
Qidi non è nuova nel mercato delle stampanti 3D, non conosciuta quanto altre marche più note ma questo non significa che abbia prodotti di minore qualità. Semplicemente si fanno vedere poco ! Ed è un male per loro, perchè a catalogo hanno diverse interessanti stampanti ad un prezzo tutto sommato abbordabile. La nuova linea introdotta nel 2023 ha come obiettivo “l’alta velocità”, tema ormai ricorrente e sempre presente in tutte le nuove uscite. Qidi (si legge cidi) ha da sempre avuto uno sguardo puntato più sulla stampa di materiali tecnici che del solo PLA e in effetti tra tutte le caratteristiche spicca (quasi) sempre la camera di stampa riscaldata. E’ davvero un plus ? Scopriamolo in questa recensione della Qidi X Plus 3.
Telaio/scocca/chassis
Il primo impatto che si ha con le stampanti Qidi è di un “plasticone”, effettivamente tutta la scocca esterna è completamente in plastica (come molte altre stampanti in realtà…) solo che è molto voluminosa con linee, passatemi il termine, futuristiche. A fronte di un volume di stampa da 280X280X270 mm,l’ingombro totale della stampante è di 511*527*529mm e circa 25 Kg di peso. Non proprio il massimo dell’ottimizzazione se paragonata alla sorellona più grande, la X Max 3, che ha un piano da 325X325X315 mm e un ingombro di 553*553*601mm. Praticamente quasi uguali !
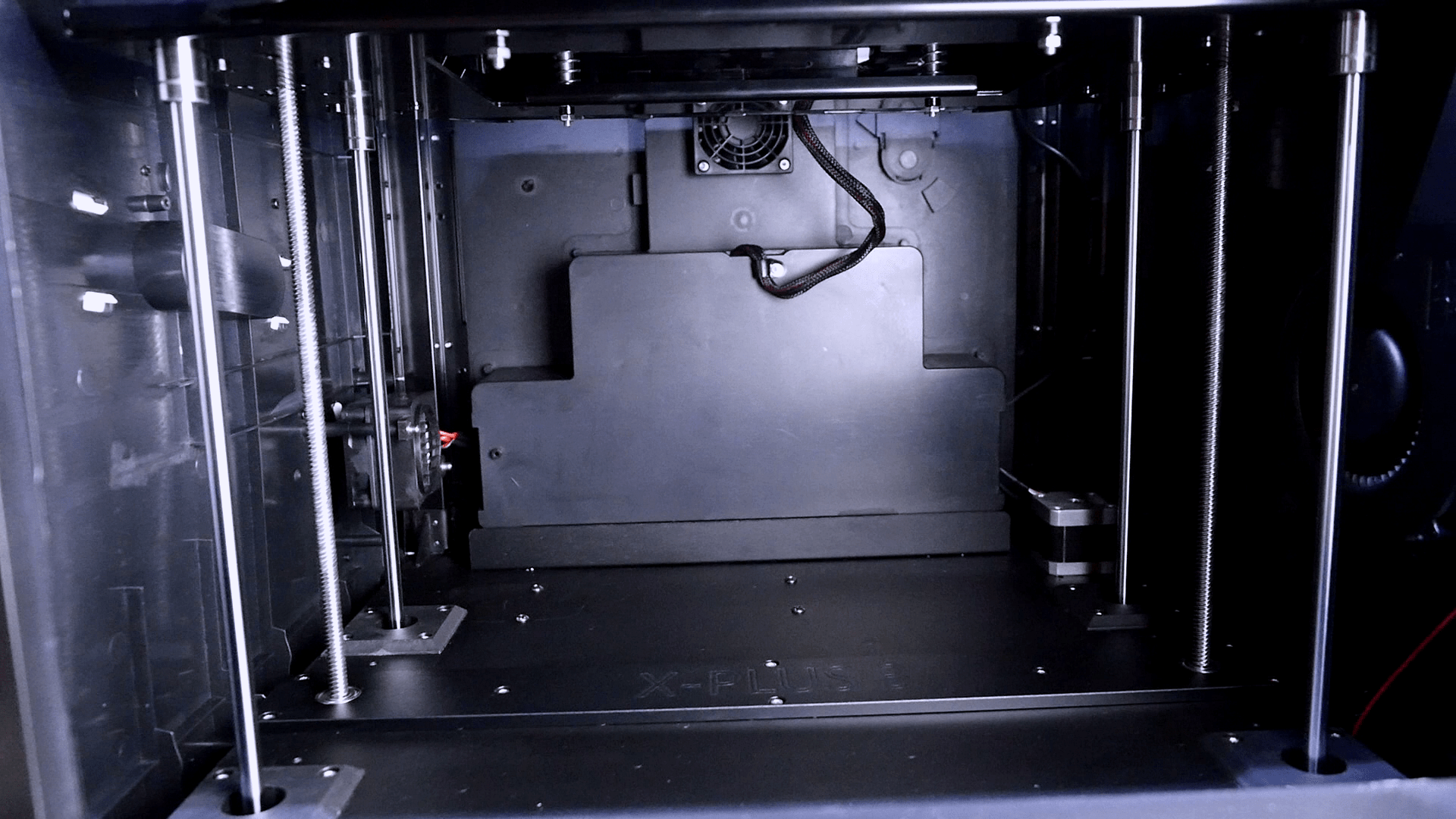
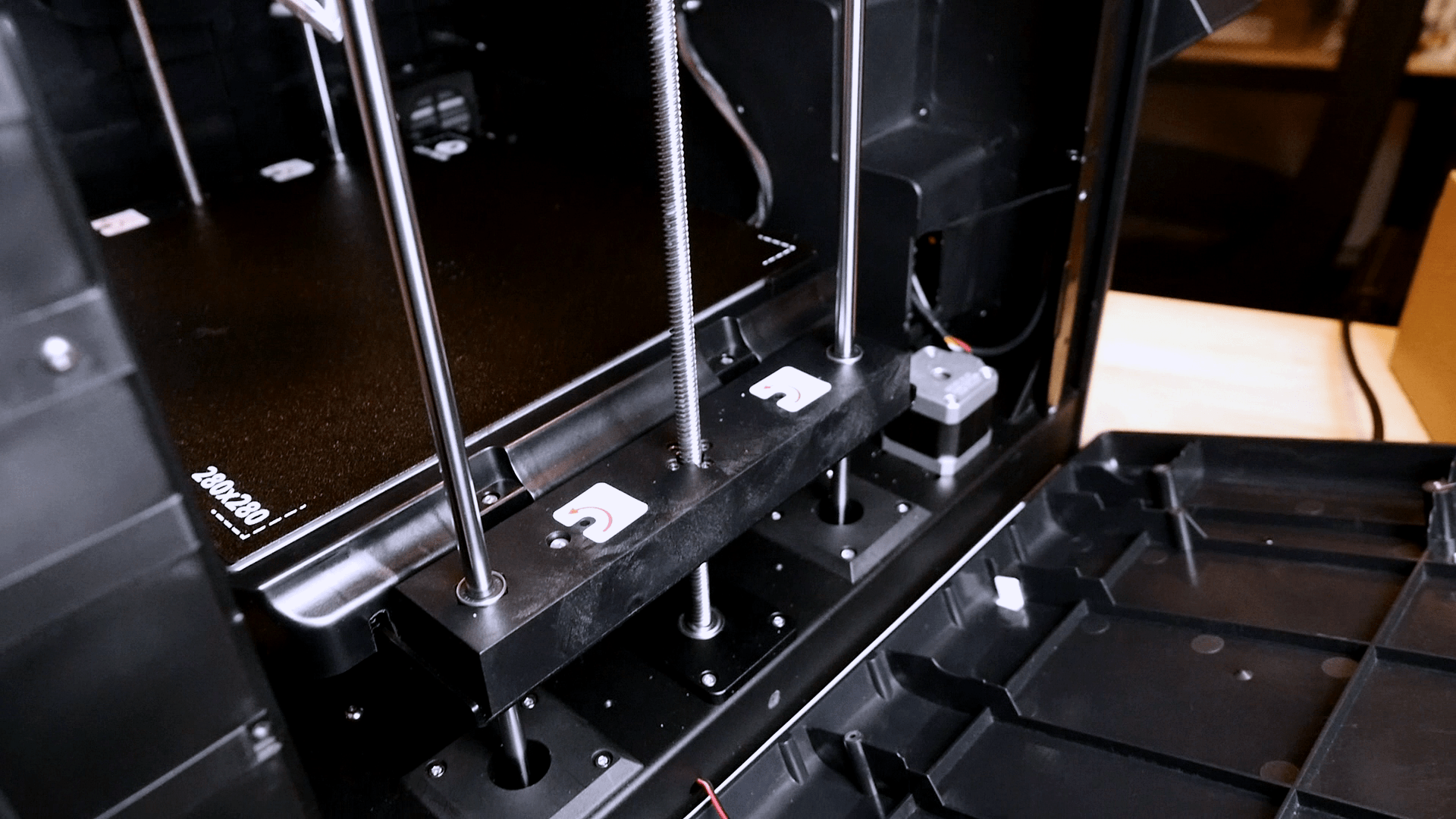
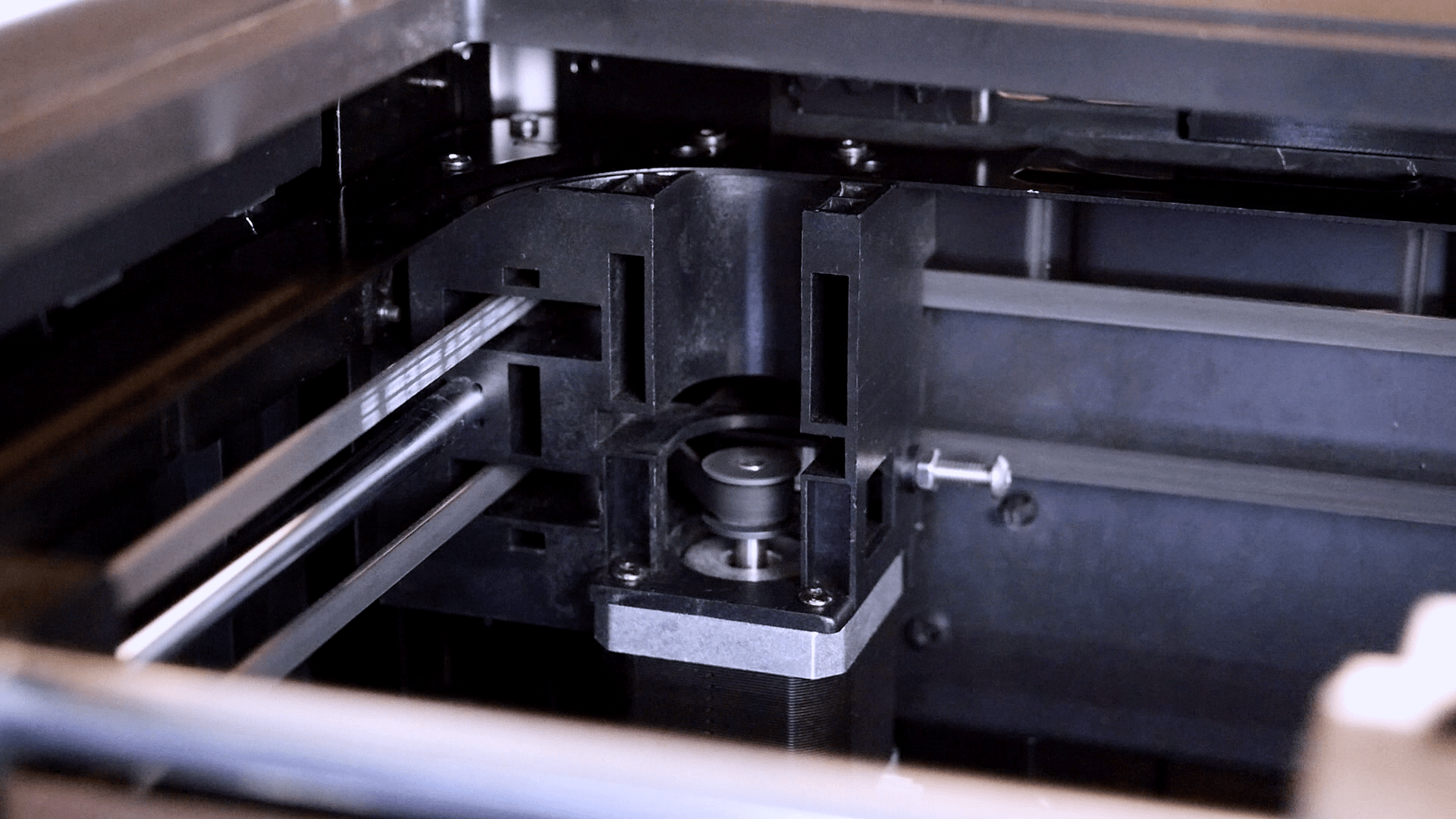
Al netto di questa piccola critica, la scocca plasticosa, nasconde comunque un telaio in metallo assemblato con viti, una movimentazione di tipo CoreXY e un asse Z su doppia vite trapezia movimentata da singolo motore con cinghia di sincronizzazione. Le cinghie sono le classiche GT2 da 6 mm marca GATES mentre le barre degli assi Y e Z sono in acciaio diametro 8 mm, solo per l’asse X sono CAVE e da 10 mm (per risparmiare peso). La Z e la Y scorrono su cuscinetti a manicotto LM8UU mentre la X scorre su bronzine autolubrificanti (perchè mettono il grasso dentro allora ??) con riporto in grafite (le stesse di Bambulab per intenderci). Rispetto alla prima versione uscita (ma in realtà praticamente mai commercializzata) sono state sostituite le barre in carbonio per l’asse X in favore di quelle in acciaio. Ti ricorda nulla ? 🙂 Per il resto non c’è nulla da segnalare, la catena portacavi è di ridotte dimensioni (grazie a un singolo cavo usb e comunicazione CAN bus) e cablaggi visibili in giro non ce ne sono. Pulita e gradevole da vedere.
Ne parlerò in dettaglio più avanti però, scocca in plastica + camera riscaldata non sono un perfetto connubio. Certamente per contenere i costi è perfetto ma quando provi a scaldare il piano a 120° e la camera a 65° poi, quando si raffredda, il tutto sembra un appartamento del 1500, fa dei rumori non proprio rassicuranti ! Però alla fine è solo plastica che si assesta, nulla di grave.
Piano di stampa
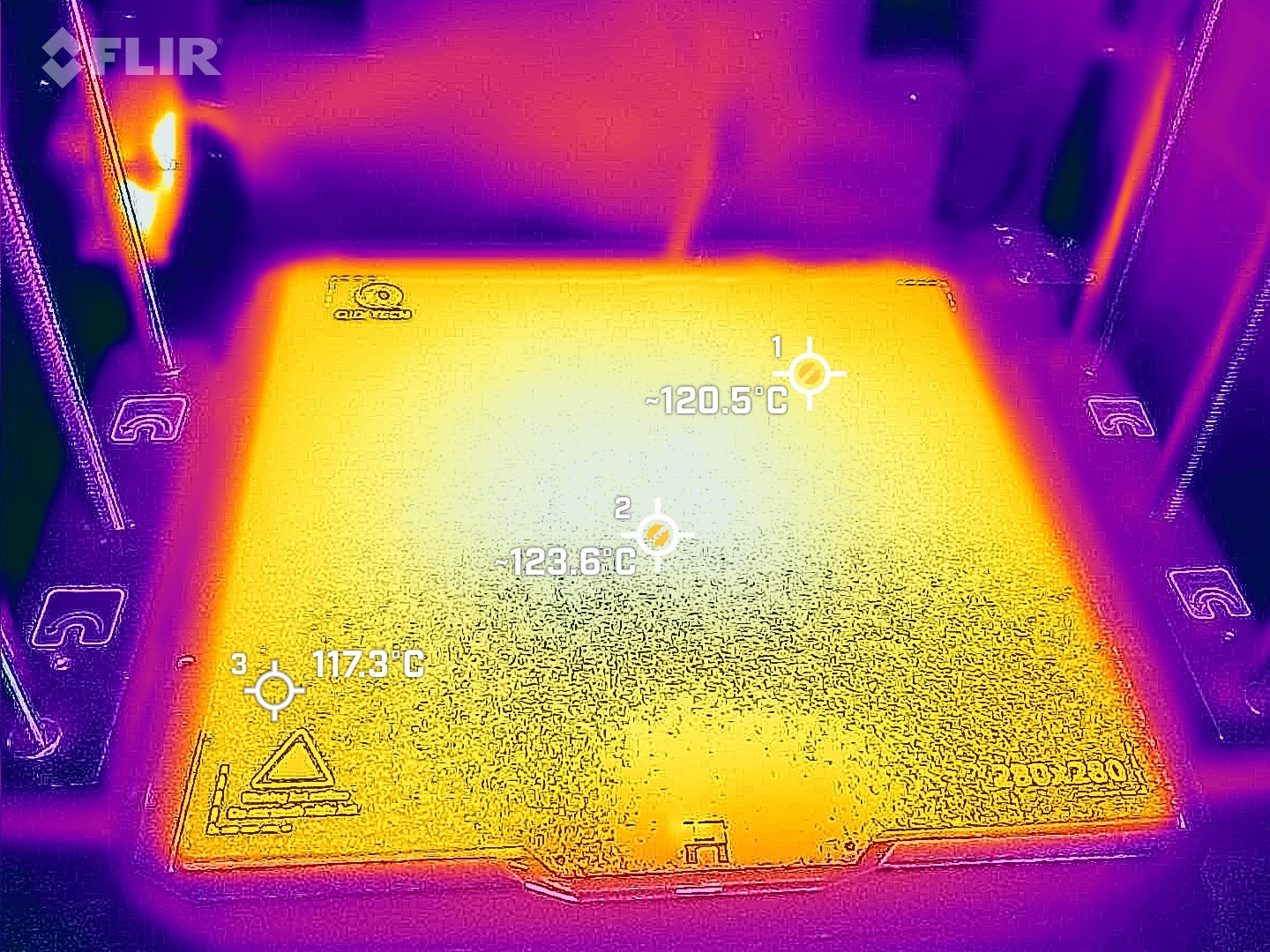
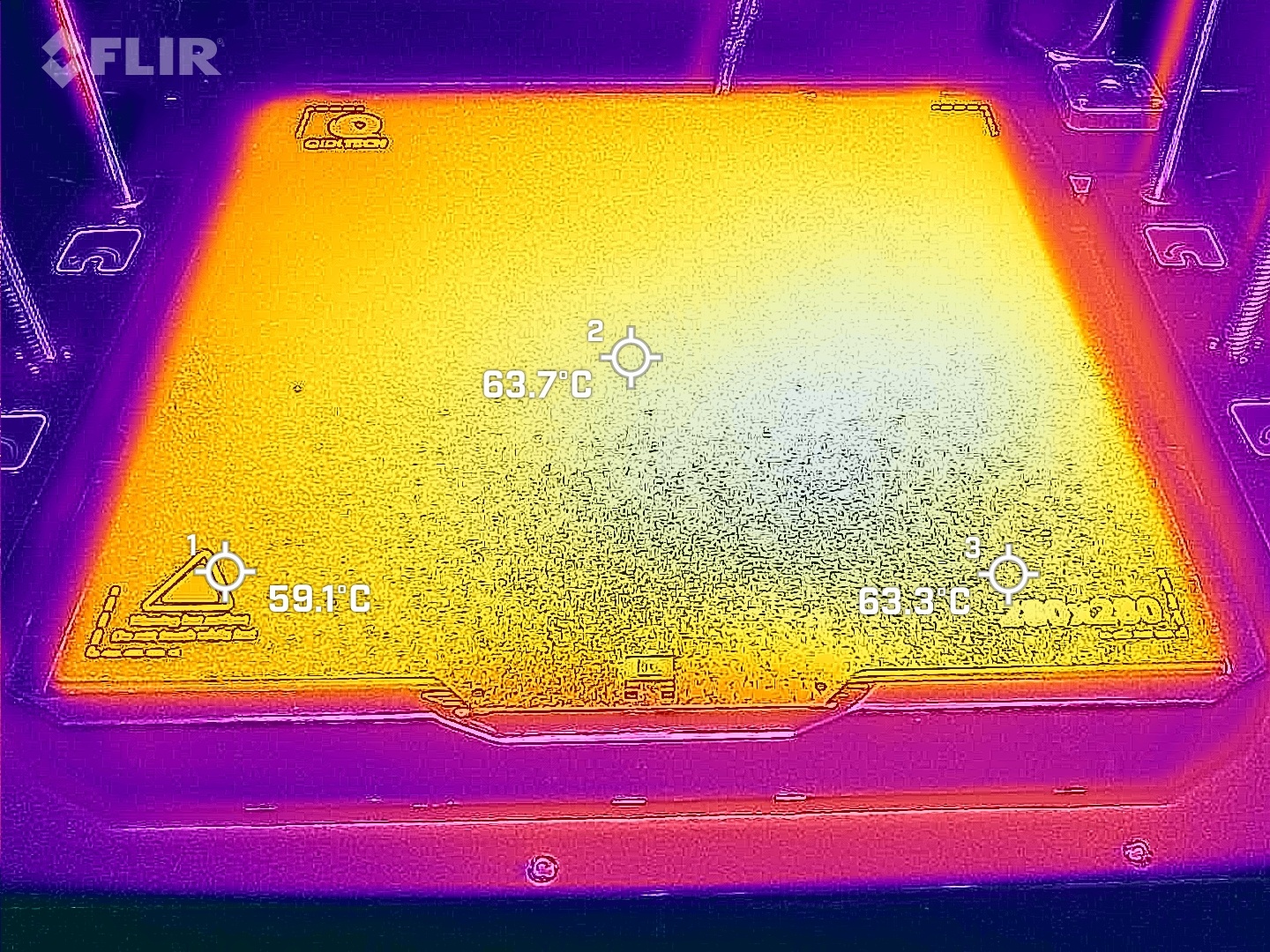
Il volume totale di stampa è di 280X280X270 mm, secondo me sono le dimensioni perfette per il 90% dei pezzi che uno stampatore solitamente affronta. Non troppo piccola ma nemmeno troppo grande, quest’ultimo punto fondamentale quando si lavora con pezzi di grandi dimensioni e materiali tecnici. Il riscaldamento è uniforme, non presenta differenze eccessive dal centro verso i lati: ho testato la stampante su varie temperature, 60° , 90°, 120° e 120° con camera riscaldata. Sempre uniforme.
Per quanto riguarda il livellamento del piano è presente un sensore di livellamento capacitivo che funziona senza rilevare il contatto con il piano ma cercando la presenza di un piano metallico. Sebbene da miei test abbia individuato una discreta uniformità di rilevazione e ripetibilità attraverso varie temperature di piano e camera (eh si, questo tipo di sensori alle volte sono influenzati da campi magnetici e temperatura…), preferisco l’utilizzo di un classico tastatore. Il motivo ? Quando cambio piano non devo preoccuparmi di regolare lo Z offset ogni volta (esempio mettendo un piano in vetro o carbonio). Ovviamente è una mia fissa mentale, va benissimo anche in questa configurazione specialmente se si utilizzano solo piani flessibili in acciaio, ma trovo più comodo il tastatore. Infatti nella X Max 3 lo hanno messo, ma perchè non metterlo anche nella X Plus 3 ?
Arriva con già installato il plugin KAMP di Klipper che permette di creare una rilevazione del piano ad ogni stampa SOLO nella zona in cui si andrà a stampare effettivamente. Molto utile anche perchè la mesh rilevata è molto più fitta. Inoltre anche la linea di spurgo iniziale si posizionerà relativamente alla posizione dell’oggetto.
Dopo aver fatto le prime calibrazioni, dopo averla “unboxata” (aperta/sballata), ho riscontrato una differenza abbastanza marcata (quasi 1 mm) tra un angolo e l’altro del piano. Nulla di problematico, ci sono 4 viti che possono regolare il piano e nel giro di un paio di iterazioni ho portato il piano ad avere una “piattezza” di circa 0.2 mm, ovvero la distanza tra il punto più alto e il punto più basso rilevati. Praticamente una tavola.
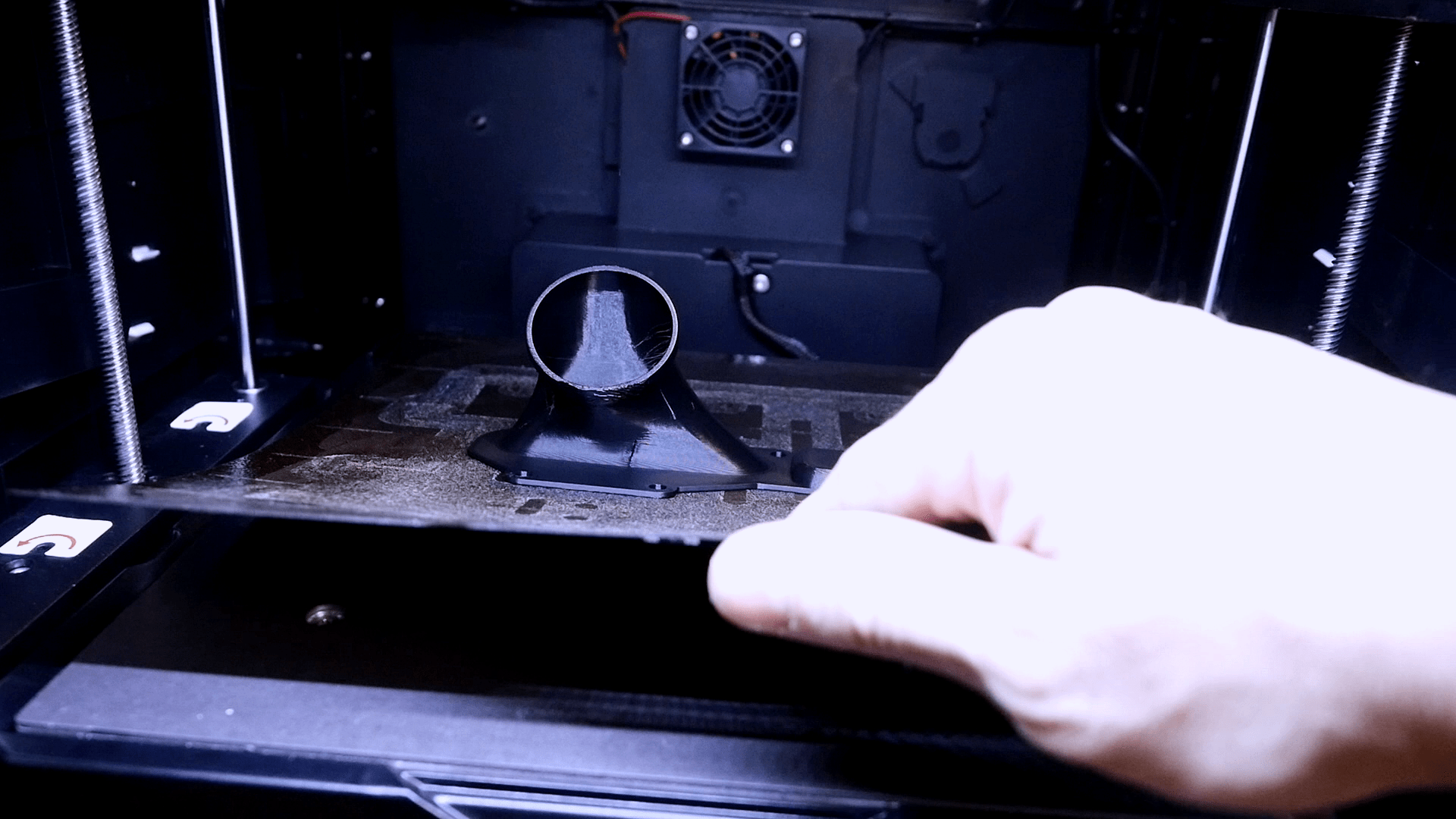
La superficie del piano di stampa è magnetica/flessibile con un piano in acciaio rivestito con PEI texturizzato da entrambi i lati (attenzione che non va bene per il nylon a meno di additivi come Magigoo PA). Il riscaldamento della superficie è fatto da un classico piano riscaldato a 24V (mi sarei aspettato un pad a 220V…) con sopra un piano in alluminio e pad adesivo magnetico (attenzione che ha una pellicola nera protettiva che si danneggia), confermo che i 120° indicati nella scheda tecnica vengono raggiunti. Ho riscontrato un bug nella routine di calibrazione attraverso interfaccia web, ci sono alcuni casi in cui la testa di stampa esce dal piano di stampa ed effettuando poi l’homing della Z il sensore non rileva il piano sottostante andando poi a impattare sulla testa di stampa. La soluzione: se agite da Fluidd, assicuratevi di aver fatto un homing manuale prima di procedere alla calibrazione. Se invece la fate partire da LCD è tutto nella norma.
Estrusori e Hotend
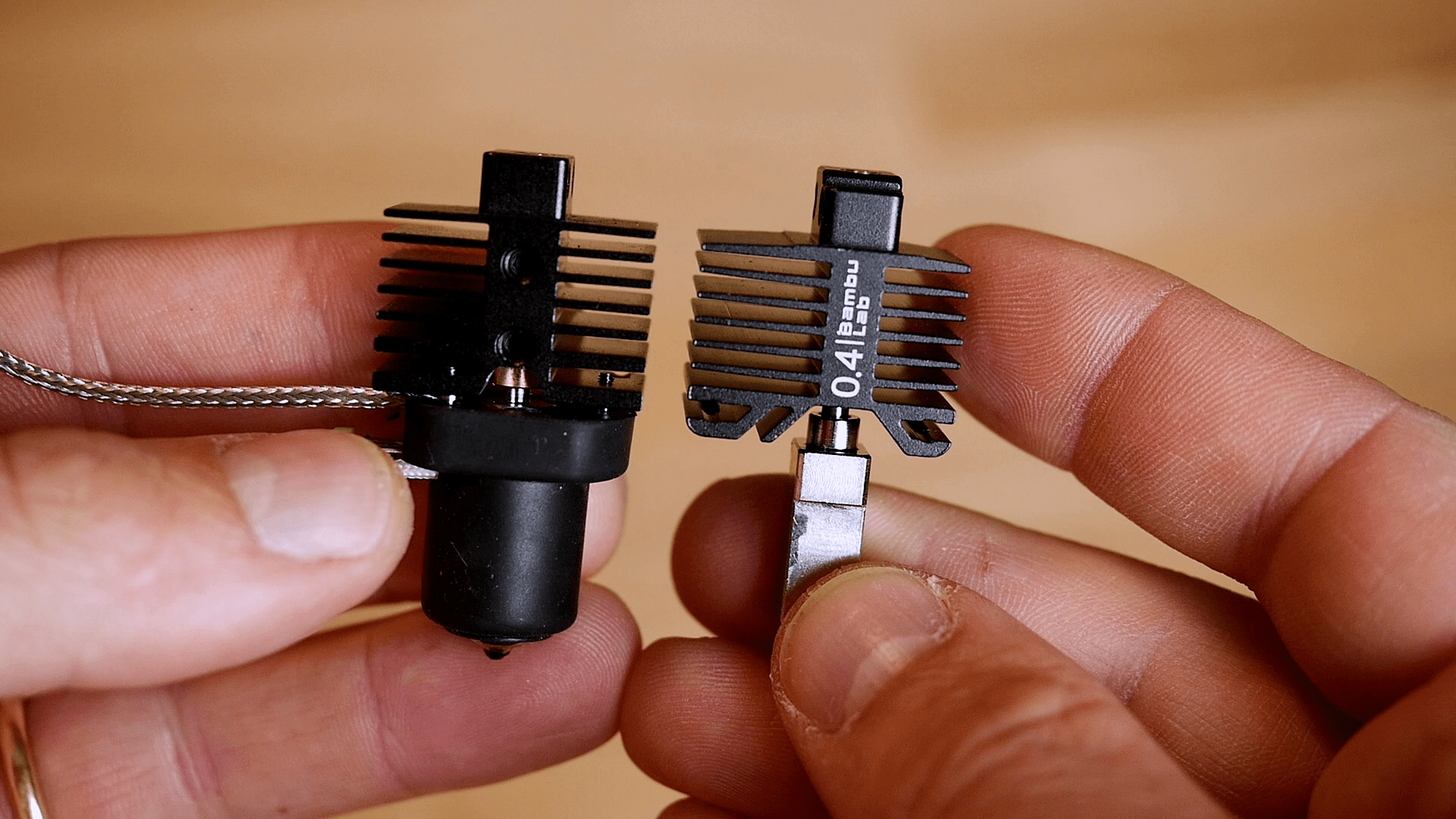
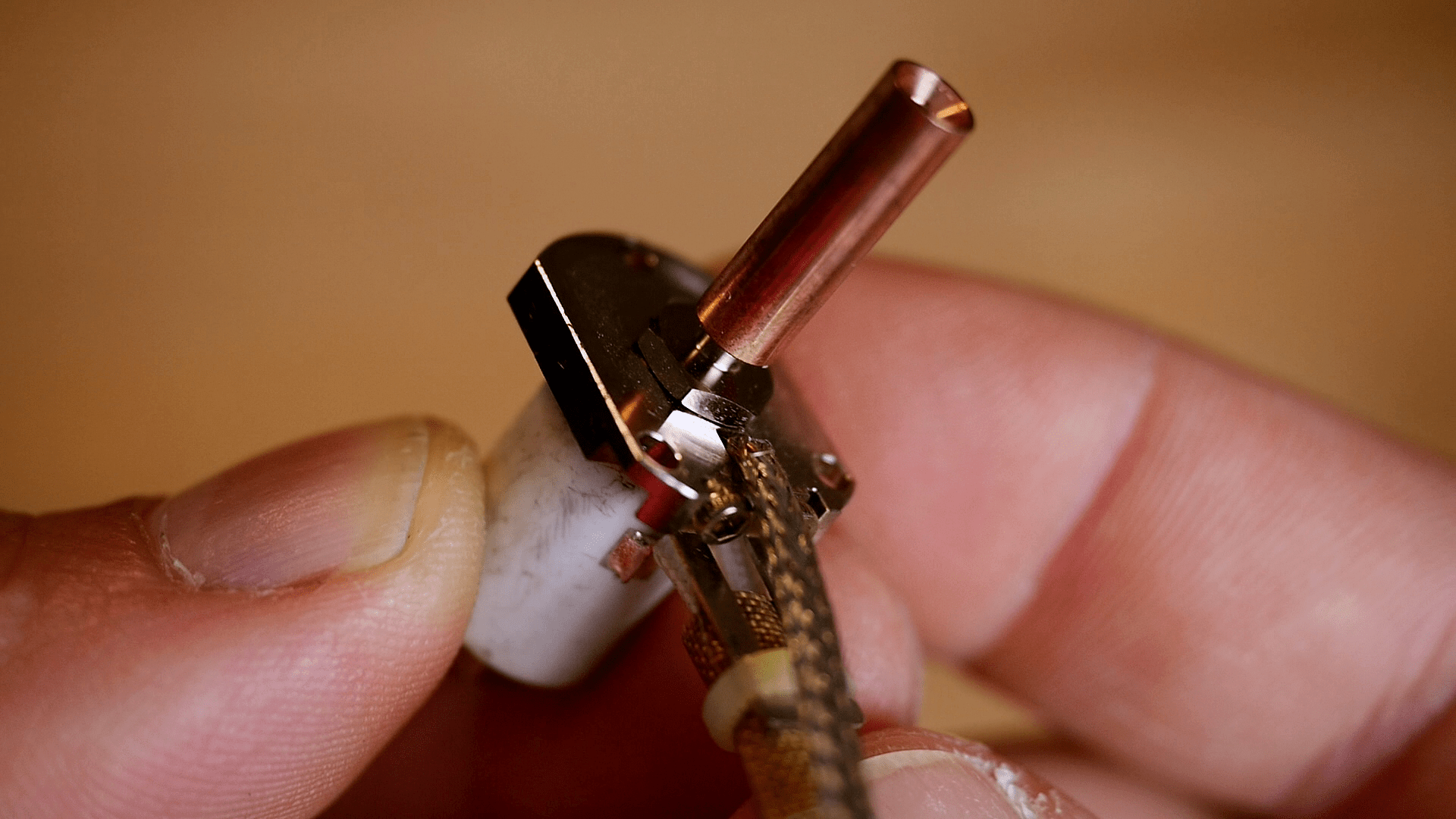
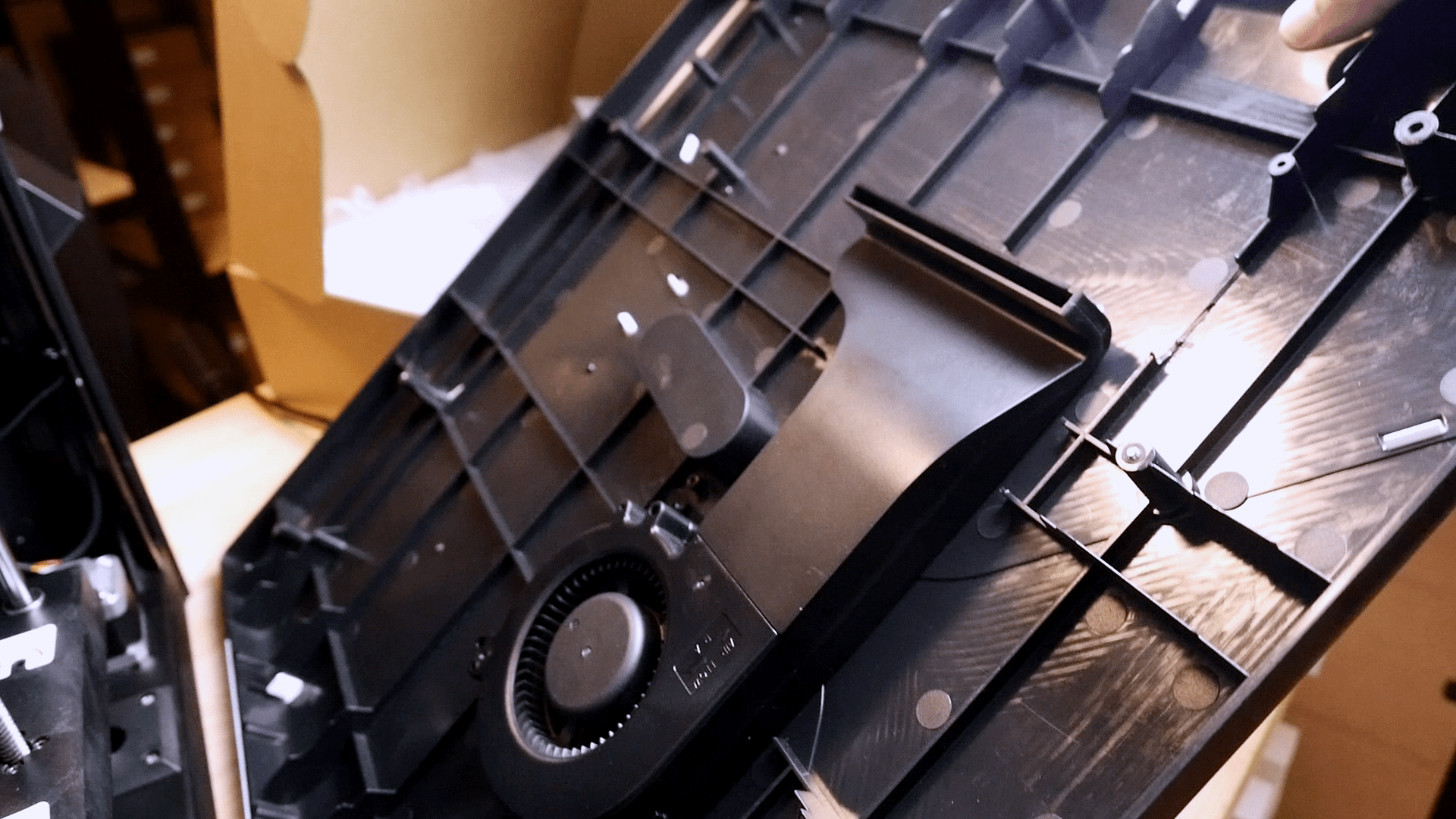
Tolta la calotta rimovibile con integrata la ventola di raffreddamento pezzo, permette di accedere rapidamente al gruppo hotend. Quest’ultimo è di ottima fattura con un riscaldatore ceramico (ricorda quello del Rapido Phaetus) che arriva fino ad una T Massima di 350°, ampiamente sufficiente per poter trattare un buon ventaglio di materiali tecnici. Il dissipatore è praticamente identico a quello della Bambu Lab ma cambia completamente la gola, nella Qidi è molto più lunga ed è in rame/acciaio. Comode anche le 3 viti che fissano il riscaldatore e la gola al corpo di dissipazione, evitando così che si possa sfilare (come accade certe volte su Bambu Lab). NOTA: ho rilevato una differenza di circa 7°/9° rispetto a quanto rilevato dalla termocoppia, a 230° la mia sonda interna al nozzle ha rilevato 239° con camera calda e 237° con camera a T ambiente.
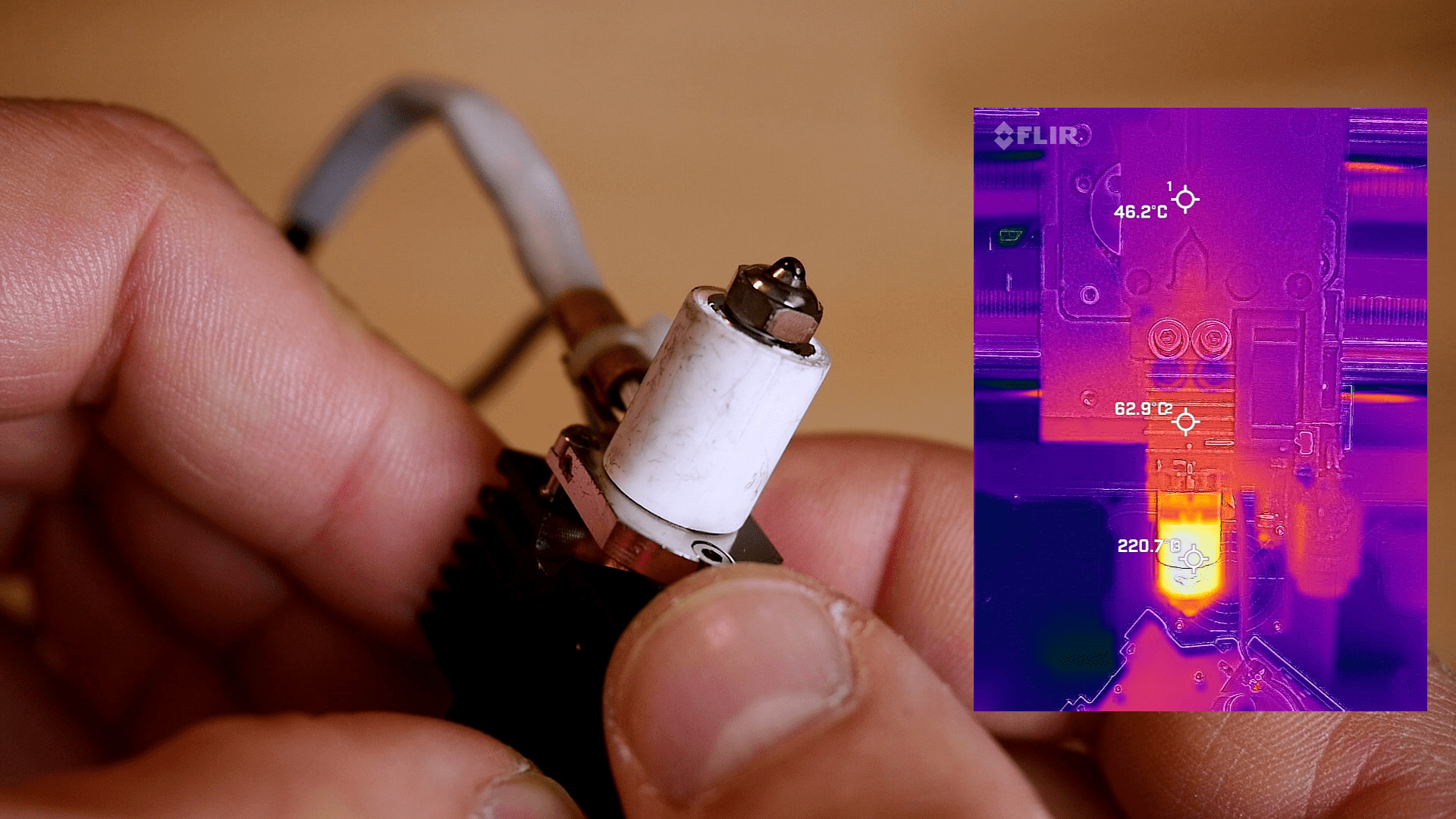
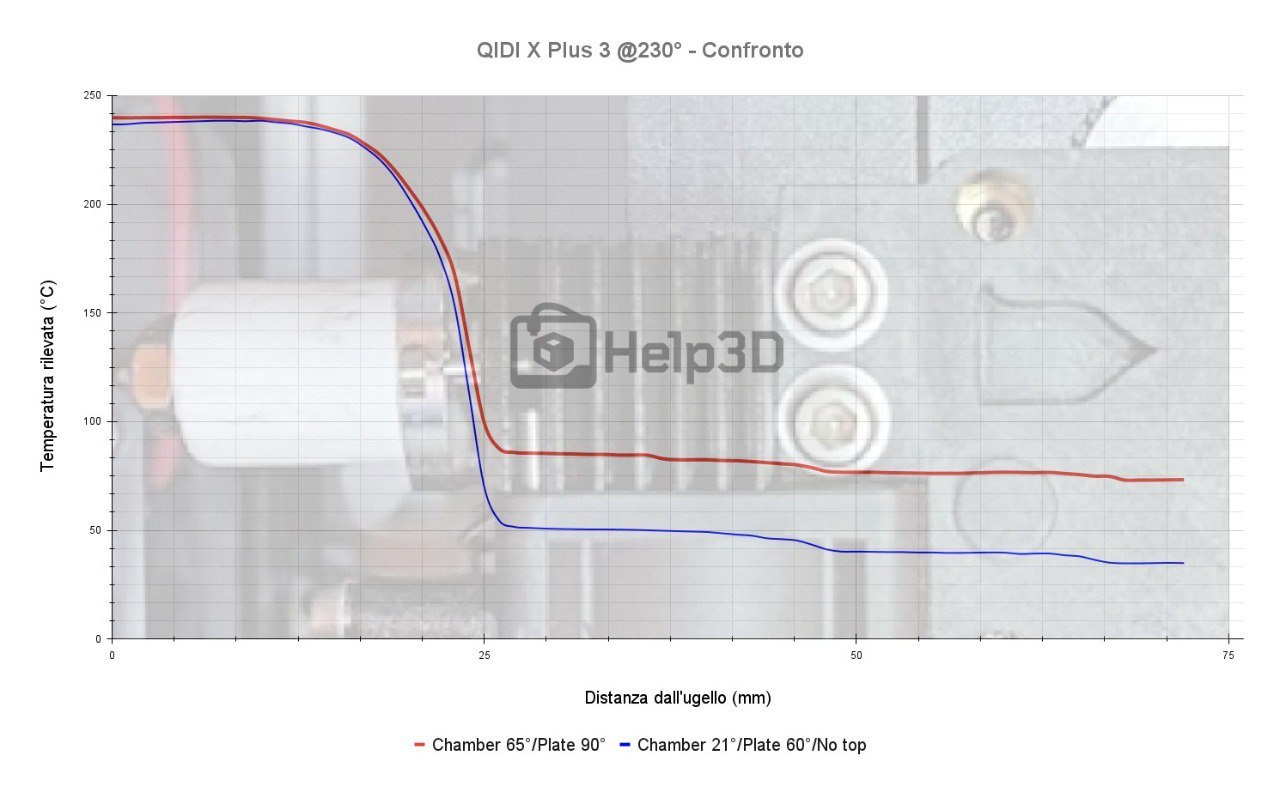
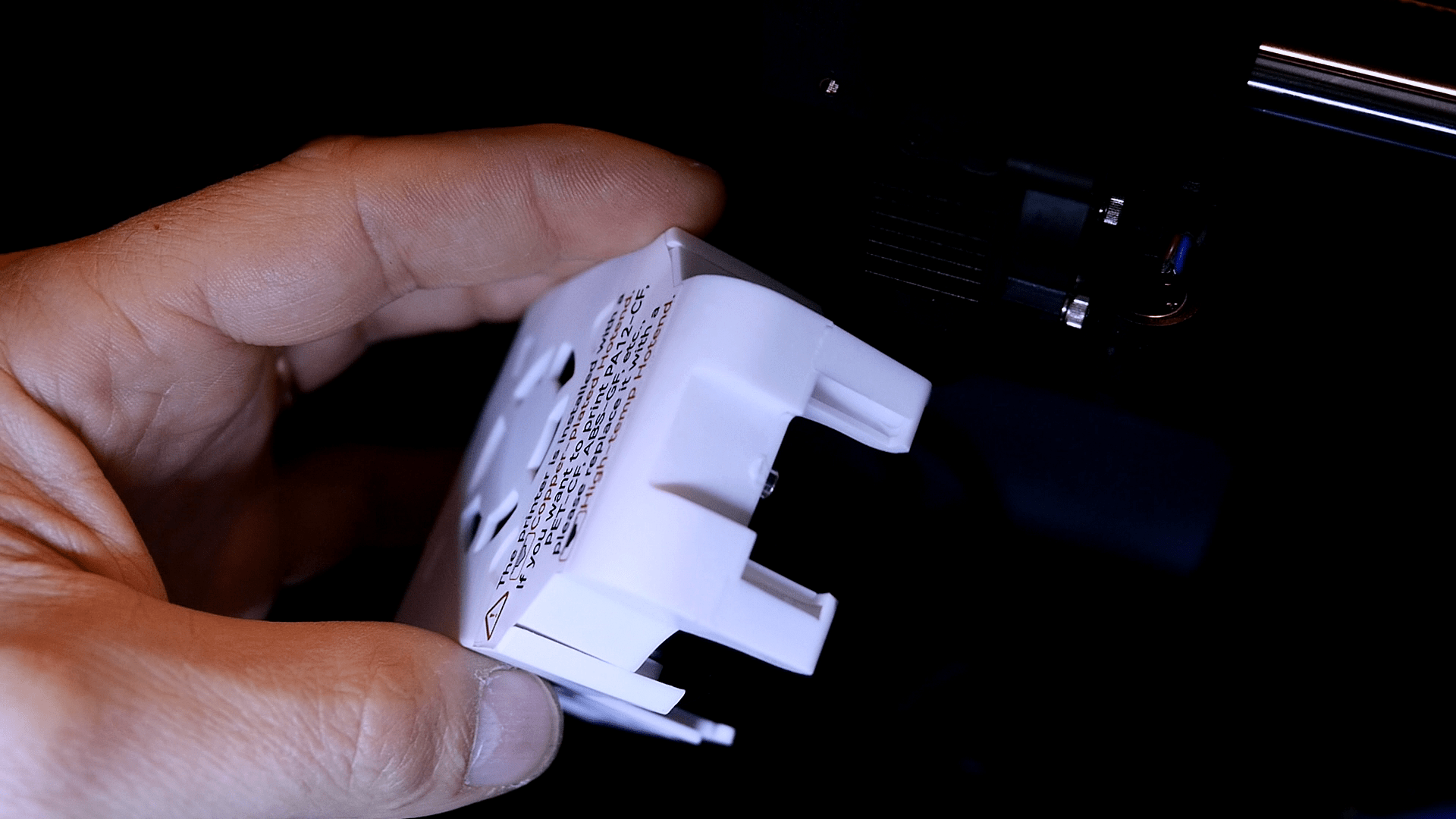
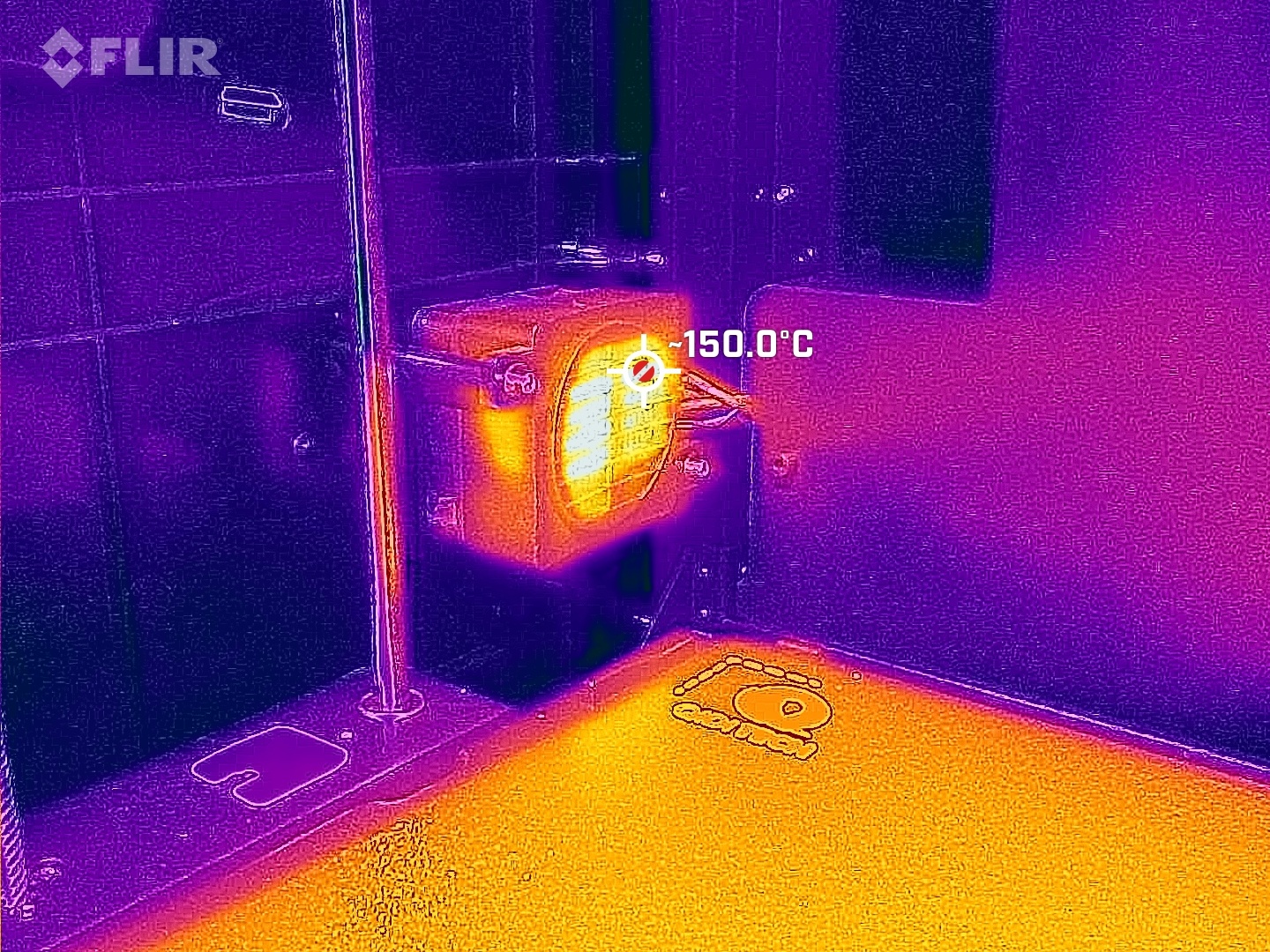
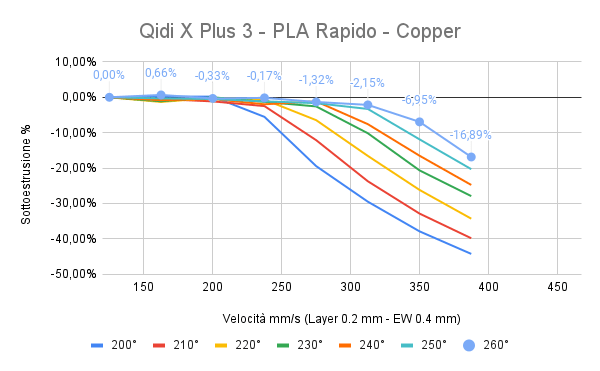
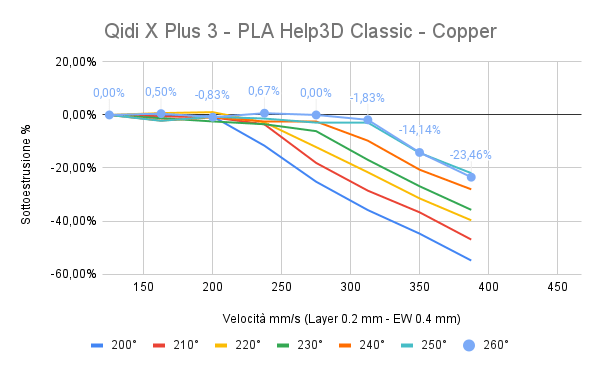
Il taglio termico è nella norma ma è una stampante che sicuramente è più ottimizzata per i materiali tecnici che per il PLA: questo non vuol dire che non lo stampi, ANZI, lo fa molto bene. Bisogna però prestare attenzione a non esagerare con le temperature del piano e camera per evitare di surriscaldare troppo la zona delle ruote godronate e arrivare al blocco dell’estrusione. Come è possibile vedere dal grafico, con coperchio chiuso, ventola di riscaldamento e piano acceso a tutta birra, c’è molto calore in quella zona. Non a caso sono presenti dei vistosi avvertimenti che dicono di stampare TPU e PLA con coperchio aperto e porta aperta. Segnalo che esiste una ventola interna che è possibile attivare se la camera raggiunge valori troppo alti, nel dubbio se si stampa PLA apri tutto.
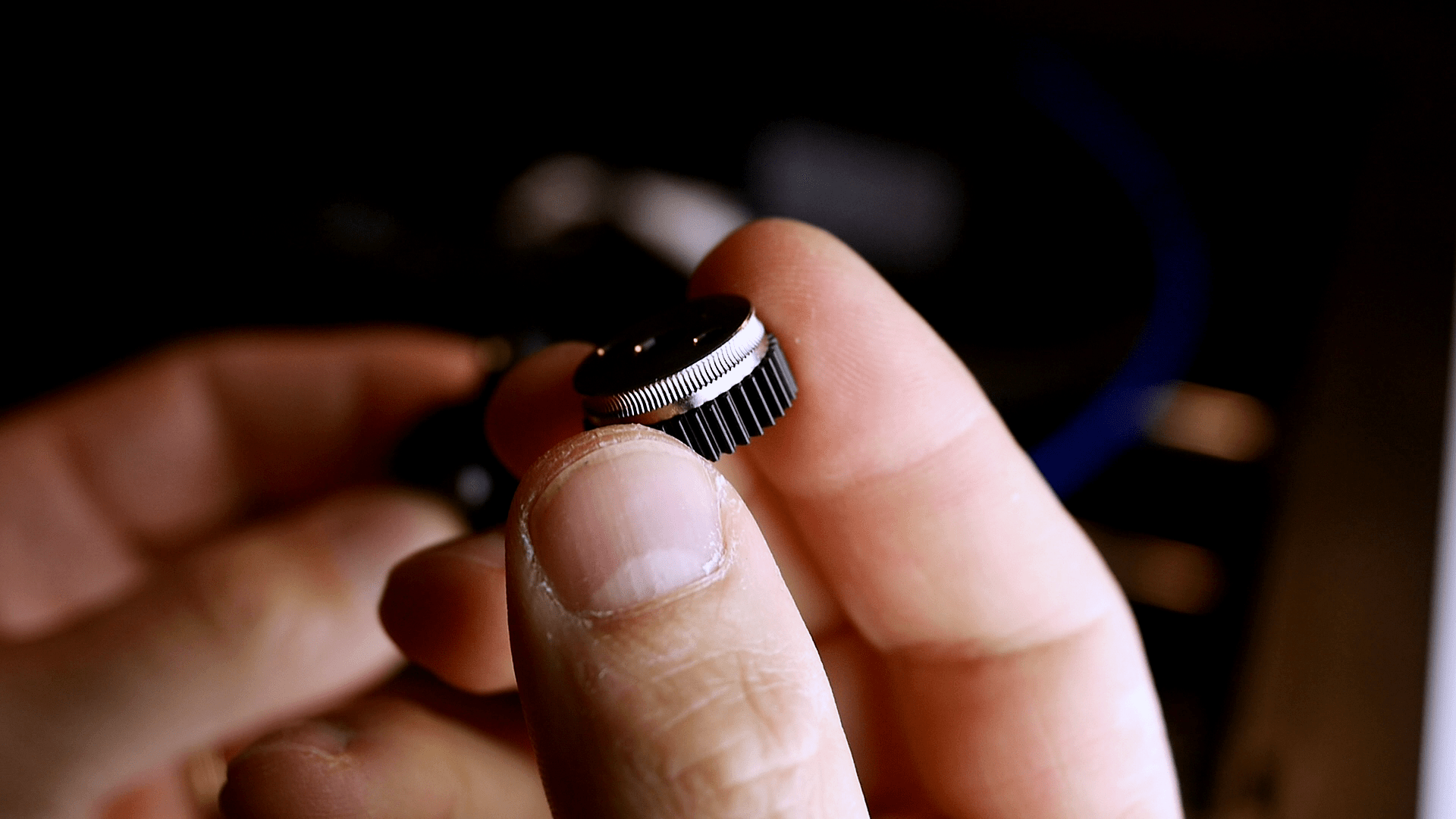
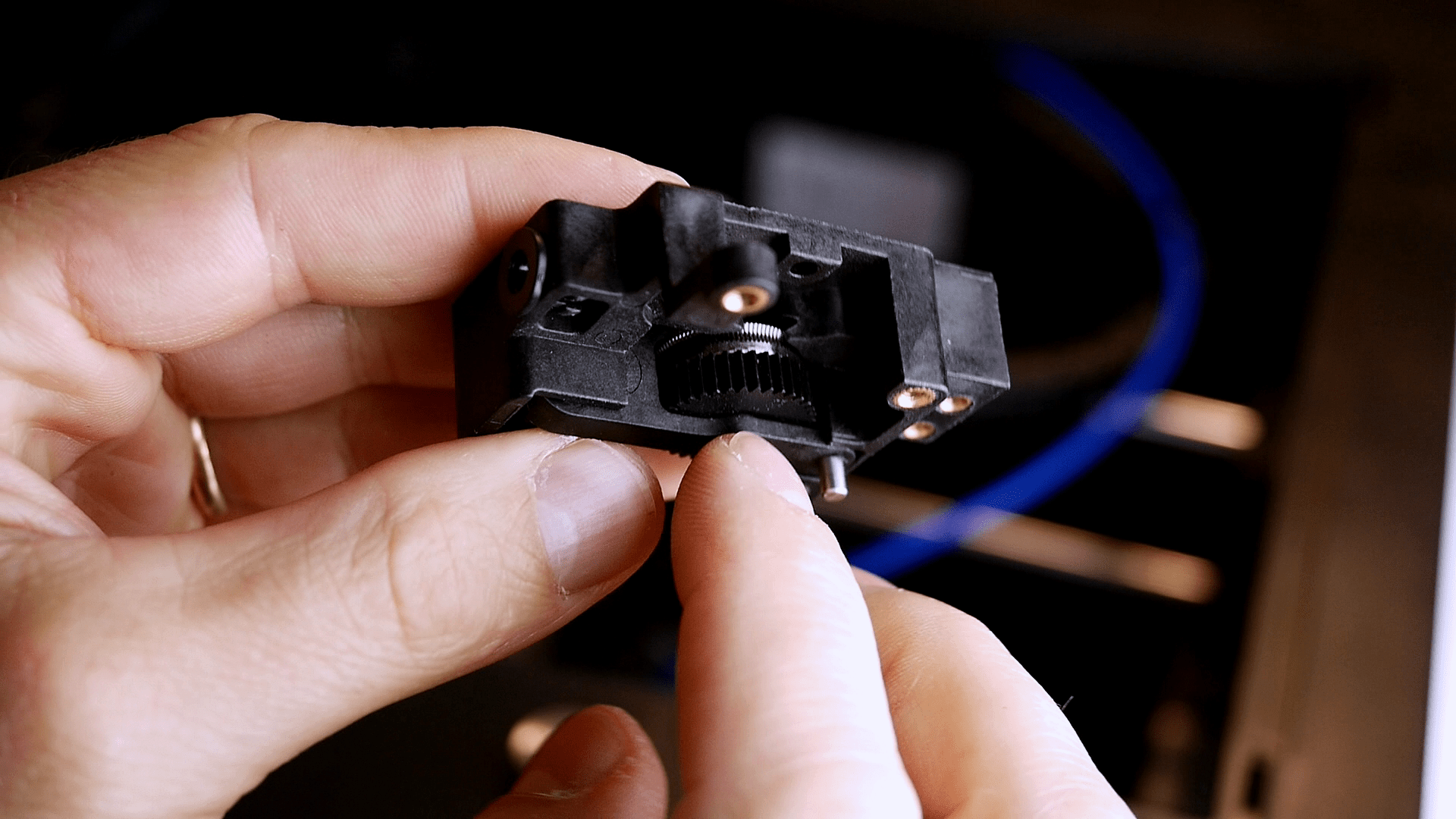
Il feeder è molto semplice ma presenta due ruote godronate in acciaio molto più grandi rispetto a quelle che si trovano comunemente nelle stampanti (maggior grip), c’è anche una molla (non regolabile) che compensa eventuali variazioni di diametro del filamento. Il motore di estrusione è un Nema 14 da 36 mm comandato direttamente dal driver di stampa posto nella scheda sulla testa dell’estrusore.
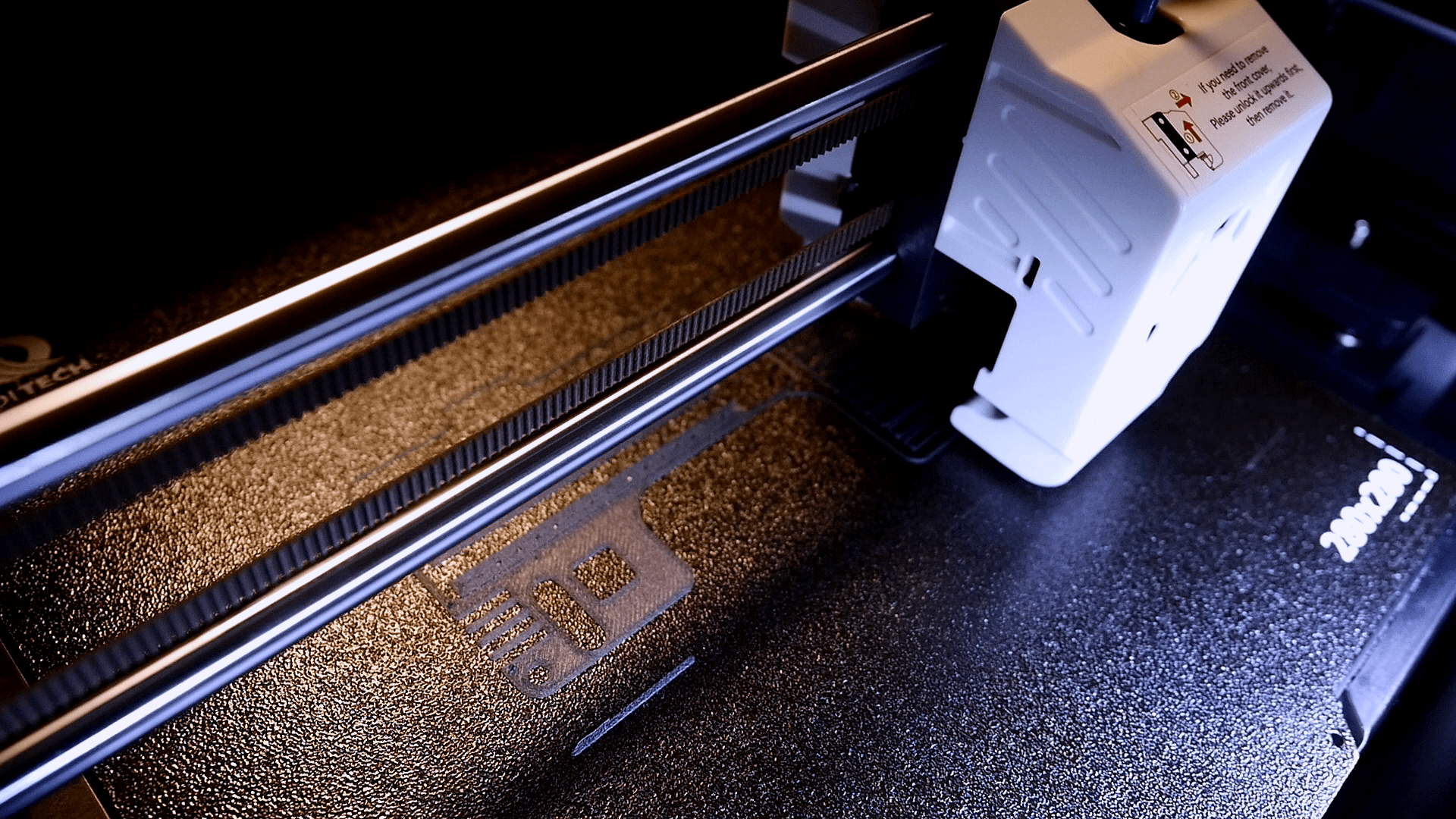
Il raffreddamento del pezzo di stampa è fatto da una ventolina radiale montata sulla scocca rimovibile del gruppo di estrusione. Il flusso d’aria è più che sufficiente quando si tratta di materiali tecnici (non sempre va accesa) ma insufficiente quando si viaggia a velocità elevate con il PLA. A supporto di quest’ultima è poi presente anche una ventola radiale molto più grande montata sulla scocca che soffia all’altezza dell’ultimo layer depositato, certamente molto efficace ma solo se il pezzo si mette in prossimità di questa. Come è possibile notare, la larghezza di uscita non copre tutto il piano e per avere pezzi ben raffreddati in PLA il mio consiglio è di stamparli dal lato destro del piano. Non ha la portata sufficiente per raffreddare anche dall’altro lato, sarebbe stato meglio inserire 2 ventole contrapposte (problema comunque presente in altre stampanti). Questo difetto è evidente solo se si stampano pezzi con overhang esagerati e senza supporti, nel caso di stampe dritte, con pareti verticali, il problema non si pone più di tanto.
La stampante arriva con un ugello da 0.4 mm in rame nichelato ma è presente un secondo hotend completo con montato un ugello da 0.4 mm in acciaio. Top, non si può chiedere di meglio ! Perfetti per sfruttare sia i caricati che i materiali non caricati (sempre preferibile ottone/rame all’acciaio).
Elettronica / Connettività / Firmware
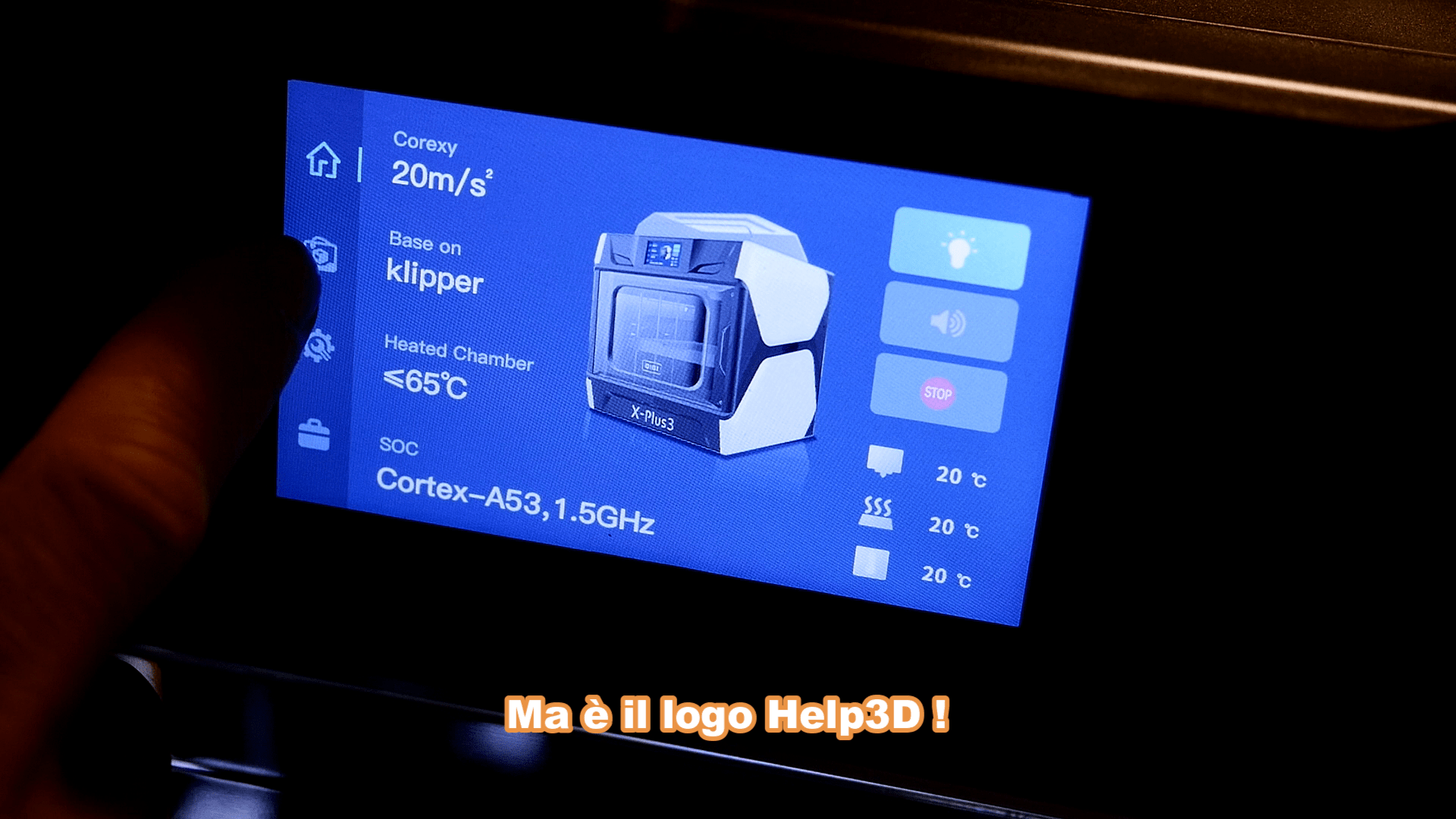
Non c’è moltissimo da dire, la scheda è di tipo proprietario con un Cortex-A53 64-bit come processore che viaggia a 1.5Ghz con 1GB DDR3 di memoria RAM. Curiosamente, rispetto alle classiche MicroSD, viene utilizzata una memoria di tipo eMMC (rimovibile) da 8 GB. Il firmware che gestisce il tutto è il famosissimo Klipper, direttamente installato e gestito da questa scheda. Si controlla comodamente da rete locale attraverso l’interfaccia FLUIDD (una alternativa a Mainsail). Tutto comodo a portata di mano, grafici, report, files di configurazione: ottima per gli smanettoni, per quelli meno esperti sarebbe da bloccare almeno la parte relativa ai settaggi firmware. Non è collegata a nessun cloud, gira esclusivamente su rete locale a meno di aprire porte verso l’esterno. Il monitor touch da 5” sul fronte della stampante si occupa esclusivamente di portare i segnali di tocco alla scheda, l’interfaccia è semplice ma funzionale: pochissime opzioni con cui smanettare ma sono quelle che alla fine servono e non creano inutile confusione. Piccola chicca: il logo della tab relativa ai files di stampa è lo stesso di Help3D 🙂 .
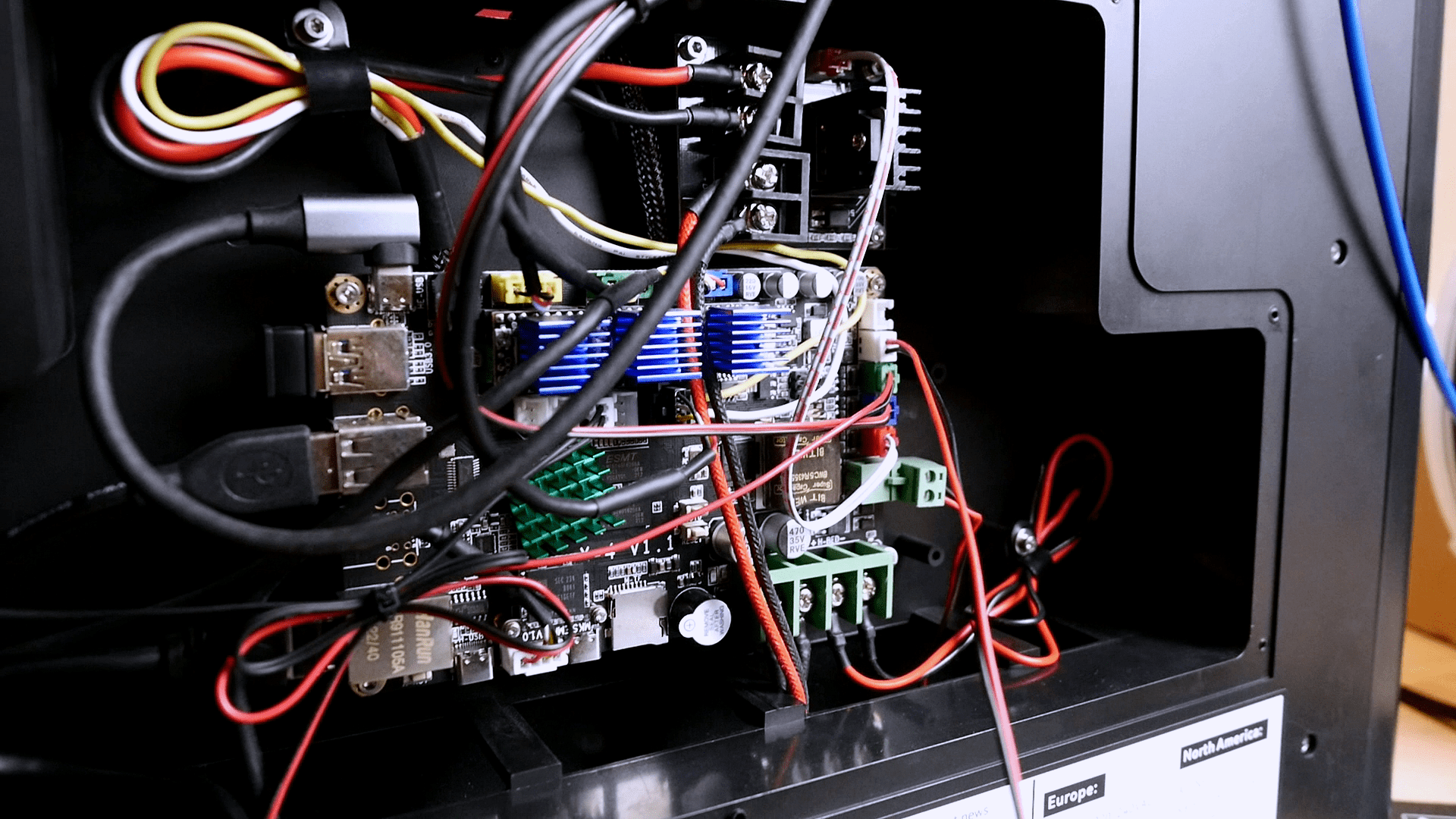
L’alimentazione è affidata a 2 alimentatori Mean Well Per un totale di 800W, uno dedicato al piano (con relativo mosfet esterno) mentre l’altro per la resistenza di riscaldamento e il resto della scheda, motori, hotend ecc ecc. Cablaggi e messa a terra tutto ok, nulla da segnalare (almeno sulla mia unità ricevuta…).
I più smanettoni avranno sicuramente notato che nella scheda manca un driver di stampa, perchè ? La stampante è dotata di Driver TMC 2209 Silent (con stallguard attivo per homing), 3 visibili sulla scheda (XY e Z) mentre quello dell’estrusore, così come tutta la gestione del riscaldamento, è montato sulla scheda dietro al feeder di estrusione. Dialoga con la scheda madre attraverso un singolo cavo USB e protocollo CAN bus. Queste soluzioni stanno diventando ormai sempre più diffuse e si vedono sempre meno stampanti con matasse di cavi girare sull’ase X. Tutto viene collegato direttamente a questa scheda posta nei pressi del motore di estrusione, riscaldatore, sensore di livellamento, termistore. Mentre è direttamente saldato sulla scheda l’accelerometro ADXL345 che permette di rilevare correttamente le frequenze di risonanza per applicare poi l’algoritmo di input shaping. Impensabile arrivare a certe velocità senza un accelerometro…
La stampante dispone di connettività Wifi, Ethernet e un ingresso USB per caricare G-codes o aggiornamenti Firmware, manca purtroppo la webcam ma è acquistabile sul sito ufficiale oppure ne potete collegare una anche da pochi euro direttamente nella porta USB libera sulla scheda (o quella esterna sulla scocca).
La camera riscaldata
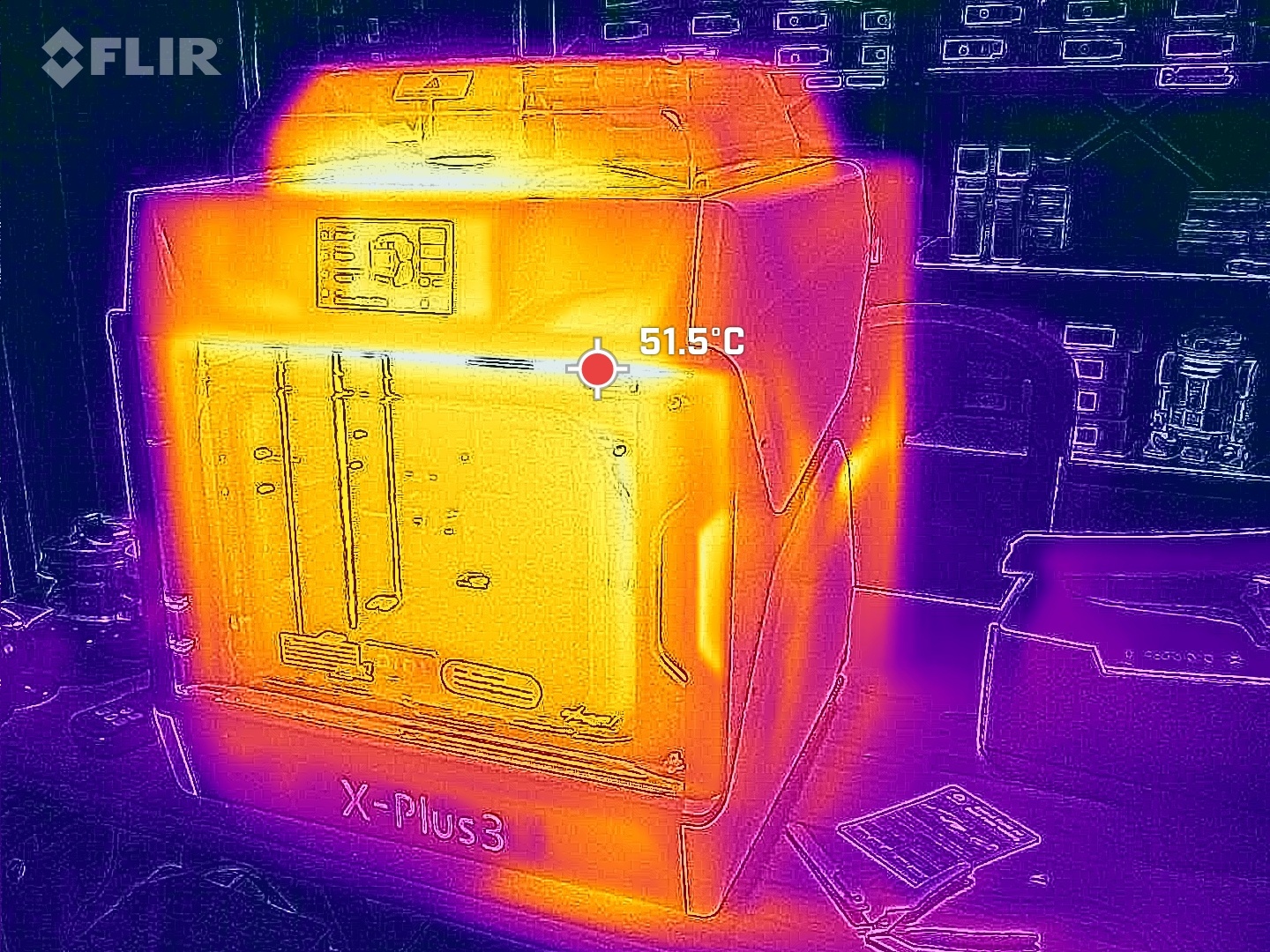
Il concetto di riscaldamento della camera è molto semplice, ventolina + resistenza (circa 300W). Nella sua semplicità è però efficace e porta effettivamente la temperatura della camera a circa 65° (62° rilevati con mia sonda). Il riscaldamento è uniforme ma le pareti in plastica lasciano passare troppo calore non giovando così ai consumi di corrente. Inoltre i motori XYZ e Z arrivano a temperature prossime agli 80°. L’elettronica e gli alimentatori non risentono, se non in minima parte, del riscaldamento della camera dato che sono posti esternamente.
Utilizzata in combinazione con il piano a 90/120° rende l’ambiente ideale per la stampa di materiali tipicamente rognosi e tendenti al warping come ABS, ASA, PC, PCPBT (vedere nota più avanti). Per il PA12 non c’è necessità di avere una camera calda ma anche solo 40° possono giovare per il risultato finale.
NOTA: il piano è magnetico e capita che alcuni pezzi molto pieni possano addirittura warpare restando attaccati al piano, ergo sia alza tutto il piano. Il problema non è specifico della Qidi ma di tutte le stampanti con piano flessibile. In questo caso la camera calda aiuta ma non risolve il problema… consiglio di passare a piani in vetro o fissare il magnetico in modo tale che non si alzi.
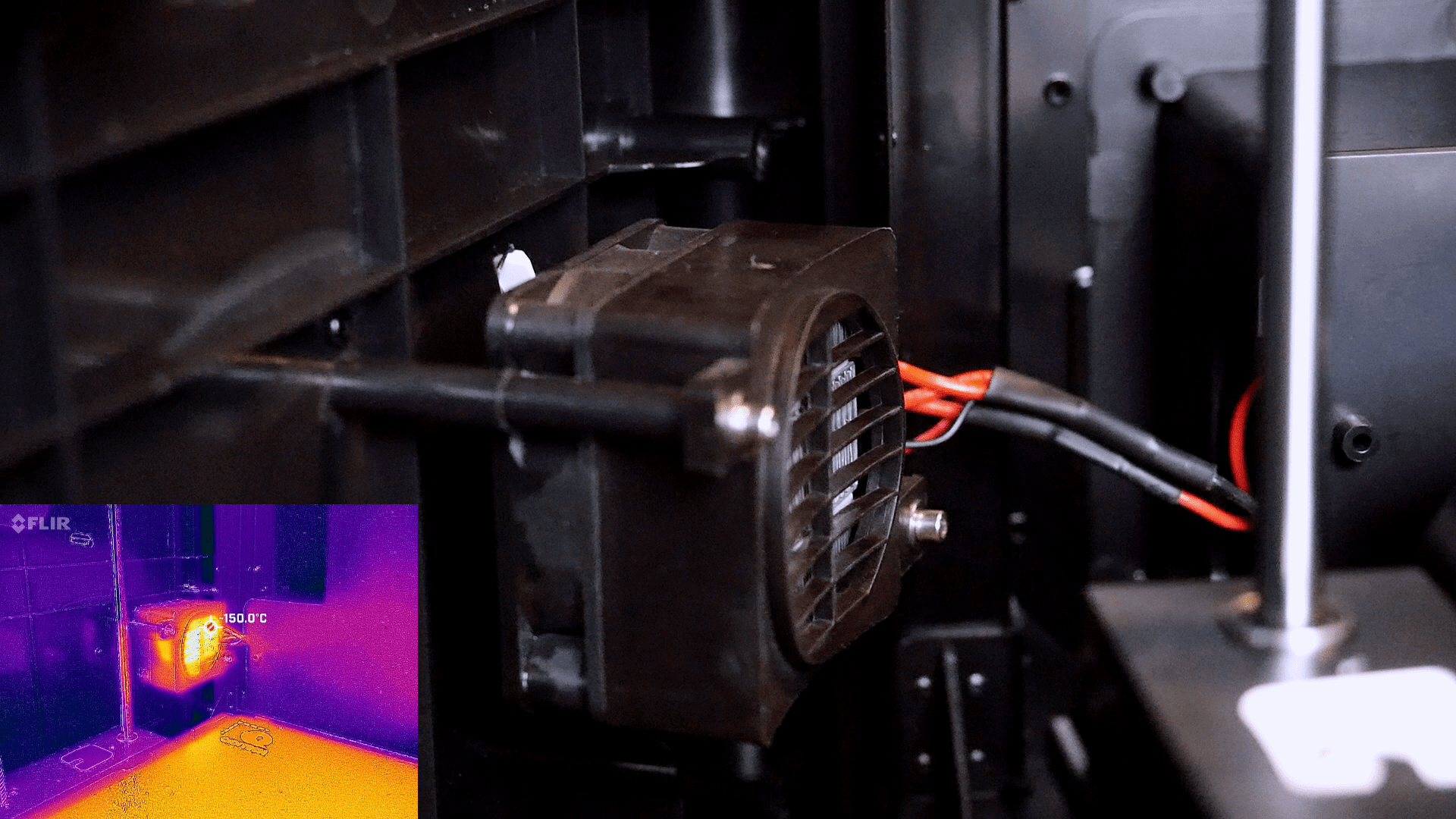
La ventolina centrale che si vede sullo sfondo serve per espellere calore dalla camera in caso di necessità. Contrariamente a quanto scritto sulla scheda tecnica, la stampante NON è dotata di filtro a carboni attivi. Almeno non l’unità che mi è arrivata.
Rumorosità
Senza tanti giri di parole, la X Plus 3 è rumorosa. Non tanto per le movimentazioni XY che sono perfettamente nella norma ma per le ventole. Tante e tutte rumorose ! Le elenco giusto per rendere l’idea:
- Quella che soffia sui driver della scheda. Piccola, sempre accesa e rumorosissima. Consiglio la mod con la Noctua da 80 mm e uno stepper down a 12V
- Quella di estrazione calore dalla camera, piccola e rumorosa
- La radiale che soffia sul pezzo in zona hotend
- La radiale grande montata sulla scocca
- Quella piccola sul dissipatore hotend (silenziosa)
- Quella del riscaldatore camera
- Le 2 ventole sotto degli alimentatori che si attaccano non sempre per prevenire surriscaldamenti
Da test “ignoranti” con il cellulare si passa dai 60/65 Db con stampante aperta completamente e in funzione con tutto acceso a circa 48/50 Db con stampante chiusa. Di certo non una stampante da tenere sulla scrivania, se la gioca con la Bambu Lab per il primato di stampante più rumorosa !
Prestazioni e consumi
L’hotend si riscalda davvero rapidamente, in meno di un minuto arriva a 200° mentre 250° ci mette poco più. Discorso differente è il piano di stampa, a 60° è praticamente istantaneo (quasi 2 minuti), per arrivare a 100 o 120° c’è da attendere circa 10 minuti a seconda delle condizioni ambientali di partenza e se c’è o meno la camera riscaldata. Quest’ultima
17 minuti da 25° a 60° con piano a 100 e ventola accesa è il tempo che ha impiegato invece per riscaldare la camera di stampa. Non una scheggia ma sono valori da tenere in considerazione quando si fanno partire stampe con materiali tecnici che richiedono la camera calda.
Così come sono da tenere in considerazione i consumi durante la stampa, la sola ventola di riscaldamento consuma quasi 300W, poi aggiungiamo il piano di stampa, hotend e accessori vari, si arriva tranquillamente ad avere un consumo medio durante la stampa di circa 400W, con picchi fino a 700W durante il riscaldamento iniziale. Per le stampe di materiali che non richiedono camera calda e piano a bassa T i consumi medi si aggirano sui 180W/200W circa.
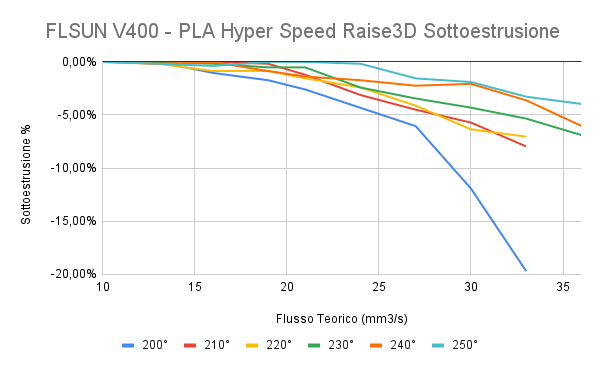
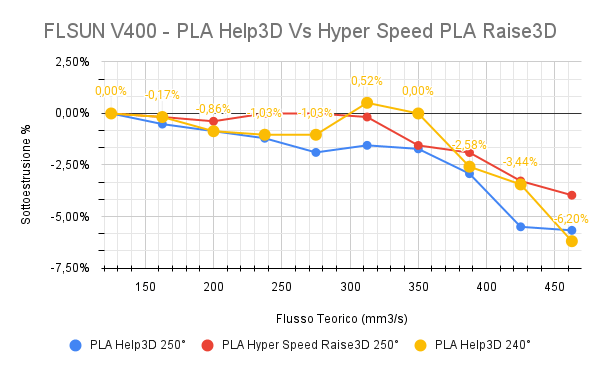
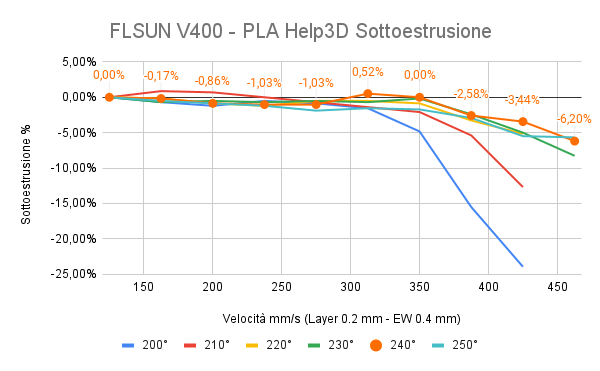
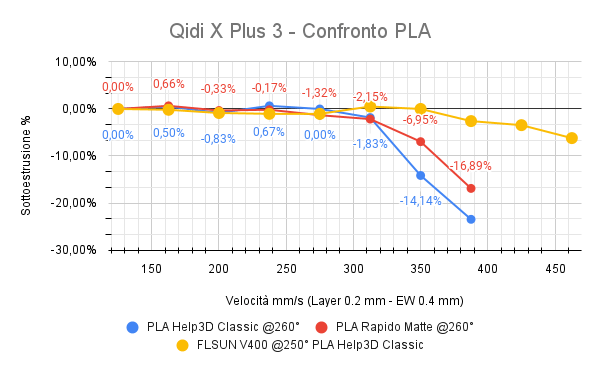
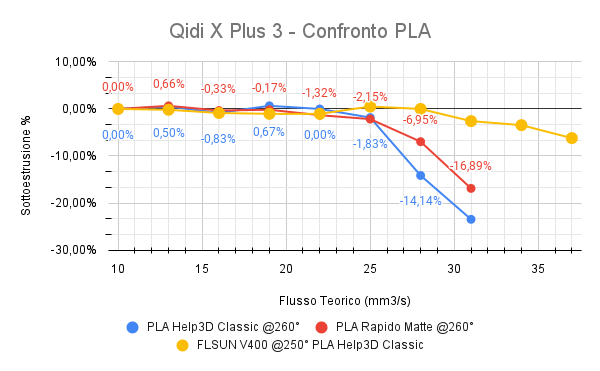
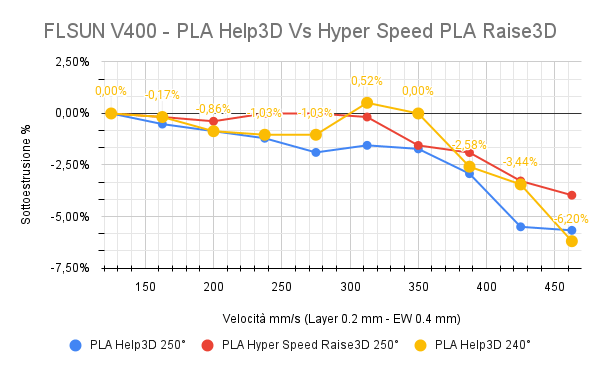
Quanto alle prestazioni di stampa devo ammettere che i valori indicati di 35 mm3/s di portata volumetrica sono troppi. Da miei test, con lo stesso PLA utilizzato da Qidi per rilevare quel parametro, ho riscontrato un valore prossimo ai 22 mm3/s come limite utilizzabile, oltre tale valore la perdita di estrusione è troppo tangibile. E’ meno performante rispetto ad un hotend della Flsun V400, peccato perchè la stampante si muove davvero bene con velocità di circa 600 mm/s in spostamento (con 20K di accelerazione) e in estrusione arrivo a poco più di 250 mm/s ma il limite, come detto prima, è dato dall’hotend. La stampante potrebbe tranquillamente arrivare a 400 mm/s effettivi se solo avesse un hotend più performante (magari basta installare un nozzle della CHT) e un sistema di raffreddamento.

Per quanto riguarda i materiali tecnici il divario in termini di velocità è abissale, ma è una cosa che non dipende dalla Qidi. Ad ogni modo sono riuscito a raggiungere delle velocità molto soddisfacenti pur garantendo una ottima stampa e tenuta dei layers, in particolare:
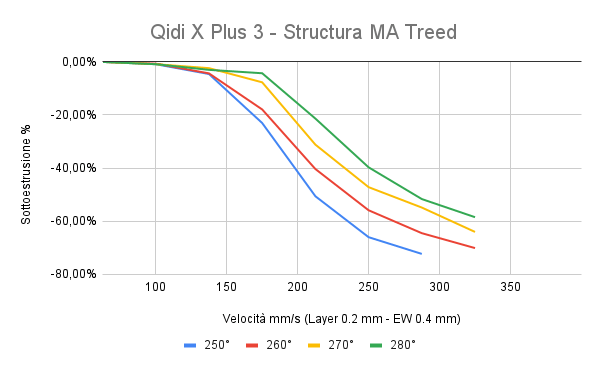
- StructuraMA di Treed che è un PA12 Carbon ho raggiunto velocità effettive di stampa di circa 100 mm/s, oltre perde esponenzialmente.
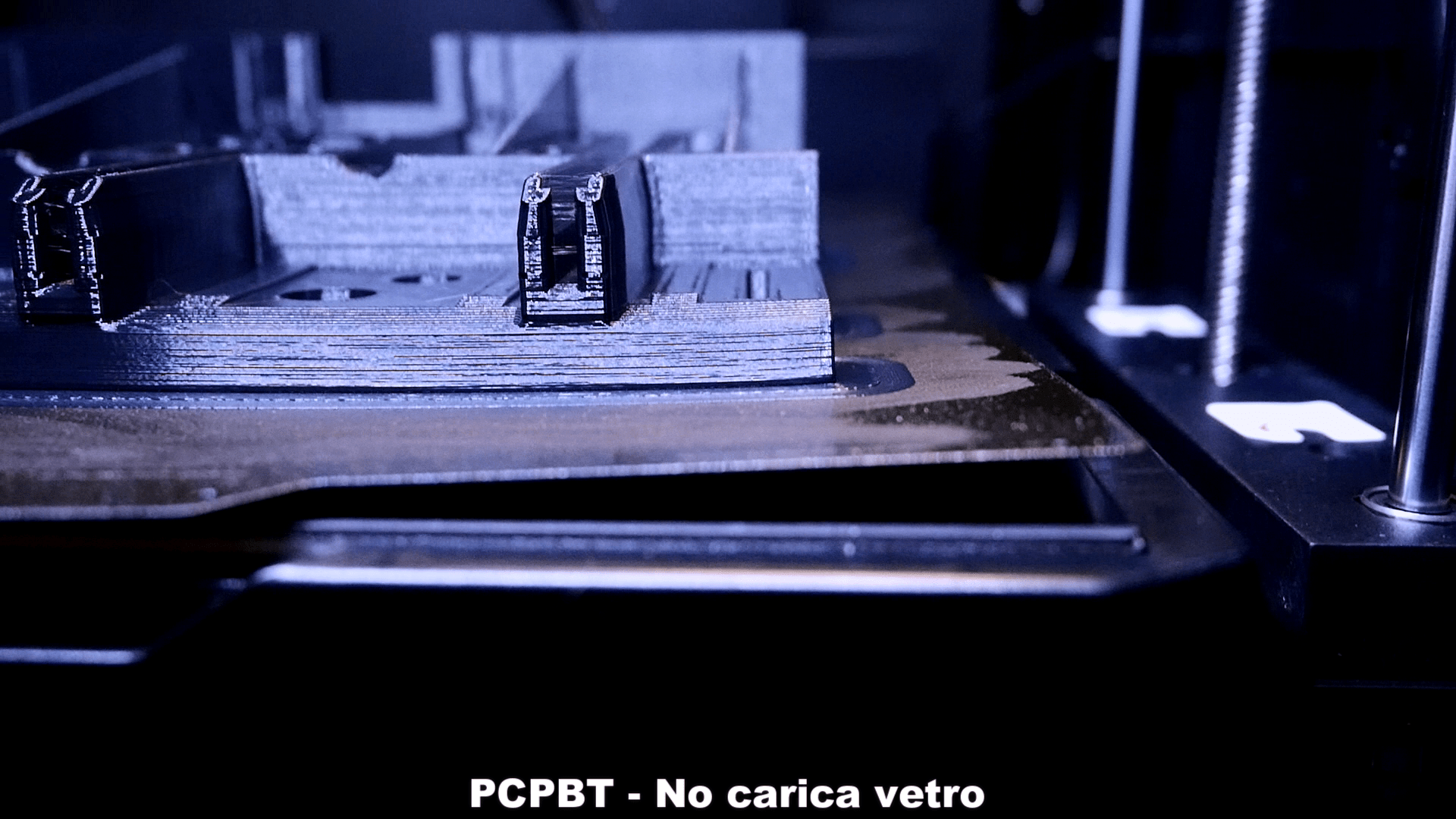
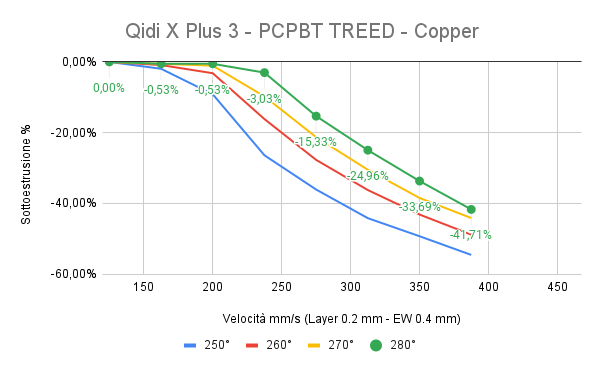
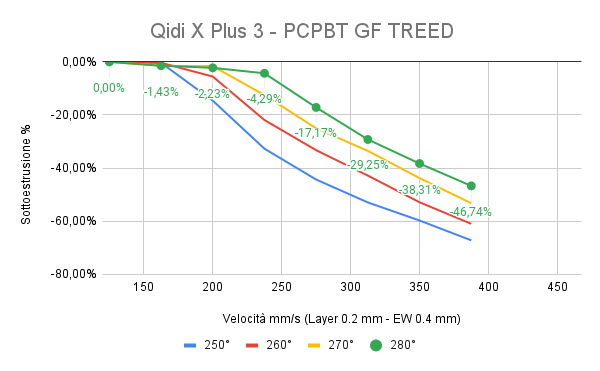
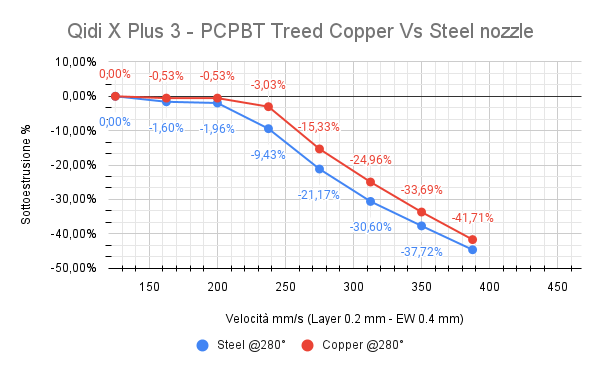
- PCPBT Treed e la sua variante caricata vetro (meravigliosa) con velocità prossime ai 150 mm/s per il glass filled e circa 200 mm/s per quello normale (occhio al warping).
- Mi manca da testare l’ABS che ha valori prossimi a quelli del PLA dato che si presta molto bene alle stampe veloci (valori di MFI alti)
- Attenzione ad utilizzare il nozzle in acciaio perchè, come ampiamente risaputo, ha prestazioni leggermente inferiori rispetto ad uno in rame o ottone. Se non utilizzate materiali caricati preferite sempre l’ugello in rame/ottone.
Conclusioni
Ho dovuto fare una recensione quasi in fretta e furia rispetto al solito, non ho avuto molto tempo per testarla come piace a me ma sono andato direttamente al sodo cercando di metterla in crisi da subito. Niente coccole, niente carezze. Via di Nylon Carbon e PCPBT.subito. Al netto dei problemi riscontrati per me è una stampante che vale i soldi a cui viene venduta, in alcuni store (anche quello ufficiale) si trova già a prezzi di poco inferiori ai 600€ ma la media di vendita è tra i 600€ e i 700€.

Mi sono trovato bene, è immediata e non richiede mille calibrazioni per iniziare a stampare. Mancano il cloud e la gestione da remoto fuori sede ma ne faccio ampiamente a meno per i miei utilizzi. Non è bellissima da vedere ed è ingombrante, su questo sicuramente c’è da migliorare.
Vuoi il paragone ? Lo so che la tua domanda cade sempre li… ma rispetto al Bambu Lab com’è ? Il paragone deve essere fatto con la P1S visto il pari prezzo (leggermente più cara quest’ultima) e magari la K1 della Creality (arriverà la recensione…): la scelta è molto soggettiva, sono entrambe stampanti che lavorano bene, sicuramente Bambu Lab molto più rifinita e con una eventuale gestione AMS per il multicolore è davvero comoda (kit a parte da aggiungere ai 760€ di base). Dall’altro lato la X Plus 3 che ha un piano di stampa più grande e anche la camera riscaldata ma manca di tutte le figate (sono davvero figate ?) della Bambu Lab. A me piacciono molto le stampanti sulle quali posso smanettare su Firmware, plugin ecc ecc quindi la Qidi e Flsun et similia con Klipper installato per me hanno la precedenza, ma c’è anche da dire che tutta l’infrastruttura creata da Bambu Lab per le sue stampanti è notevole.
E te quale preferisci ?




