Da quando la grande “B” ha fatto irruzione nel mercato, c’è stata la corsa a creare nuove stampanti che potessero competere con quelli che sono diventati i nuovi standard di riferimento del mondo della stampa 3D. In tanti hanno atteso la risposta di quella che era il leader di mercato ovvero Creality, e in tanti ne sono rimasti delusi. E’ innegabile che la nuova serie di stampanti K (palese copia della grande “B”) sia uscita in fretta e furia ad Aprile 2023, e per tutti i mesi successivi sia stato un calvario per i primi possessori della stampante. Fortunatamente sia la K1 che la K1 max mi sono arrivate con gli ultimi aggiornamenti e, con estrema sincerità, posso affermare che nonostante le rogne conclamate e poco celate mi sono piaciute molto. Siamo ancora lontani rispetto a quanto offerto dalla grande “B” in termini di facilità d’uso, integrazione software, calibrazioni ecc ecc ma piano piano si avvicinano. Dalla loro hanno un prezzo molto accattivante, meno di 400€ per la piccola K1 e circa 800€ per la versione K1 Max. Da poco (gennaio 2024) è uscita la nuova K1C dove “C” sta per carbon ma in realtà sta per “abbiamo risolto qualche rogna della K1 e abbiamo messo delle ruote godronate in acciaio per stampare i materiali caricati”. Cosa che in realtà si fa già con quelle non “C” avendo solo cura di mettere un ugello in acciaio… Introduzione a parte, come sono fatte queste K1 Series ?
Telaio/scocca/chassis
Il primo impatto, puramente estetico, mi è piaciuto davvero tanto persino di più della X1C e della P1S (pareri personali eh…). Rispetto ad altre stampanti che celano il telaio della stampante dietro ad una scocca esteriore (vedi X1C di Bambu Lab), la K1 e la K1 Max hanno il telaio con i montanti a vista di colore grigio e delle pareti laterali in policarbonato avvitate ad esso. La porta anteriore è in vetro (occhio che si rompe) mentre la chiusura superiore è in policarbonato trasparente per la K1 mentre in vetro per la K1 Max (vi ricorda qualcuno ?). Nota: la porta vibra molto durante la calibrazione dell’input shaping dell’asse Y (a 55 Hz per la precisione)..
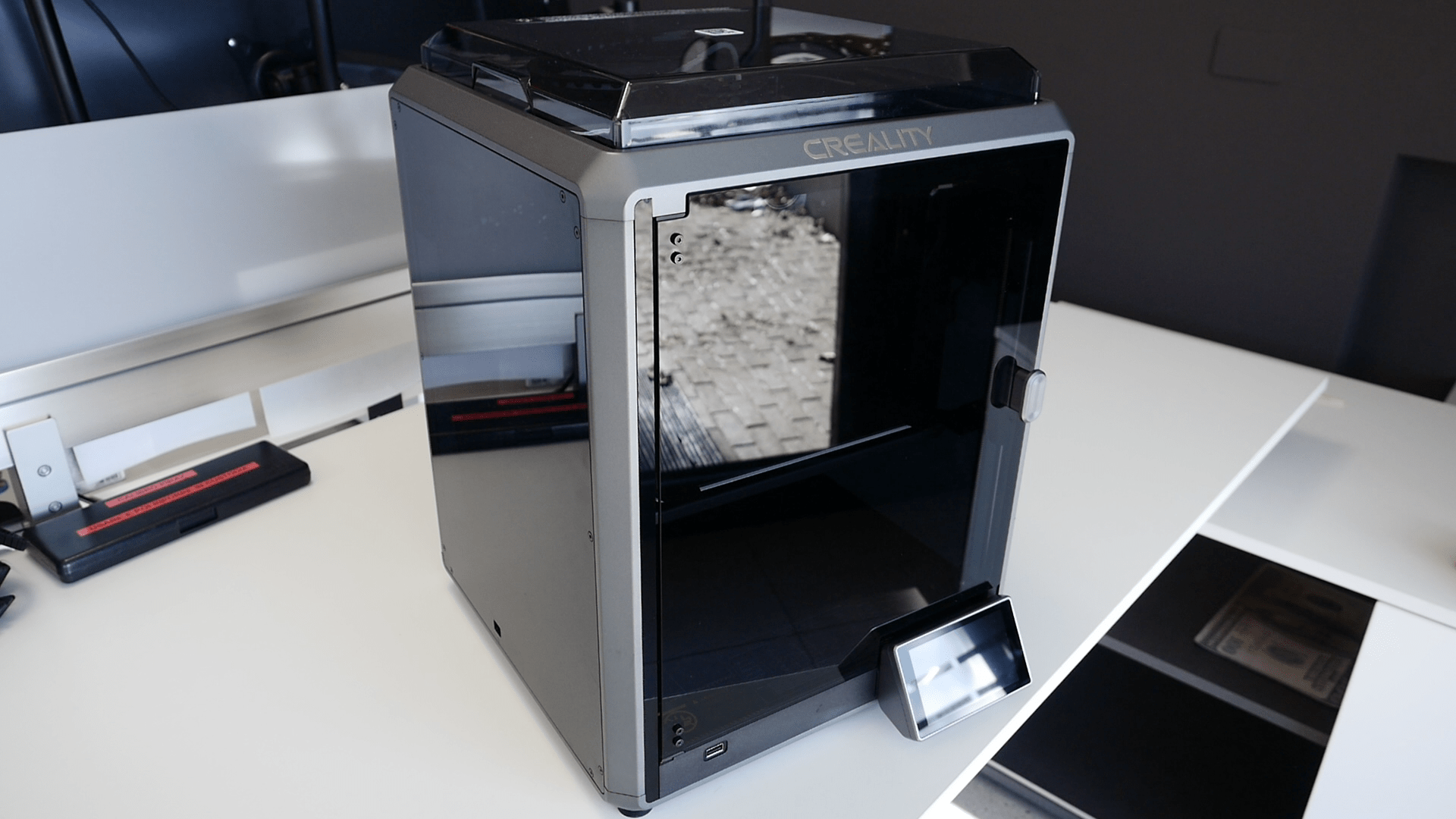
Le finiture non sono per nulla male se pensiamo al fatto che Creality ha praticamente fatto sempre e solo stampanti bed slingers aperte con telaio fatto di barre estruse (tranne la Sermoon unico caso), in particolare gli accoppiamenti delle varie plastiche e dei montanti risultano puliti e belli precisi. Da questo punto di vista non ho nulla da dire, solo una piccola osservazione relativa alla chiusura della porta che lascia una fessura di qualche mm vicino all’LCD ma nulla di allucinante, tanto non è a camera riscaldata quindi importa poco se non è “stagna” e coibentata. Sulla nuova K1C hanno cambiato le cerniere di apertura e finalmente non c’è il rischio che questa si apra di botto se magari inclinate la stampante per movimentarla/trasportarla (in quanti hanno rotto il vetro ?)
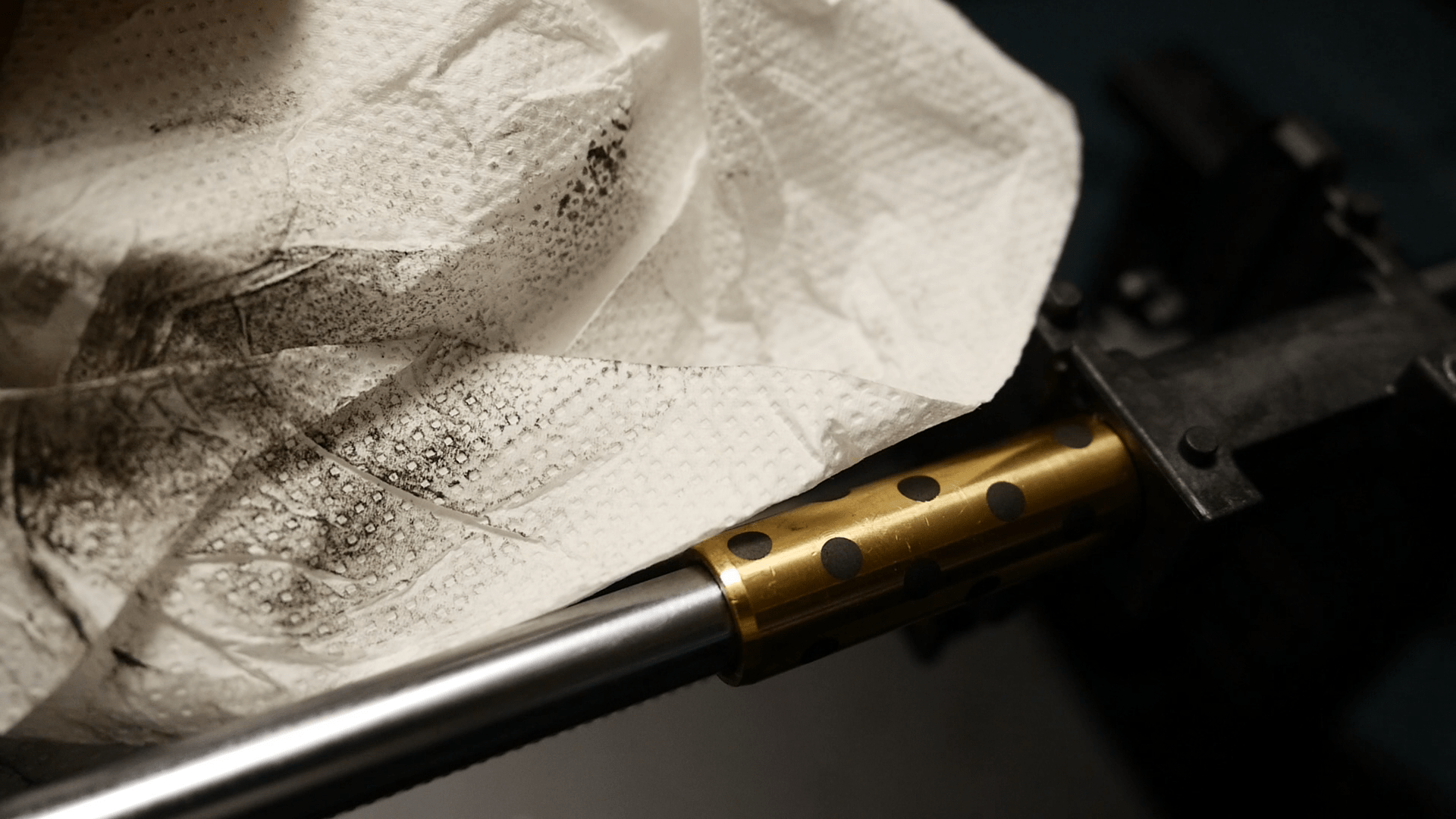
La movimentazione è la ormai onnipresente CoreXY con cinghie Gates GT2 da 6 mm, sulla Y scorre su barre in acciaio da 8 mm con cuscinetti a sfere mentre la X (si lei, proprio lei quella incriminata) scorre su barre da 10 mm “sfalsate” con boccole autolubrificanti con inserti in grafite proprio come… si hai capito, la grande “B”. Ma a pensarci anche la Qidi monta quelle boccole ! Motori Nema 17 con pulegge da 36 denti per XY che alla fine si sono rivelate una scelta non azzeccata e prontamente sostituite con pulegge più piccole nella K1C. Da rivedere il sistema di tensionamento cinghie perchè, per quanto efficace, è davvero difficile da gestire comodamente, in rete si trovano già degli upgrade da stampare per chi volesse.
L’asse Z, come nel più classico dei CTRL-C /CTRL-V, è affidato ad un singolo motore che muove 3 barre trapezie sincronizzate. Nulla di nuovo…
La stampante dispone di un sensore per il rilevamento della temperatura in camera di stampa che, finalmente, negli ultimi FW può essere utilizzato per accendere o meno la ventola di estrazione fumi/calore della stampante. E’ una ventola non troppo rumorosa che nella K1 non è dotata di filtrazione fumi mentre nella K1 Max e K1C presenta un piccolissimo filtro a carboni attivi (chissà di quale utilità poi…).
Quanto a dimensioni esterne sono davvero compatte rispetto al volume di stampa che offrono: la K1 ha un volume di stampa di 220X220X250 mm e occupa 355X355X480 mm con un peso di circa 12 Kg. La sorellina maggiore, la K1 Max ha un volume di stampa di 300X300X300 mm e occupa 435X462X526 mm con un peso maggiorato a circa 18 Kg.
Piano di stampa
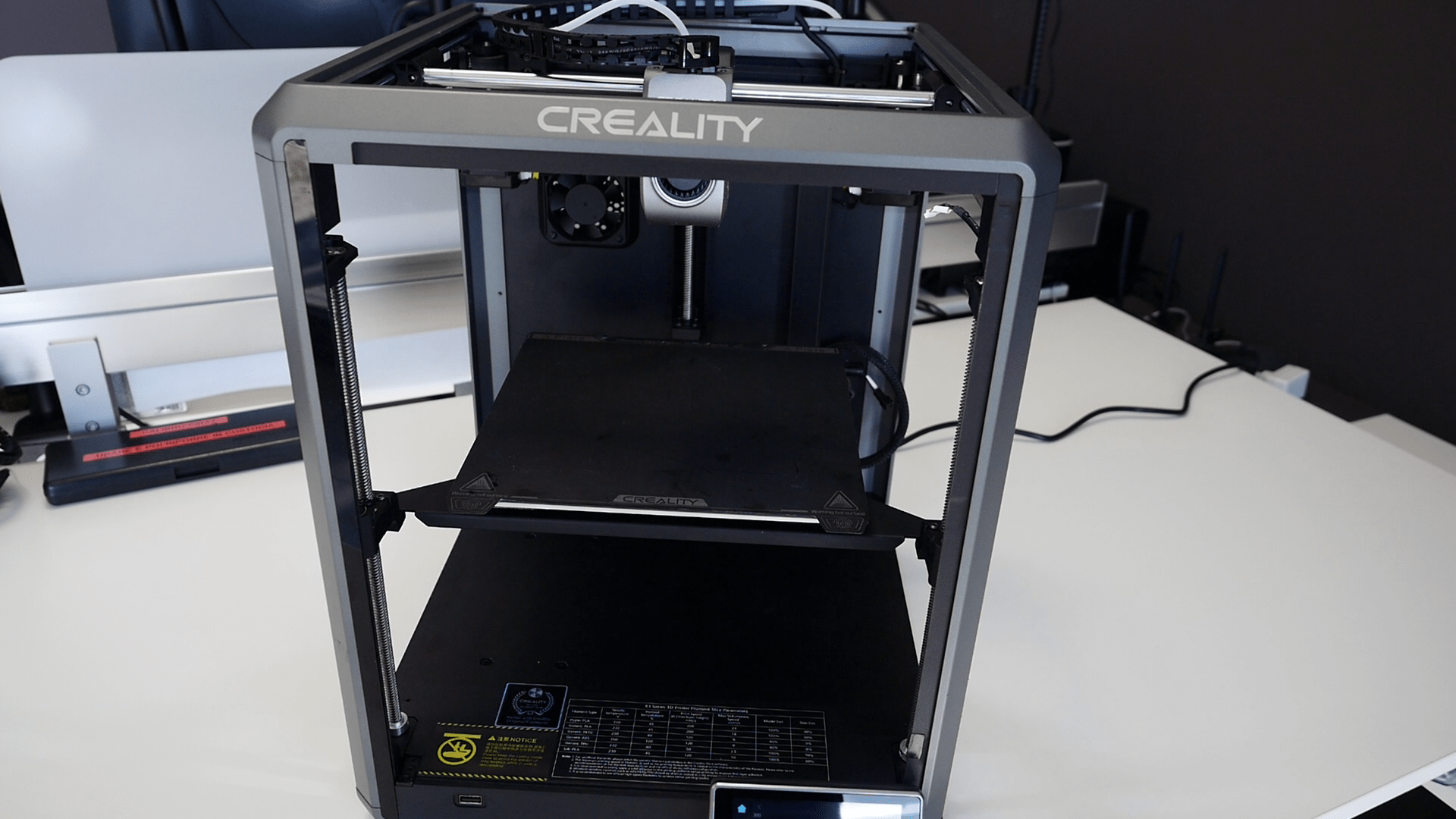
La differenza principale tra K1 e K1C è ovviamente la dimensione dei piani di stampa ma non solo… la K1 monta un piano riscaldato di tipo DC a 24V da circa 250W mentre la K1 max una piano di tipo AC da 800W circa alimentato alla tensione di rete (110/220 V a seconda del paese) con alimentatore che si adatta in automatico senza switch come nella K1. Entrambe le soluzioni vanno bene, forse quella della K1 Max è più performante in termini di velocità di riscaldamento ma niente altro.
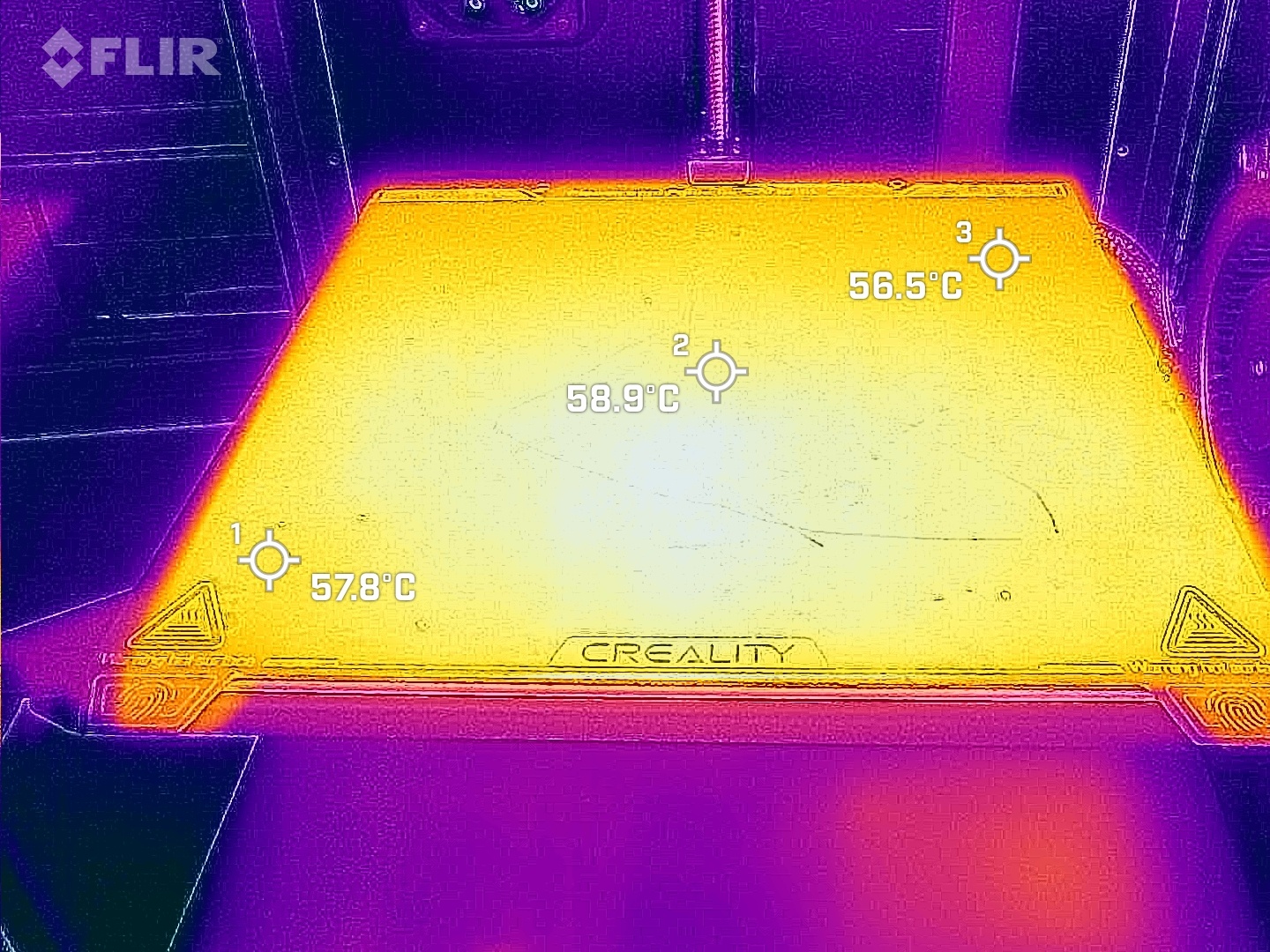
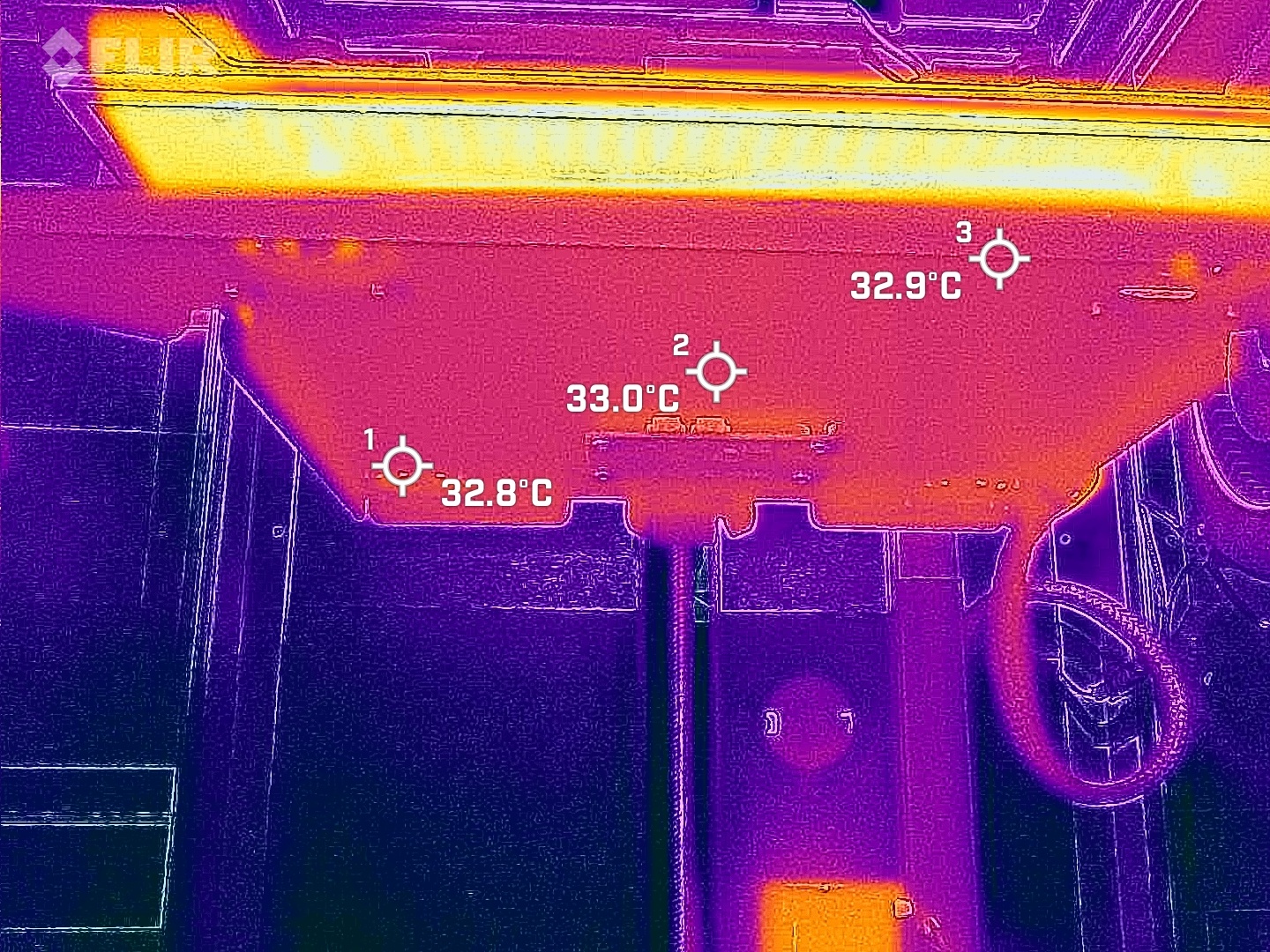
Il riscaldamento è uniforme, tra centro e lati c’è una differenza di pochissimi gradi e non ci sono zone più o meno riscaldate. Sopra al piano è posto un pad magnetico sul quale va messo il piano rimovibile flessibile in acciaio: la superficie è in PEI liscio ma in commercio si trovano diversi piano di ricambio anche di tipo texturizzato. L’adesione con materiale come PLA e PETG è perfetta, come al solito estrema con alcuni TPU (prestate attenzione), con ABS varia in funzione della grandezza del pezzo. Per chi stampa materiali tecnici che tendono a “warpare”/incurvarsi parecchio durante la stampa, consiglio vivamente l’acquisto di un piano in vetro da utilizzarsi con additivi dedicati per il materiale che si sta stampanto (Dimafix, Magigoo ecc ecc).
DOVE ACQUISTARLA (link affiliato)
K1 – K1C: https://www.geekbuying.com/go/9UPIZqCs
Usate questo codice per averla scontata a 399€: GKB13CR1
K2 PLUS: https://www.geekbuying.com/go/9klA3Vwf
K1 MAX: https://www.geekbuying.com/go/9klAM07W
L’autolivellamento è affidato a 4 celle di carico (chi altro mai utilizzerà questo sistema ? ), il piano si alza fino a toccare l’ugello e quello diventa il suo punto zero di riferimento. Ripetuto questo check in più aree del piano va poi a determinare una mesh di livellamento che permette di stampare correttamente anche in presenza di piani leggermente concavi/convessi. Affidandosi all’ugello per il tocco sul piano è fondamentale che questo sia il più possibile pulito e senza “caccole” di materiale, ecco quindi che prima di ogni livellamento la stampante vada in fondo a pulire l’ugello strisciando letteralmente sul piano di stampa (vi ricorda qualcuno ?). Fortunatamente con la K1C hanno introdotto una piccola spazzolina di gomma in fondo sulla quale va a pulirsi, soluzione decisamente più bella da vedere ed efficace.
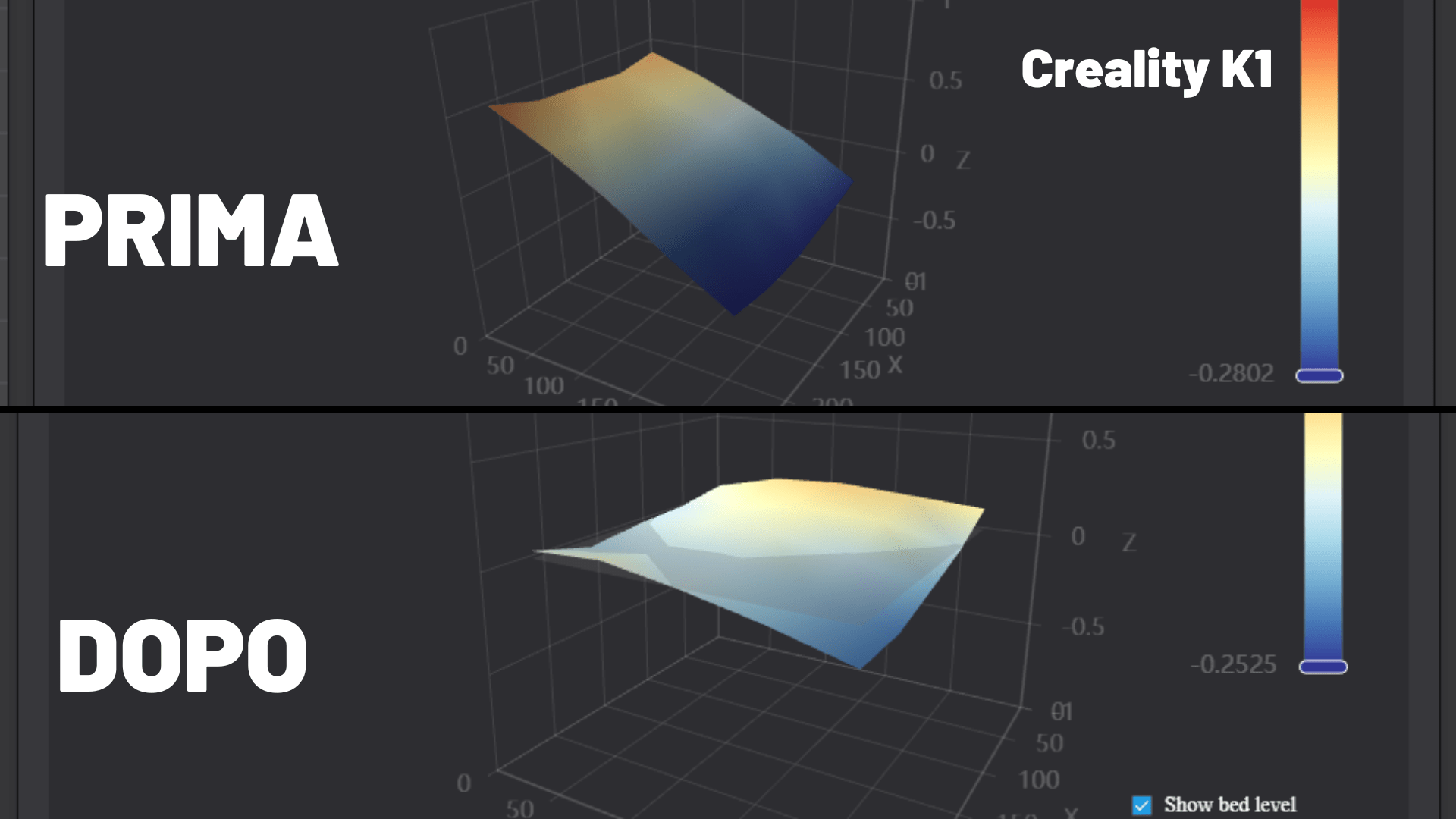
Il fatto che la mesh di rilevamento sia poi visualizzabile dall’utente nell’interfaccia web (diversamente da Bambu Lab che non si vede) ha poi innescato una serie di preoccupazioni negli utilizzatori. Prima di proseguire faccio una piccola precisazione: l’autolivellamento del piano serve proprio a compensare eventuali piani che risultano essere storti rispetto al piano XY sul quale si stampa. Per come vi arriva la stampante, anche se storta si piano, lei funzionerà comunque. Poi ovvio, meno compensa e meglio è…
Avendo un unico motore in Z con 3 barre sincronizzate da una cinghia, è normalissimo che in fase di montaggio della stampante uno dei 3 attacchi del piano possa risultare più in alto o in basso andando a creare così un piano inclinato (poi compensato da firmware). Nel mio caso avevo una differenza di circa 1.5 mm tra il punto più alto e il punto più basso rilevati, non una cosa sconcertante ma sicuramente mi ha infastidito e, da buon testa dura, ho cercato di risolverlo subito. Perdendo tempo inutilmente che potevo investire a stampare e a divertirmi ! Vuoi sbattere anche tu la testa ? Ecco alcuni metodi utilizzati:
- Agire come da guida ufficiale di Creality, mollando il tendicinghia sotto e portando in battuta in basso il piano di stampa. A quel punto teoricamente il piano dovrebbe essere livellato rispetto alla base (dato che è a pacco) e si rimette la cinghia della Z sincronizzando bene le 3 barre. Peccato però che in alcuni casi il piano di base non sia perfettamente parallelo al piano XY…
- Mollare le pulegge delle singole barre (solo 2, la terza è quella che ha il motore attaccato) e mettere tutto a livello rispetto a XY. Metodo che ho seguito io ma ho prontamente spanato la vite di una puleggia e ho dovuto fare un caos per smontarla… metodo che NON consiglio seppur dia comunque un ottimo risultato.
- Quello più semplice è di agire direttamente spessorando gli attacchi del piano vi stampate questi bei files e agite di conseguenza sulla base di quanto avete rilevato.
- La modifica che farò prossimamente invece è quella di inserire un sistema di fissaggio alle celle di carico con delle manopoline (Old style) e degli spaziatori fatti con delle molle o elastomeri in genere. Sulla K1 va forato il pad magnetico per poter sfilare le viti di fissaggio, nella K1 Max sono già esposte. Non è ancora chiaro ma pare che sulla K1C abbiano messo questo tipo di fissaggio (da confermare)
Quello che ti posso consigliare è di non intestardirsi, se vedi che anche con 1.5 mm di differenza in Z la stampante lavora bene… lasciala lavorare e concentrati sul divertimento ! Anche le ultra nominate stampanti che iniziano per B hanno quei problemi, solo che non potendo visualizzarli a schermo non puoi nemmeno quantificarli (a meno di usare il nuovo firmware di X1 Plus Team)
Estrusore e Hotend
La testa di stampa è bella compatta e esteticamente gradevole da vedere. La cover anteriore si stacca svitando due viti e al suo interno nasconde l’elettronica che gestisce il riscaldamento hotend, l’accelerometro, il driver TMC2209 del feeder, le ventoline ecc ecc. Grazie al CAN bus arriva solo un cavo alla testa di estrusione più il tubo in PTFE dove scorre dentro il filamento, non si potrebbe chiedere di meglio. Peccato che nella K1 abbiano cannato le altezze della catena portacavi e questa va a battere nel coperchio alzandolo, cosa facilmente risolvibile e che hanno risolto nella K1C. Meno facile da risolvere è la curva accentuata che fa il tubo in PTFE prima di entrare nell’attacco rapido del feeder, frena moltissimo il materiale e con alcuni materiali fragili tende a spezzarli prima dell’ingresso. Però si vive lo stesso, la stampante funziona bene ugualmente anche se con alcuni TPU molto morbidi questa frizione potrebbe essere deleteria.


Nella testa ci sono 2 ventole, una che agisce sul dissipatore dell’hotend mentre l’altra è una 4020 che si occupa di soffiare sul pezzo con una canalizzazione a 3 vie. La ventola è assai rumorosa agli alti regimi e oserei dire che vibra abbastanza fortunatamente non influisce negativamente sul pezzo stampato. Sommata poi al mega ventolone laterale, la quantità d’aria di questa K1 è esagerata, che è un bene in realtà quando si lavora in alta velocità con materiali che dissipano calore a fatica. Mi sono trovato in più occasioni a non doverle utilizzare al 100% anche con il PLA.
Parlando di hotend e ugello segnalo che la stampante mi è arrivata con la versione aggiornata con il silicone rosso che differisce dalla V1 principalmente dal tipo di gola bimetallica utilizzata. Nella V2 che ho ricevuto la gola è in rame con inserto in titanio per la parte di taglio termico. Il riscaldatore è ceramico e ben avvolto attorno ad un ugello di tipo “volcano” (sono quelli lunghi e vanno bene anche quelli della V400 CHT) in lega di rame. Il rilievo del taglio termico effettuato con termocoppia mi indica che rispetto ad alcune concorrenti la K1 ha una “melt zone” o zona di fusione del filamento, più lunga di circa 3 mm e questo porterà ad avere buone prestazioni di estrusione con filamenti idonei (vedere dopo). Il dissipatore in alto è in alluminio che a sua volta è fissato al carrello della X con 4 viti (due frontali e due laterali) più 2 viti che partono dall’hotend e fungono da prigionieri di fissaggio (oltre al grano che fissa la gola bimetallica nel dissipatore). Temperatura massima 300°.
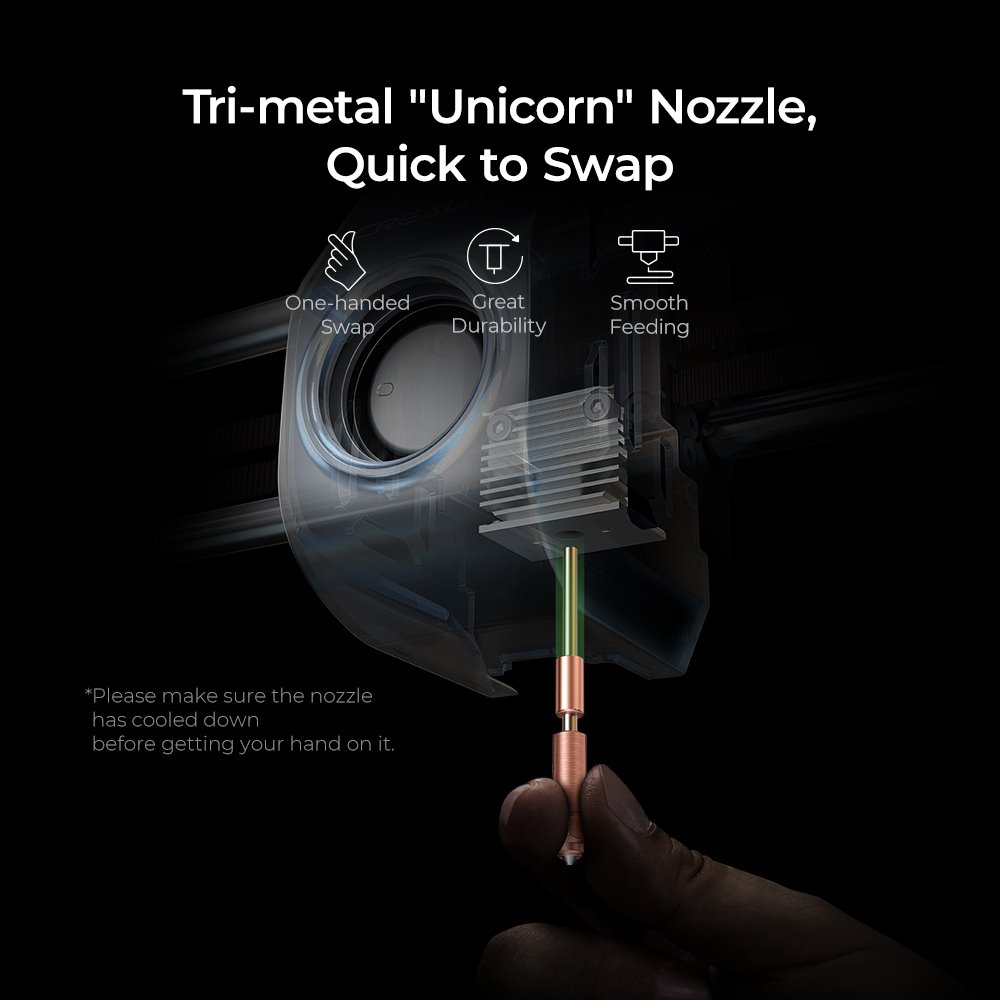
Come hai ben potuto intuire, togliere e mettere l’hotend è davvero laborioso. Già a partire dalla cuffietta in silicone ! Fortunatamente nella K1C ha risolto mettendo un hotend smontabile stile Revo della E3D e con la gola saldata direttamente nel nozzle.
Il feeder mi è piaciuto tantissimo, compatto, super leggero e.. semplice ! Nella sua semplicità presenta un motore Nema 14 da 36 mm con una demoltiplica 1:3.5 e due ruote godronate grandi in acciaio. Di chiara derivazione LGX Lite Bontech, è poi presente anche una leva per lo sgancio rapido del filamento, in pratica allarga le due ruote godronate e permette al filamento di uscire in caso di clog/blocchi o quando si deve eseguire un cold pull. Ottima anche la canalizzazione del filamento nel caso di utilizzo con filamenti morbidi come TPU ma sarebbe stato ancora migliore se avesse avuto una regolazione del precarico.
La versione che mi è arrivata è quella aggiornata con il telaio di fissaggio in acciaio opaco invece che di alluminio cromato (si riconosce dal colore dell’attacco rapido). Anche la levetta è stata aggiornata (hanno messo una molla) e non c’è il rischio che durante la stampa si apra per via delle vibrazioni. Sulla K1C hanno modificato solo le due ruote godronate interne con un paio più resistenti all’usura (le ruote dentate sono in acciaio invece che plastica), questo non significa che con quelle della K1 non si possano stampare i materiali caricati… solo che se uno ci stampa H24 e solo quelli potrebbero avere una usura precoce per via delle micropolveri abrasive.
Elettronica / Connettività / Firmware
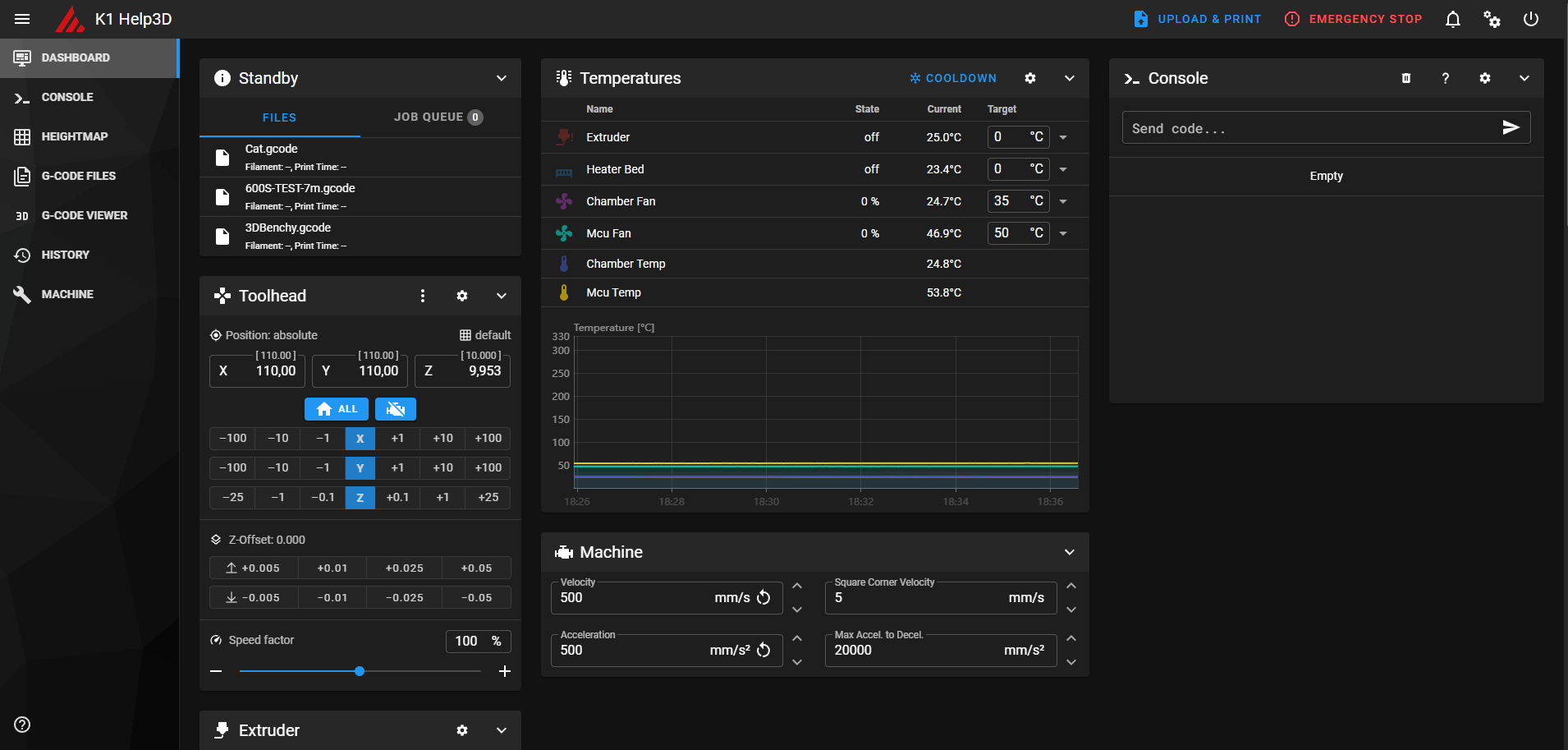
Sebbene Creality pubblicizzi la stampante con Creality OS installato in realtà fa riferimento a Klipper, solo che nella versione stock è bloccato dall’interfaccia web di Creality che non permette di eseguire Macro o funzionalità avanzate di Klipper. Fortunatamente gli ultimi Firmware di Creality hanno già la possibilità di collegarsi in SSH con la stampante per installare funzionalità aggiuntive e interfacce come Mainsail o Fluidd. Se te lo stai chiedendo, sì è la funzione “root” che trovi nell’lcd.
Nella K1 l’alimentazione è affidata ad un alimentatore da 350W a 24V che fornisce corrente a tutta la stampante compreso il piano di stampa. Nella K1 Max l’alimentatore è da soli 150W poichè il piano è gestito in AC a 110/220V.
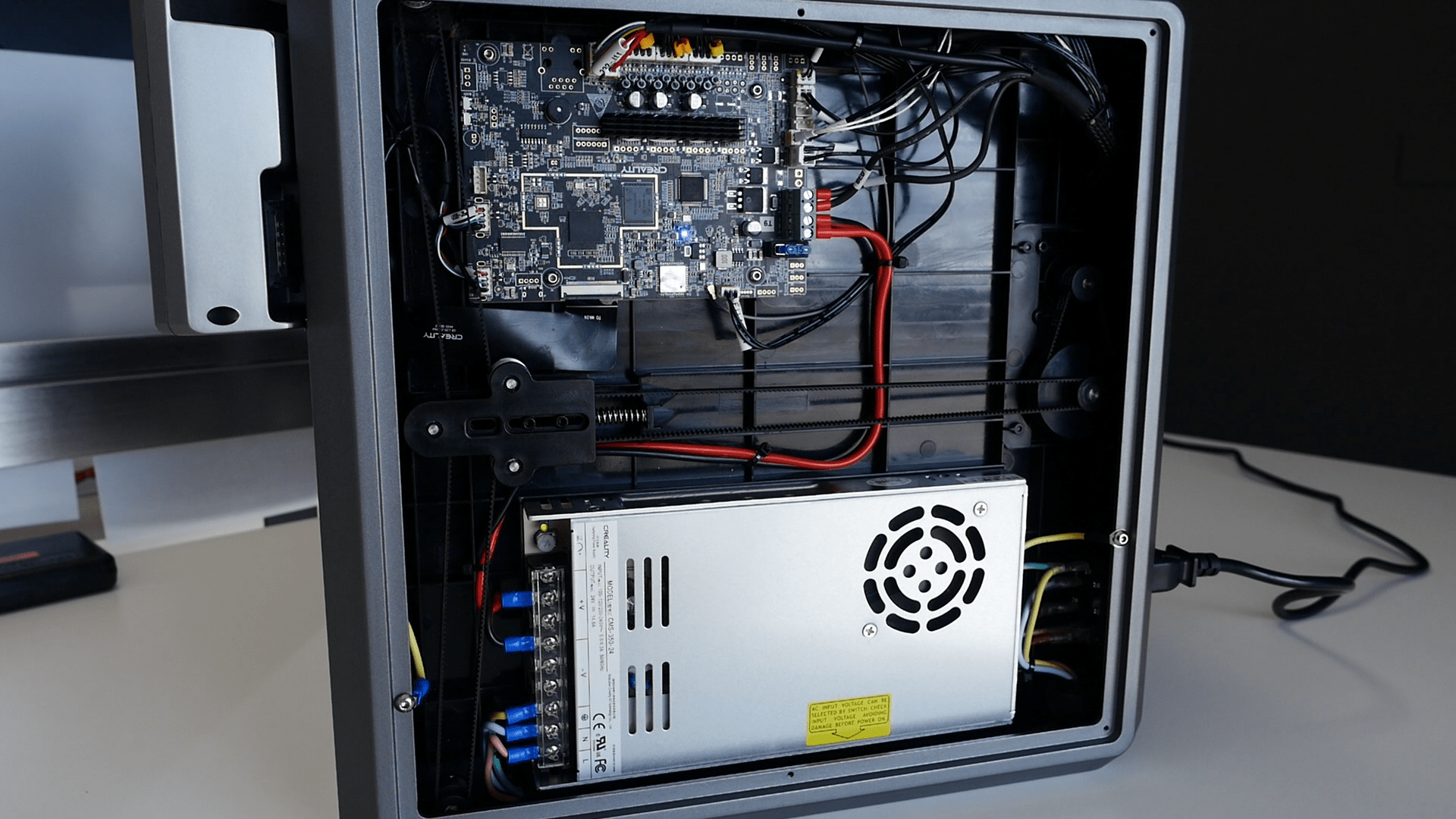
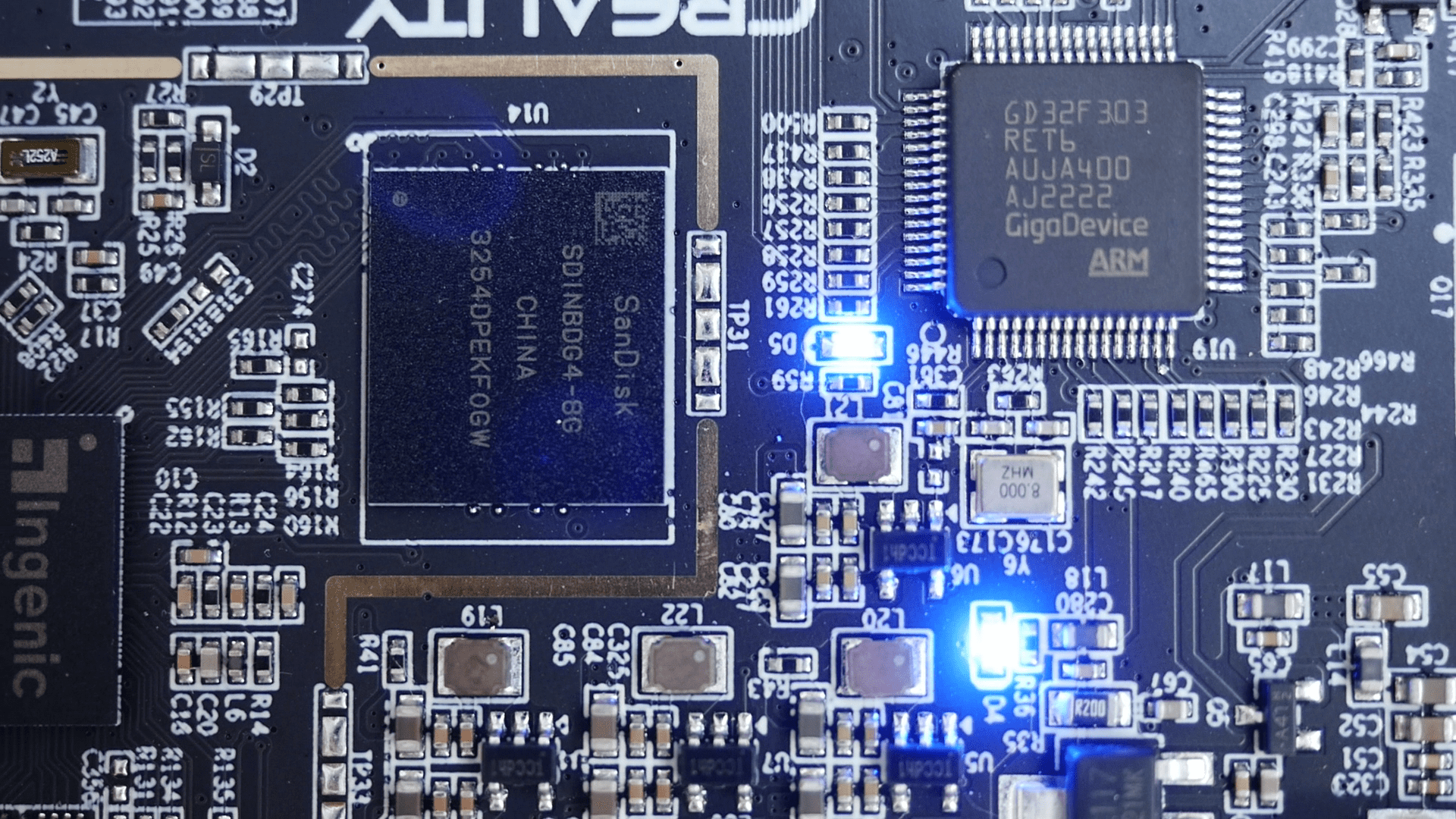
La parte hardware prevede una scheda proprietaria con diversi processori sparsi in giro per la stampante (CPU e MCU) ma i principali sono un Genic X2000E Dual-Core CPU a 1.2 GHz con 256MB per la parte che gestisce Klipper, mentre per la gestione motori è presente un GD32F303RET6. Completano il quadro 3 driver TMC2209 (il quarto è nella scheda su hotend) con relativo dissipatore e una memoria interna da 8GB di tipo EMMC. Non sono previste porte USB di espansione nella scheda ma solo una sulla parte frontale della stampante. Segnalo che la ventola di raffreddamento della scheda è silenziosa e si attiva solo dopo una certa temperatura (se avete una utility installata a parte) oppure in combinazione con quella dell’hotend se avete il firmware stock.
Non sono presenti sensori di finecorsa XY in quanto viene utilizzata la funzionalità sensorless dei TMC, mentre per la Z usa le celle di carico. E’ presente anche un sensore di fine filamento posto all’esterno della stampante (all’interno nella K1C) che in alcuni casi si fatica a far passare il filamento all’interno. Nulla di grave ma armatevi di pazienza e allineate bene il filamento prima di inserirlo.
La stampante è dotata di uno schermo da 4.3” touch con una interfaccia proprietaria di Creality. Qui devo dire che è ben fatta, poche funzioni ma ben accessibili e che non lasciano spazio a dubbi. Ho provato anche l’interfaccia chiamata Guppy Screen e mi ha davvero impressionato per la quantità di comandi disponibili senza dover passare da PC, ma poco dopo sono ritornato a quella standard perchè mi piaceva di più e perchè, detto in soldoni, le operazioni che uno fa da Guppy per smanettare preferisco farle da PC che vado decisamente più comodo. Alla fine, pensandoci bene, lo schermo e relativa interfaccia devono essere comodi prima di tutto e funzionali: tanto più di lanciare le stampe carico/scarico filamento e qualche calibrazione, cosa abbiamo realmente bisogno di fare a bordo macchina ?
Per quanto riguarda la connettività la K1 dispone solo di WIFI mentre la K1 Max ha anche la porta Ethernet (perchè non metterla nella K1 anche ? Boh…). E’ disponibile anche tutta la parte Cloud gestita da Creality attraverso Creality Cloud e lo slicer Creality print. Sarò sincero questi ultimi devo ancora testarli perchè mi sono concentrato principalmente sulla stampa e gestione del firmware e risoluzione noie meccaniche, avrò modo di testarli in futuro per capire come sono rispetto a quelli di Bambu Lab. Come slicer utilizzo invece il collaudatissimo Orca Slicer con profili da me realizzati per ogni singolo materiale dei test (partendo da profili generici si intende).
La K1 non prevede una webcam/camera installata ma è disponibile solo come optional in quanto è già presente il cavo per collegarla. Diversamente, K1 Max e K1C arrivano con già la camera montata. La webcam serve principalmente per il controllo da remoto ma il firmware di Creality ha implementato anche la gestione del controllo delle stampe in caso di problemi (Spaghetti AI per intenderci). Devo ancora testare questa funzionalità sulla K1 Max ma appena lo farò sarà spunto per un video di confronto con la Bambu Lab X1C e il suo sistema di riconoscimento (che non funziona sempre o funziona quando non dovrebbe).
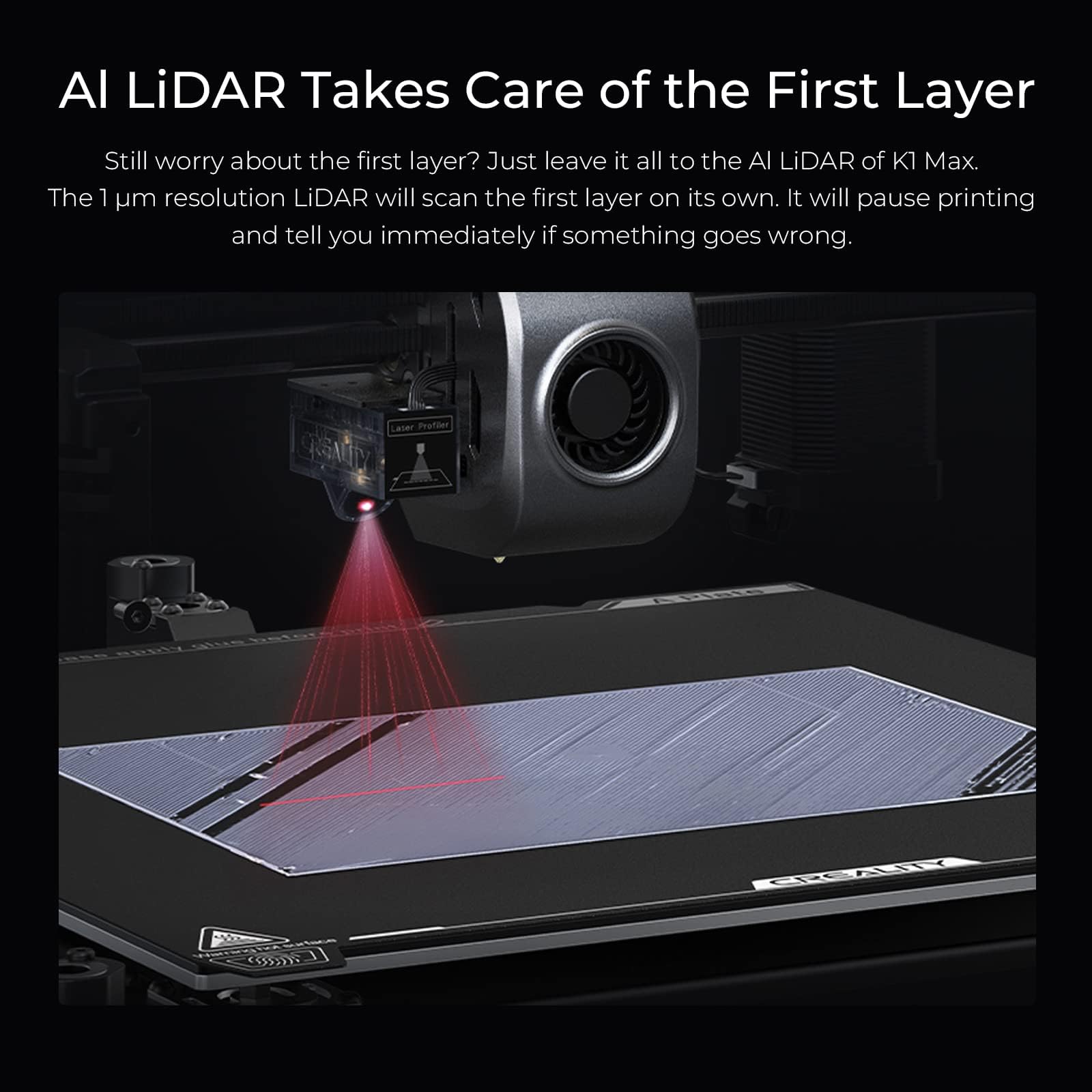
Il sensore LIDAR è installato solo su K1 Max e non su K1 e K1C, serve per controllare e regolare la pressure advance e verificare la stesura del primo layer, se ti ricordi è un sensore che ho sempre disattivato con la X1C perchè lo ritengo (per ora) ancora acerbo e da sviluppare. Così farò per la K1 Max in una prima fase.
Rumorosità
Pessima, davvero pessima. Mi ero lamentato della Qidi nell’altra recensione ma qui andiamo oltre. Con tutte le ventole accese si raggiungono oltre 60 Db a stampante chiusa mentre aprendo il coperchio sopra si sfiorano i 70 Db, dopo i primi test iniziali ho dovuto trasferirla al piano di sotto perchè era ingestibile da tenere in funzione nella vetrina del negozio. Su tutte quella che crea più fastidio è quella dell’hotend che fa un baccano infernale e vibra anche molto. A ruota poi c’è il ventolone laterale, la ventola di estrazione della camera e per ultime quella del dissipatore hotend, dissipatore driver scheda e alimentatore che nemmeno si sentono.
Prestazioni e consumi
I consumi li ho testati al momento sulla K1 ma sono valori che con le dovute proporzioni possono essere applicati alla K1 Max, alla fine di differente ha solo un piano di stampa più grande e sarà lui a consumare maggiormente. Dai test effettuati a temperatura ambiente di circa 21° ho riscontrato un consumo basale di 27W (solo accesa) e un consumo medio durante la stampa di PLA e PETG di circa 110W (i valori possono ovviamente variare da luogo a luogo). Il consumo massimo si ha in fase di riscaldamento piano + hotend e arriva a 350W esatti.
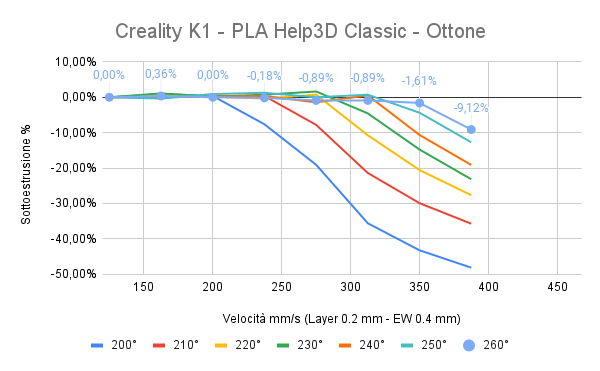
Quanto alle prestazioni e velocità non posso che confermare quanto scritto dalle schede tecniche: 600 mm/s di velocità , 20.000 mm/s2 di accelerazione li raggiunge senza problemi. A vuoto, non stampando. Prendete sempre con le pinze i valori che il marketing mette per attrarre il cliente perchè da un lato sono veritieri dall’altro infattibili nella pratica. Ad esempio il valore di 32 mm3/s di portata volumetrica dell’hotend non sono raggiungibili nemmeno con il PLA proprietario. Dai miei soliti test con la bilancia ho riscontrato una notevole perdita di flusso oltre i 28 mm3/s, valore comunque molto buono se rapportato alla concorrenza, persino alla stessa Bambu che si ferma a 24. Nella pratica, con il giusto materiale e principalmente solo con PLA o ABS di un certo tipo (prossimamente anche PETG), si ottengono delle ottime stampe a velocità comprese tra i 300 e i 350 mm/s effettivi con accelerazioni leggermente inferiori ai 10.000 mm/s2 e spostamenti a vuto di 500 mm/s. Cambiando ugello con uno ad alto flusso tipo CHT si può puntare anche ai 400 mm/s ma le basse accelerazioni da tenere in stampa vanificherebbero lo sforzo.
I miei test si sono concentrati sui classici PLA e PETG superati con successo e, sinceramente, mi hanno sorpreso per la qualità di stampa ottenuta. Restando su velocità più umane (tra i 100 e i 200 mm/s) si stampa tranquillamente PCPBT e PCPBT GF (con ugello in acciaio però), Nylon PA12CF e ABS caricati. Come detto prima consiglio l’acquisto di un piano rigido per la stampa di materiali tecnici (vetro o acciaio spesso). L’unico con il quale sto ancora litigando è il TPU e relativo stringing, proverò a cambiare altre marche per vedere se ne trovo uno che digerisce meglio. Non parlo di estrusione perchè il feeder si comporta davvero bene anche a velocità superiori 100 mm/s con un paio di TPU provati senza incepparsi, parlo proprio della melt zone “lunga” che con alcuni TPU tende ad accentuare lo stringing in maniera allucinante. Ripeto, devo indagare ma mi aspetto di vedere un successo anche qui.
Conclusioni
Non nego che ho passato più tempo a smontarla e rimontarla che a stampare realmente (per esigenze video/recensione). Così come non nego di aver passato moltissimo tempo a raddrizzare il piano, testare nuove macro e provare a risolvere il fastidioso problema di vibrazione dell’asse X. Probabilmente se l’avessi accesa e avessi stampato da subito come fanno tutti la mia esperienza sarebbe stata sicuramente differente perchè, e qui posso dirlo senza nascondermi, la stampante stampa tranquillamente anche con tutti i problemi conclamati di vibrazione e di piani storti (vedere prossimo capitolo).
Una volta che ho avuto il quadro completo della situazione ho resettato completamente la stampante e l’ho utilizzata come se fosse la prima volta, appena sballata. Processo indolore, super spiegato su LCD, calibrazione automatica prima di proseguire e via, in meno di 10 minuti uno è pronto a stampare. Mi manca la parte cloud per capire quanto facile è da gestire da app ma mi immagino una cosa abbastanza semplice.


Posso quindi consigliarla ad uno che si avvicina alla stampa 3D per la prima volta ? Certamente, basta solo avere l’accortezza di prenderne una con gli aggiornamenti “V2” di hotend e estrusore e tutto il resto è risolvibile in poco o quanto meno tamponabile. Chi stampa a casa usa principalmente PLA e PETG e se la cava benissimo.
Il dilemma esce proprio in questi giorni dato che è appena uscita la K1C, sicuramente è da valutare questo acquisto in quanto presenta buona parte delle rogne già risolte. Ad oggi (gennaio 2024) una K1 si trova a meno di 400€ e sicuramente calerà visto l’arrivo della K1C. La differenza di prezzo tra le due al momento è irrisoria (da sito Creality) ma ben presto ci saranno magazzini che dovranno fare fuori le K1 “vecchie” e abbasseranno il prezzo sicuramente. La K1 Max ad un prezzo di circa 800€ è davvero interessante visto il volume di stampa 300X300, ed è forse l’unica cosa che la salva dalla grande rivale “B”.
Ma arriviamo alla fatidica domanda che ti avrà fatto arrivare a questa recensione, compro Creality K1 o Bambu Lab P1P/P1S/X1C ? Dopo averle provate entrambe è chiaro che la superiorità di Bambu Lab è notevole, non tanto sulla qualità di stampa che ritengo molto alta per entrambi i brand, ma per la facilità d’uso e sviluppo del software/firmware. Creality ha scelto la via di Klipper e potrebbe fare ancora meglio se si decidesse a sviluppare il suo FW con macro ancora più ottimizzate e funzionalità interessanti. Personalmente avere Klipper sbloccato sulla K1 e K1 Max mi piace di più perchè devo sperimentare molte volte, devo provare, devo smanettare. Però all’utente medio questo importa molto poco e guarda alla semplicità di utilizzo. La consiglio all’utente smanettone ? Assolutamente si.
La K1 va paragonata con la P1P dato che è stata la risposta di Bambu poco dopo che la K1 è entrata nel mercato. Di base di sono quasi 200€ di differenza tra K1 e P1P, se a una persona non interessa il multicolor con AMS sicuramente la K1 è un ottimo compromesso e decisamente più bella da vedere (P1P è inguardabile…). Le Bambu hanno sicuramente meno rogne delle Creality ma non ne sono esenti, quindi la scelta di una P1P sarebbe principalmente dettata dal volere una stampante che va di moda in questo periodo o perchè interessa l’AMS, tutt’ora imbattuto e dalle prestazioni interessanti (sprechi a parte). Non tengo in considerazione le ultime arrivate A1 e A1 mini perchè andrebbero confrontate con altre della serie “bed slingers” ma è innegabile che il fattore prezzo e prestazioni di quest’ultime può influire sulla scelta dell’utente medio. Quello che posso dire è che una stampante chiusa/boxata, oltre alla minor rumorosità, permette anche di contenere le emissioni nocive di molti filamenti e di gestire una eventuale aspirazione verso l’esterno o verso elementi filtranti.
Rogne e rumorosità a parte devo dire che mi sono piaciute, anche se qualche calendario di bestemmie in meno avrei voluto risparmiarlo 😉
Problemi con la VFA e le risonanze
Non si può parlare della K1 e K1 Max senza menzionare i noti problemi di vibrazione sui pezzi stampati. Se ti stai chiedendo “ehi ma c’è l’accelerometro e input shaping, perchè dovrebbe vibrare ? “. La risposta non è così banale ma si può riassumere attribuendo queste problematiche a due componenti:
- Scorrimento dell’asse X
- Dimensionamento motori e pulegge di XY
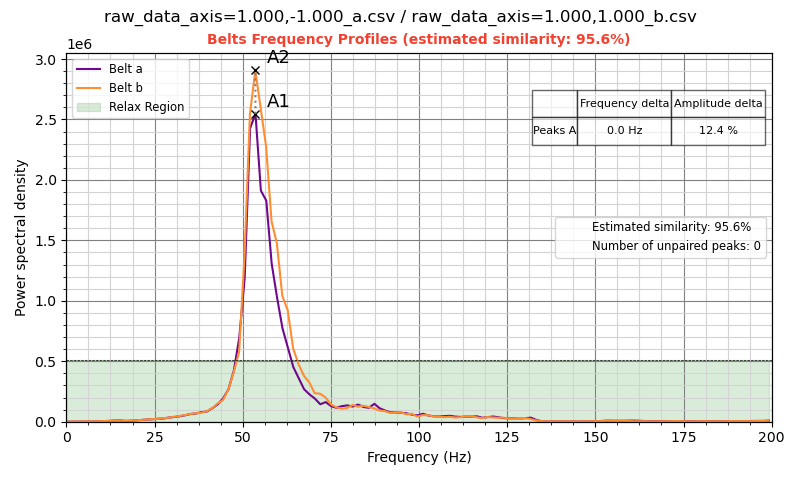
In questo articolo ho spiegato nel dettaglio come ho mitigato/risolto i problemi di vibrazione alle alte velocità, la soluzione è davvero banale consiste principalmente nel verificare che il carrello sia correttamente in squadra, le cinghie tese correttamente e … pulire pulire e pulire il grasso dalle boccole dell’asse X. Fa una differenza abissale averle pulite o meno e l’utilizzo del grasso aggrava la situazione. Non capisco ancora perchè non abbiano utilizzato dei classici cuscinetti a sfere… C’è poi da capire se la rimozione delle molle che spingono sulle boccole porta ad un miglioramento dello scorrimento dell’asse X, nel mio caso si ma in tanti altri casi è bastato solo pulire e ripulire con alcohol le barre dal grasso.
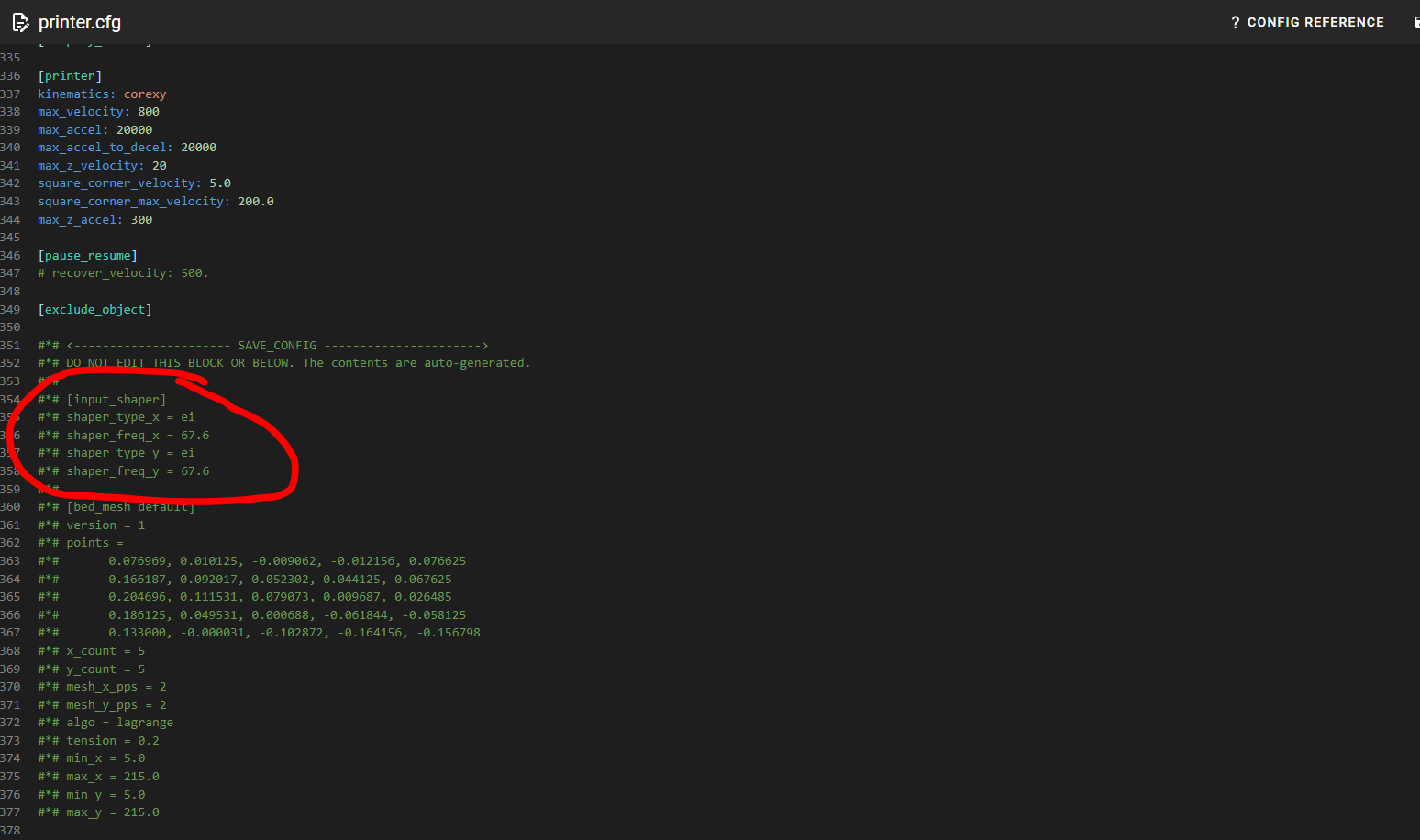
Ha poi dato una grossa mano l’aver installato delle macro personalizzate che hanno permesso al processo di calibrazione delle frequenze di risonanza, di scegliere un profilo di attenuazione differente per asse X e asse Y. Nella configurazione standard la calibrazione viene eseguita solo su asse Y e i valori delle frequenze vengono copiati anche su X tenendo fisso come algoritmo quello EI. Ma la realtà è che i due assi sono profondamente differenti (sia come peso che come scorrimento) e necessitano di due valori differenti per massimizzare le prestazioni. Peccato non abbiano ancora messo questa possibilità nel firmware stock e si debba ricorrere solo a macro personalizzate.
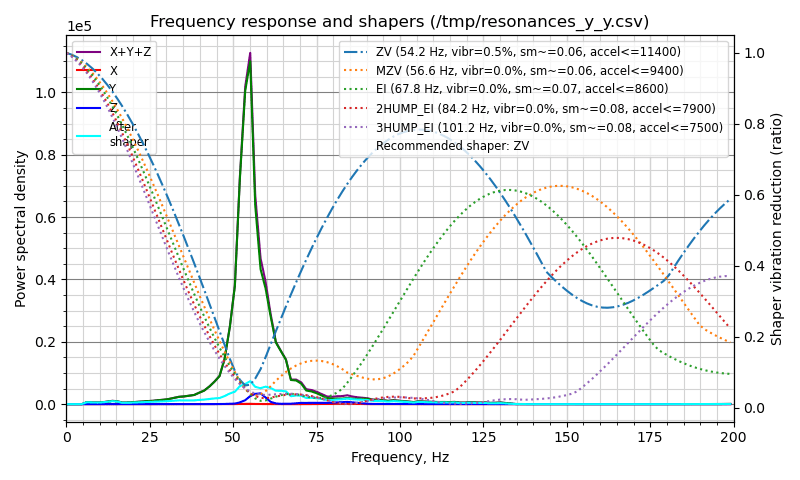
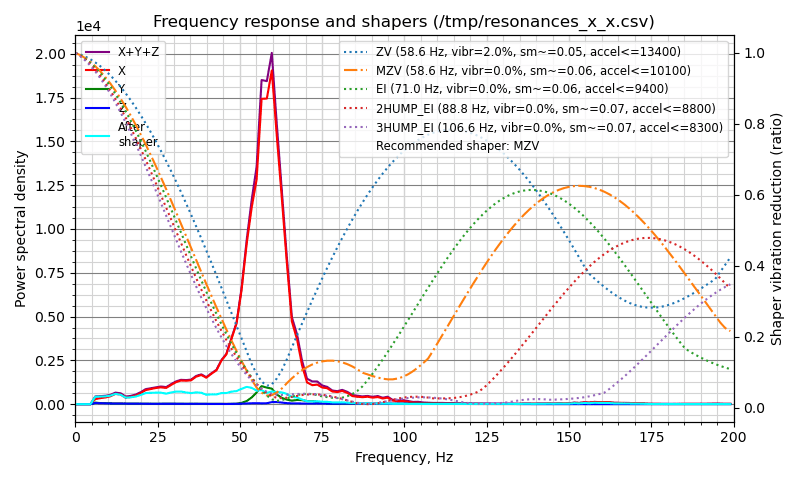
Per una migliore comprensione del problema e vedere se effettivamente gli interventi fatti stanno migliorando la situazione è obbligatorio anche analizzare i grafici delle rilevazioni delle frequenze di risonanza, aiutano moltissimo a capire !
Le vibrazioni alle basse velocità potrebbero ancora rimanere ma quello è più un problema di dimensionamento motori XY e relative pulegge da 36 denti. Non a caso nella K1C hanno messo motori più piccoli e pulegge di diametro inferiore. In rete poi si trovano esperimenti di chi ha messo le cinghie da 8 mm al posto di quelle da 6 mm oppure pulegge condotte lisce invece di dentate, tensionatori differenti ma… trovo del tutto inutile la modifica per il risultato che si ottiene.
Personalmente ho trovato la quadra allineando bene il gantry, tensionando le cinghie e pulendo le boccole. Se proprio dovessi fare una modifica toglierei proprio quest’ultime in favore di cuscinetti a sfere, non a caso in diversi hanno fatto questa modifica anche sulle Bambu Lab perchè, per quanto ci sia il firmware a compensare, ci sono dei casi in cui anche le migliori stampanti non ne vogliono sapere di stampare e iniziano a sfornare pezzi “vibrati”. Poi scopri che non hanno mai pulito le barre oppure che si sono messi a mettere grasso come se non ci fosse un domani…
Detto questo il problema c’è ma non devi fasciarti la testa prima ancora di aver provato, se la tua stampante funziona bene NON TOCCARLA e divertiti a stampare !





1 Commento
Ciao, sai cosa è ? Mi sembra misterioso ma Bambulab non credo, che sia il Creality ?
https://it.aliexpress.com/item/1005006474771946.html