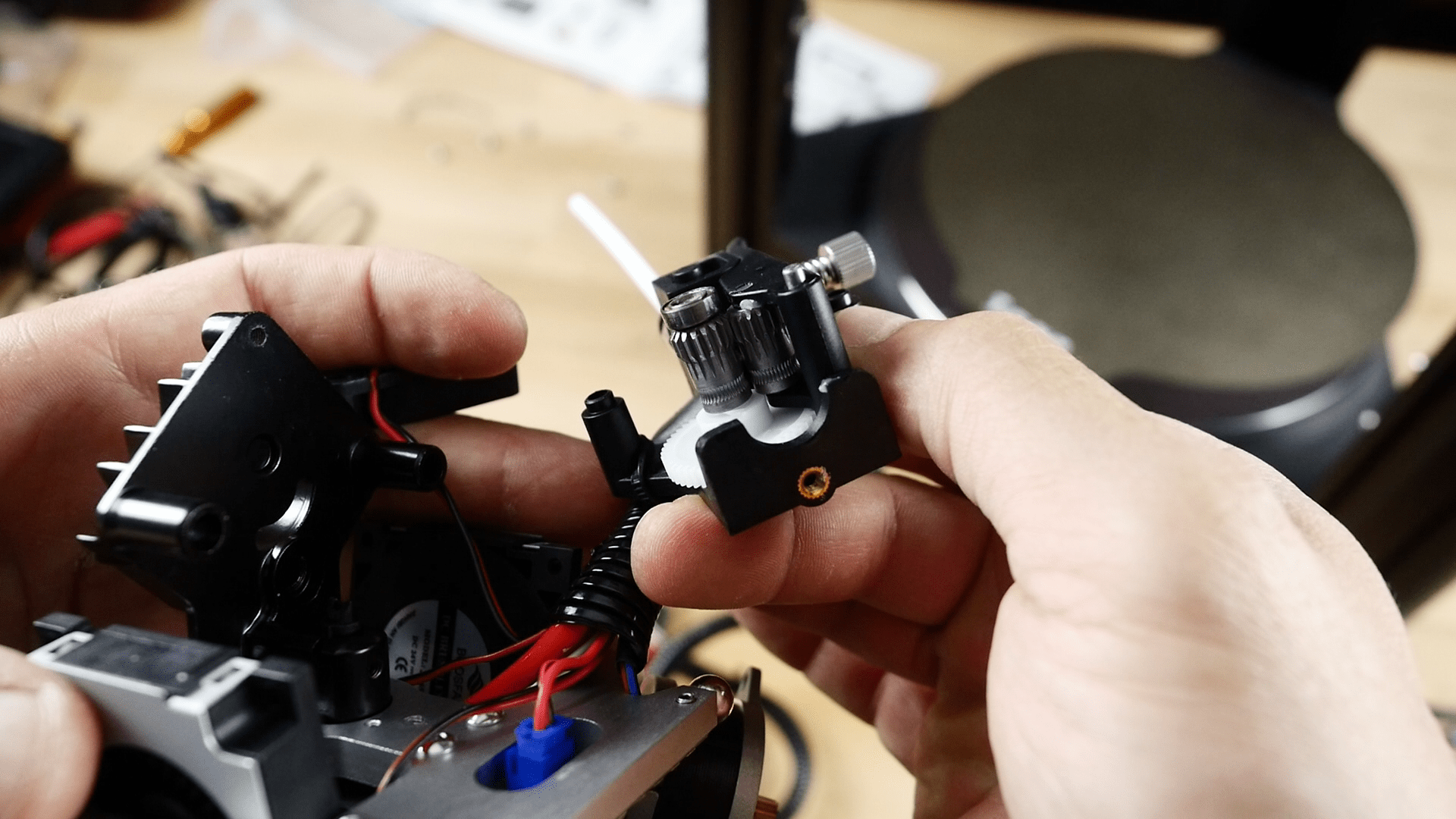
Il peso di tutto il gruppo è di circa 420 gr merito anche del piccolissimo motore Nema 14 “pancake” da 36 mm (simile a quello montato sulle Voron). Il feeder non ha nulla di allucinante da segnalare ma è un normalissimo doppia ghiera con spintore regolabile (ottimo per i TPU) e ruote in acciaio molto simili a quelle Bondtech.
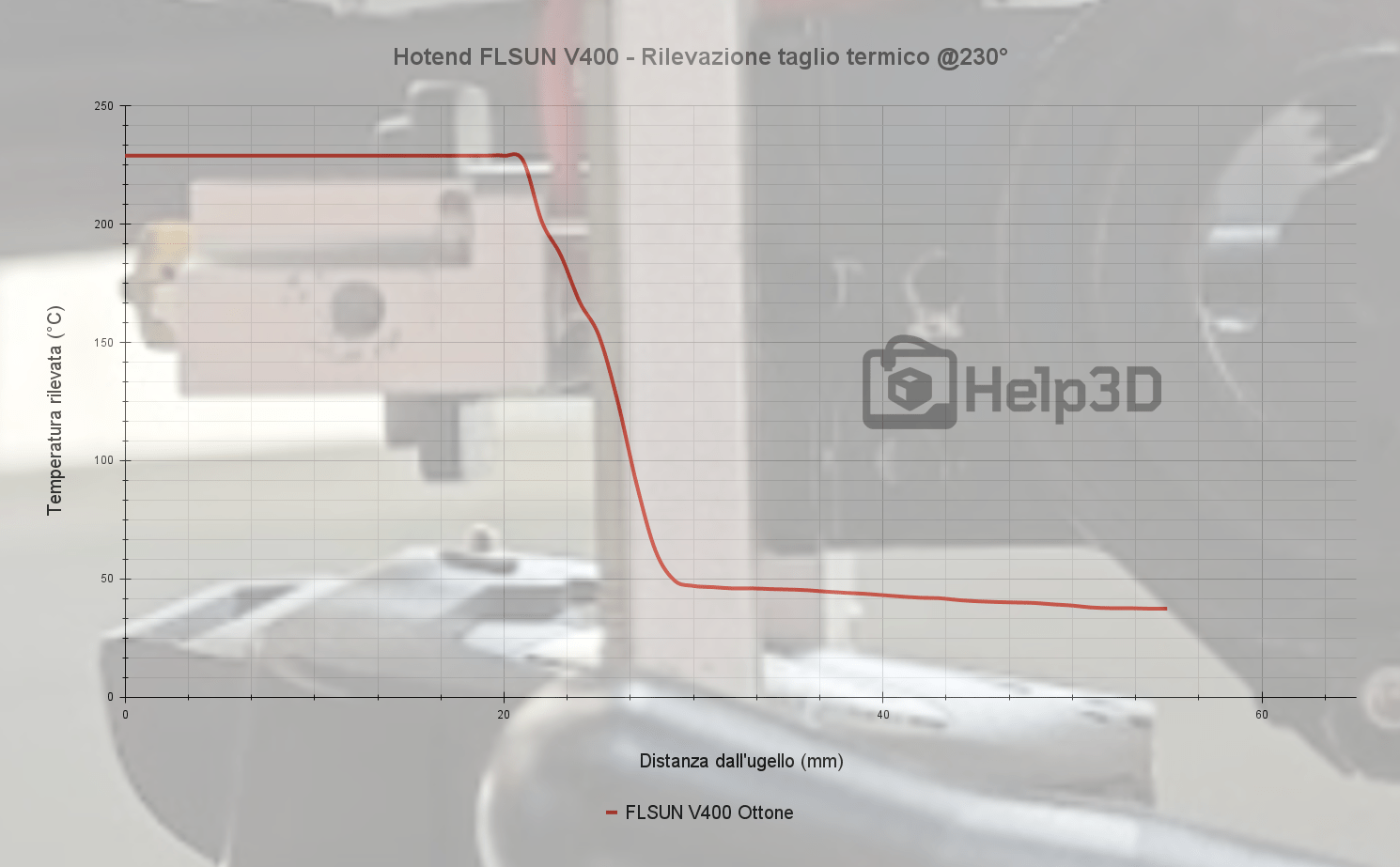
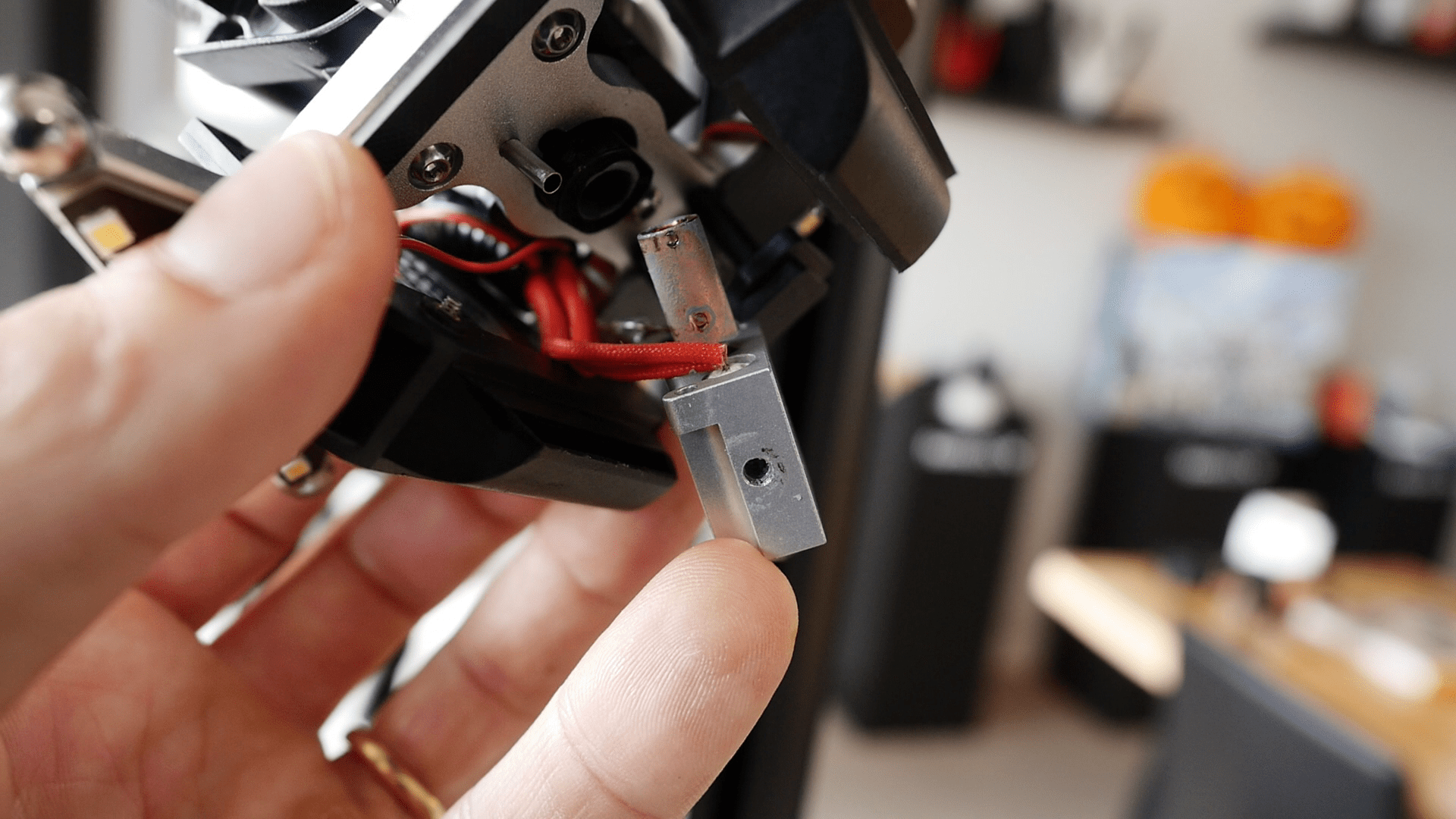
L’hotend (max 300°)ricorda molto il Volcano della E3D e l’ugello montato è in ottone da 0.4mm simile ai CHT ad alto flusso, solo che presenta un doppio canale al suo interno invece che 3. Il taglio termico è affidato ad una gola bimetallica rame/acciaio (con una parte in rame leggermente più grossa di quelle che si vedono in giro) e il taglio termico presenta prestazioni in linea con la concorrenza. Il “drop” termico (taglio termico) avviene a circa 20 mm e in circa 6 mm ha uno sbalzo di circa 180°. Non ho potuto verificare la T interna all’ugello per via del doppio canale di estrusione quindi mi sono limitato a rilevarla nella parte terminale della gola: nel grafico, per comodità, ho ipotizzato avesse quella T anche fino in fondo (sicuramente qualche grado in più).
L’hotend non presenta un classico dissipatore alettato avvitato ma è proprio parte integrante del telaio feeder/motore, ricorda molto quello delle Artillery ma leggermente più grande e performante. La dispersione del calore è affidata ad una ventola assiale (4010) che soffia su un corpo alettato in alluminio e rispetto ad altre soluzioni ho notato essere più caldo di circa 5° nella parte più alta dove passa il filamento nelle ruote godronate. Se si resta in camera aperta non è un problema, potrebbe diventarlo però quando si chiude la stampante e si lavora con materiali basso fondenti come il PLA (infatti non si lavora MAI con stampanti boxate per il PLA…).

Le ventole che soffiano sul pezzo (4510) sono 2 di tipo radiale, non eccessivamente rumorose e ben posizionate per raffreddare l’oggetto mentre si stampa. Se parliamo però di alta velocità (> 350 mm/s) potrebbero però risultare insufficienti per il PLA, in questo caso è necessaria una ventilazione accessoria ma il collo di bottiglia è un altro, lo vedremo più tardi nel capitolo “prestazioni”
Elettronica e connettività
La stampante arriva già cablata, gli unici spinotti da attaccare sono quelli dei motori delle torri e tutte le spinette della testa di estrusione (ventole, resistenza, led, sensore livellamento, motore estrusore, sensore filamento). La qualità dei cablaggi è discreta così come il giro cavi che, in realtà, è tutto nascosto e non si vede nulla. L’unica parte “pallosa” e difficile è stata quella di passare il cavo USB e di alimentazione che poi vanno collegati allo Speeder Pad. Nulla di insormontabile basta solo della pazienza.
Nella parte superiore della stampante si trova la scheda di controllo motori che è una MKS Robin Nano V2.1 a 32 bit (nelle prime c’era la 2.0) e una piccola scheda di derivazione che serve per attaccare tutti i cavi provenienti dalla testa di estrusione e i due sensori esterni (filamento e livellamento piano). I driver di stampa sono, come sempre, di tipo “silent” TMC 2226 da 1.5-2 A. Per raffreddarli c’è un grosso ventolone assiale da 60 mm( 6015) che sinceramente si sente poco o nulla quando la stampante è in stand-by. Chicca abbastanza “tamarra”: il logo FLSUN illuminato !
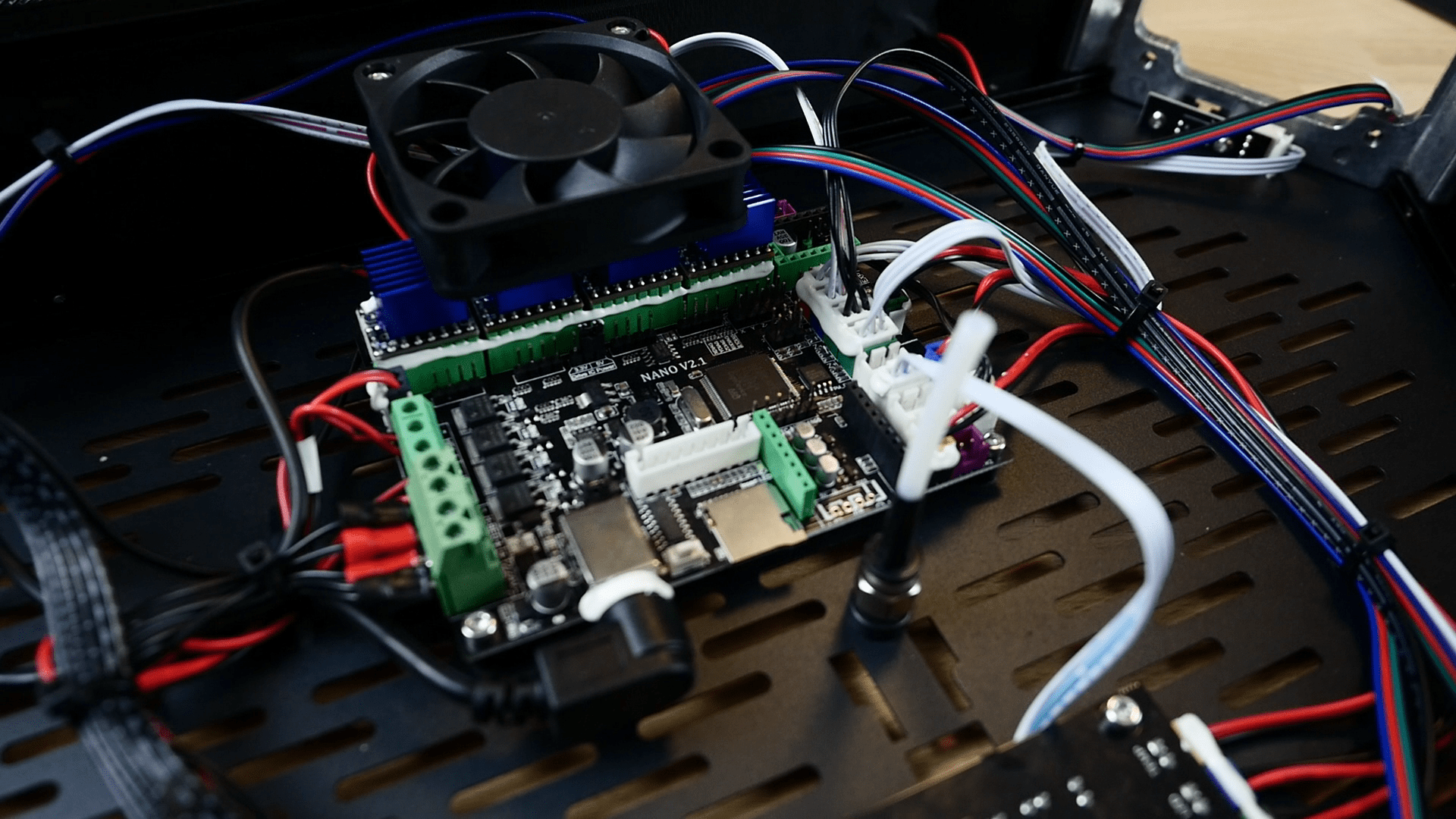
Nella base della stampante troviamo un alimentatore da circa 350W a 24V, il riscaldatore del piano di stampa con relativa copertura isolante, un mosfet dedicato per il controllo del piano riscaldato (così non grava su quello della MKS) e il pulsante di alimentazione.
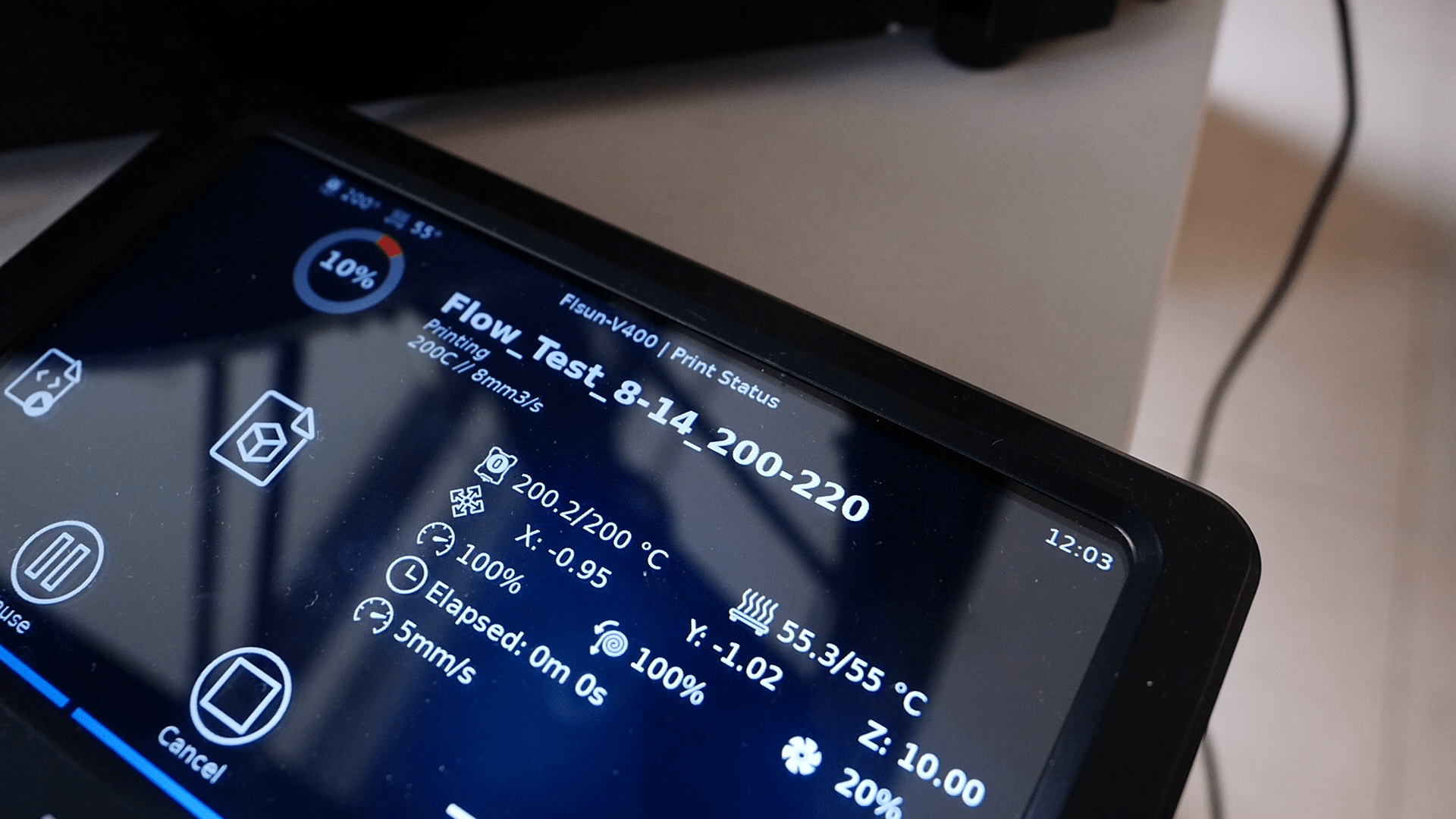
Il cuore della stampante è però lo Speeder Pad (disponibile anche per altre stampanti) ovvero quel tablet da 7 pollici Touch Screen sul quale è installato KLIPPER. Le prestazioni di questo pad evidenziano una CPU R818 (Quad core A53 da 1.6 GHz) con 16GB di memoria interna e 1 GB di Ram. Potenza più che sufficiente per gestire in scioltezza il firmware Klipper e tutti i calcoli che deve eseguire per le varie calibrazioni e input shaping. ATTENZIONE: la stampante arriva SENZA l’accelerometro per la taratura dell’input shaping, se siete sprovvisti va calibrata manualmente e poi vanno inseriti i valori nel Printer.cfg di Klipper. Consiglio caldamente l’acquisto del sensore ADXL345 (ufficiale FLSUN o meno) che con pochi euro e un cavo usb di collegamento di risparmia tutta la trafila di calibrazione manuale E sblocca la reale alta velocità di stampa a 350 mm/s. Senza questo sensore e input shaping disabilitato, la velocità fatica ad andare oltre i 200 mm/s senza vedere artefatti dovuti alle vibrazioni.
Per quanto riguarda le connessioni è disponibile solo quella Wifi, il doppino per l’ethernet non è fisicamente saldato sulla scheda seppur questa risulti predisposta. Ci sono 3X porte USB delle quali una è impegnata per collegarsi alla scheda MKS di gestione motori. C’è anche uno slot per inserire le schede MicroSD, in particolare si usa per gli aggiornamenti o rollback di firmware.
La stampante arriva con la versione firmware 1.2 mentre da qualche mese è disponibile la versione 1.4 che porta la velocità di movimento a 600 mm/s e un aumento delle accelerazioni a 10.000 mm/s2 . Se fai l’aggiornamento alla 1.4 lo fai solo per avere un Klipper leggermente più aggiornato e qualche bug in meno, ma se lo fai per la velocità allora rimarrai deluso. Potrà anche MUOVERSI a 600 mm/s ma non stamperai mai a quella velocità effettiva (leggi più sotto e capirai il perchè…).
Per chi vuole invece avventurarsi nella installazione di un Klipper “pulito” e lavorare su un firmware non brandizzato Flsun e sempre aggiornato all’ultima repo, consiglio di visitare questo link e poi di installare le Tool di GAB . ATTENZIONE: se hai già aggiornato alla 1.4 devi tornare indietro alla 1.2 perchè nella 1.4 hanno disabilitato l’accesso da SSH.
Software e controllo
Nella chiavetta arriva Cura con relativi profili ma consiglio caldamente di passare a Orca Slicer o Prusa Slicer che hanno relativi profili ben funzionanti e sono dei software di Slicing decisamente più semplici da utilizzare rispetto a Cura.
Grazie a Klipper la stampante si può comodamente controllare da interfaccia web (oltre che da LCD) attraverso la GUI Mainsail. Asciutta, senza fronzoli e completa di tutti i parametri che ogni smanettone desidera, compreso il poter mettere mano al printer.cfg di Klipper (occhio che fai danni…). Una volta collegata alla Wifi basta aprire il browser e ci si collega direttamente alla stampante per caricare i files di stampa: con Orca Slicer e Prusa Slicer il caricamento avviene in automatico al termine dello slicing così non devi nemmeno passare per chiavette USB o il download e successivo upload da interfaccia web.
Manca la webcam per il controllo da remoto ma si risolve connettendone una super economica ad una delle porte USB e poi attivandola dall’interfaccia di Klipper. Non ha una connessione cloud (che in realtà non è un male…) a nessun server quindi se desideri controllarla da fuori casa/rete di lavoro è necessario seguire i passi che avevo già trattato in questo video.
Prestazioni e velocità
Il nome della stampante V400 indica in realtà la velocità di stampa che inizialmente era di 400 mm/s, mentre con l’aggiornamento 1.4 si arriva addirittura a 600 mm/s. Tutto vero (vale anche per tutte le altre stampanti eh) ? Per nulla, ma andiamo per gradi.
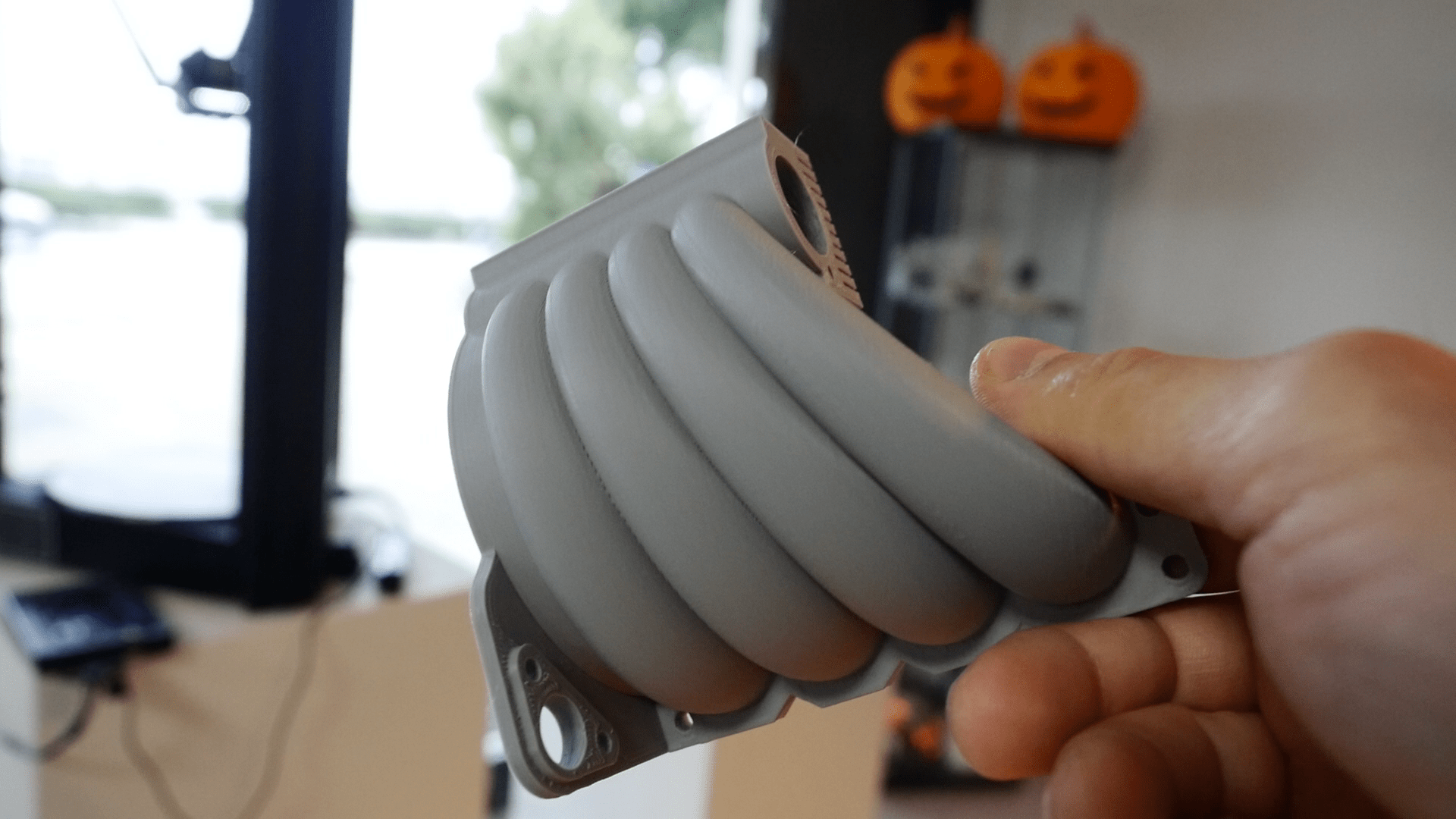
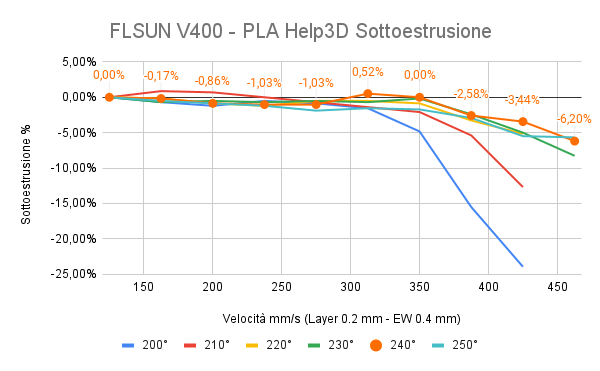
Un conto è dire STAMPO a 600 mm/s e un conto è MUOVERE una testa di stampa a quella velocità; se per muovere correttamente a quella velocità basta metter su un telaio decente e un firmware con input shaping, klipper in questo caso, allora si la V400 riesce a muoversi tranquillamente a quella velocità (ricordo: SOLO con input shaping attivo, altrimenti si smonta). Da numerosi test effettuati (e che sto effettuando su altre stampanti) il collo di bottiglia non è tanto il telaio quanto l’hotend/ugello: è fatto bene e ha una ottima portata volumetrica ma il limite più alto che sono riuscito a raggiungere è stata una portata volumetrica di 28 mm3/s a 240° con il PLA che corrispondono ad una velocità di stampa di circa 350 mm/s. Tutto questo con ugello originale da 0.4 mm in ottone mentre per la velocità di stampa ho simulato una altezza layer da 0.2 mm con una larghezza di estrusione da 0.4 mm. Sto parlando di valori limite ovviamente, nella quotidianità tendo sicuramente ad utilizzare un valore inferiore ma c’è anche da dire che per oggetti molto piccoli non si raggiungeranno mai velocità effettive di stampa elevate. Su oggetti molto grandi invece il discorso cambia e bisogna stare attenti.
Vuoi raggiungere le velocità di stampa dichiarate ? Semplice: abbassi l’altezza layer e “magicamente” potrai lavorare super veloce anche in stampa. Il punto è che dimezzando l’altezza layer raddoppi anche il tempo di produzione e alla fine non si ha chissà quale beneficio.
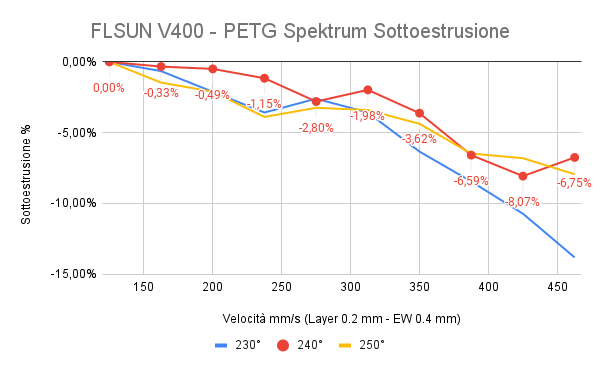
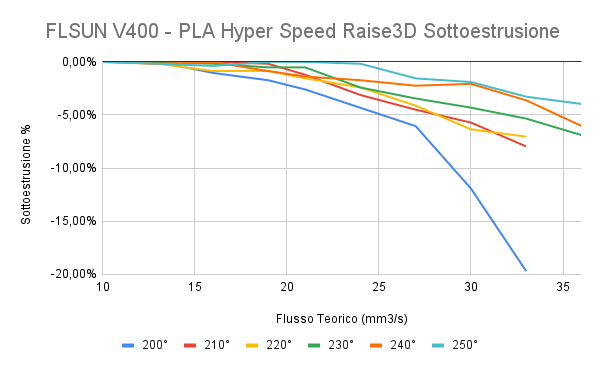
Tutti questi test sono stati effettuati con il PLA Help3D Classic che non è specifico per l’alta velocità ma presenta un MFI elevato. In realtà si è rivelato leggermente più performante del Pla Hyper Speed di Raise3D. Appena si cambia materiale e si va su qualcosa di tecnico le velocità scendono brutalmente non arrivando a superare i 100 mm/s, ma questa non è una condizione specifica della V400 ma comune a tutte le stampanti FDM (seguirà studio approfondito). Sicuramente ci sono hotend e nozzle più performanti ma con la V400 un valore massimo di 350 mm/s è accettabile, oltre no.
Conclusioni
Ad oggi (novembre 2023) si trova a poco meno di 600€ (579 € con sconti vari), considerando anche il fatto che uscirà nuova S1 potrebbe esserci una ulteriore riduzione di prezzo.
La stampante mi è piaciuta e resterà nel parco macchine, vuoi perchè una delta fa sempre scena, ma soprattutto perchè è davvero semplice da utilizzare e non ha sette milioni di sensori che fanno mille controlli ogni secondo (ogni riferimento è puramente casuale). Accendi, carichi il file e stampi. Stop. Poi tanto le rotture di scatole sono le stesse comuni a tutte le stampanti…
Come qualità di stampa siamo a livelli abbastanza buoni, basta solo non spingerla veramente a 600 mm/s ma mi sbilancio nel dire che 300 mm/s sono abbondantemente alla sua portata. Ho notato delle criticità nei movimenti a >400 mm/s ma su questo non posso dire molto poichè non ho una calibrazione ottimale dell’input shaping, attendo solo che mi arrivi il kit ADXL.
Per chi si è letto tutto sto mappazzone il sunto è: PIRAZ APPROVED !





2 Commenti
Ciao, come funziona l’accelerometro ADXL345?
Una volta terminata la calibrazione, deve rimanere sempre collegato alla stampante oppure si può rimuovere?
Non ho ancora capito infatti ne ho comprati 2 avendo 2 stampanti ma forse bastava soltanto uno.
Attendo una tua gentile risposta. Grazie mille. Ciao
No deve essere tolto. Te ne basta uno per due stampanti !