


Troverai due tabelle di calcolo in PDF (DOWNLOAD IN FONDO) leggermente differenti. Il foglio di calcolo con la tabella modificabile è disponibile solo per i nostri Patrons
La prima tiene conto di una estrusione di tipo “rettangolare” del filamento e la formula di calcolo è molto semplice FLOW= (Velocità di stampa)*(Altezza Layer)*(Extrusion Width)
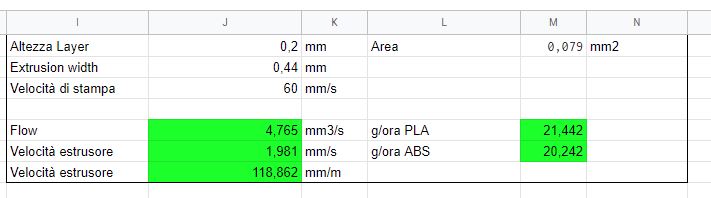 In realtà la forma di estrusione è molto più simile ad un rettangolo con i bordi arrotondati e la seconda tabella ne tiene conto utilizzando una formula leggermente più articolata (nulla di astrofisico tranquillo). La tabella, e in particolare il riquadro di calcolo in alto a destra, sono molto utili e ci aiutano a capire fino a dove possiamo spingerci con il nostro estrusore e relativo hotend. Non tutti gli hotend sono stati progettati per estrudere enormi quantità di materiale a velocità molto elevate.
In realtà la forma di estrusione è molto più simile ad un rettangolo con i bordi arrotondati e la seconda tabella ne tiene conto utilizzando una formula leggermente più articolata (nulla di astrofisico tranquillo). La tabella, e in particolare il riquadro di calcolo in alto a destra, sono molto utili e ci aiutano a capire fino a dove possiamo spingerci con il nostro estrusore e relativo hotend. Non tutti gli hotend sono stati progettati per estrudere enormi quantità di materiale a velocità molto elevate.
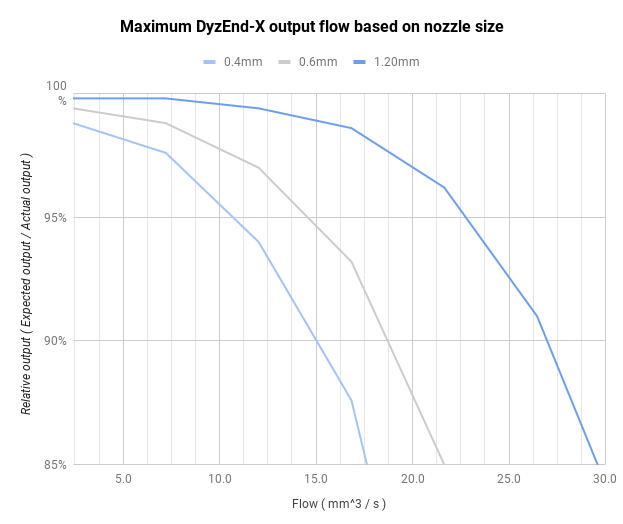
Per darti un metro di paragone un classico E3D V6 con nozzle da 0.4 mm può arrivare ad un massimo di circa 12/15 mm3/s mentre un Volcano (sempre E3D) o un Typhoon della Dyze possono arrivare anche a 200 mm3/s (solo quest’ultimo ma con diametro nozzle da 2.5 mm).
Sicuramente un modo per aumentare la portata volumetrica è quello di allargare il diametro del nozzle, nulla di più semplice e scontato. Però quali problemi è possibile dover affrontare ?
A parità di Hotend se allarghiamo solo il nozzle:
- La melt zone resterà sempre quella
- Il materiale avrà sempre meno tempo per riscaldarsi e sciogliersi in camera di estrusione (guarda quanto aumenta la velocità dell’estrusore…)
- Si dovrà aumentare molto la temperatura di stampa
- Più il nozzle è grande e più si dovrà quindi ridurre la velocità di stampa
Ecco quindi che necessitiamo di un hot end che possa offrire una adeguata melt zone per un corretto trasferimento di tutto il calore al filamento che dovrà essere estruso. In questa maniera riusciremo a tenere comunque elevate velocità di stampa senza così sacrificare i benefici dell’utilizzo di grossi nozzle.
Potresti obiettare dicendo “Ma usa filamenti da 3 mm” in realtà il problema resta sempre il medesimo… trasferire il calore il più possibile al filamento. La sezione di filamento è quasi doppia rispetto ad 1.75 mm e di conseguenza ci vorrà più tempo per sciogliere correttamente tutto il filamento.
In questa tabella (già pubblicata poco più sopra) noterai come in una simulazione di stampa a 150 mm/s con setup tipico di un ugello da 0.4 mm, la portata volumetrica (o flow) è già ben al di sopra rispetto a quella massima di un E3D originale (12/15 mm3/s). Quindi attenzione a chi millanta di estrudere a velocità folli con materiali e filamenti di bassa, bassissima qualità. Magari lo stanno anche facendo ma… l’estrusione sarà ottimale?
Voi capire se il tuo hotend+nozzle+materiale possono estrudere a determinate velocità ? Con la tabella qui sopra potrai fare tutti i calcoli del caso, in particolare se a estrusore caldo lanci il comando G1 E150 F500 tu stai estrudendo del materiale a circa 500 mm/m che corrispondono a circa 8 mm/s di velocità di estrusione del motore dell’estrusore. Il tutto “simula” una ipotetica velocità di stampa a circa 150 mm/s con layer 0.32 mm e Extrusion width 0.5 mm.










6 Commenti
solo da correggere:
“…..anche il file in Excel modificALe che potrai….”
grazie per la passione che metti !
Modificato grazie !
Ciao Andrea, articolo come sempre molto chiaro e tabella utilissima, tant’è che mi è venuto un dubbio che non mi ero mai posto.
Consideriamo il tipico utilizzatore di stampante di fascia economica, che si trova un E3D V6 clone (con gola in PTFE, quindi sarebbe il clone del lite6 in realtà). Finchè stampa con ugello da 0,4mm e altezza layer di 0,2mm no problem, anche se sale con le velocità (anche 100mm/s corrispondono a un flusso di 8mm3/s). Ma se volesse aumentare l’ugello anche solo a 0,6mm pensando di aumentare la velocità di realizzazione dei propri pezzi, probabilmente se stampasse a velocità “standard” (60mm/s) si troverebbe vicino al limite della capacità di fusione del blocco riscandante, giusto?
In pratica il succo della domanda è: se stampo in PLA (e quindi prediligo hot-end in ptfe), ha senso aumentare il diametro dell’ugello rispetto al classico 0,4mm? Esiste un qualche hot-end con gola in PTFE che permetta velocità di estrusione elevate?
Grazie
Ciao Simone. Le variabili in gioco sono tante ma in genere quando aumenti il diametro nozzle tendi anche a diminuire la V di stampa. a meno di utilizzare i volcano o similari che permettono al filamento di scaldarsi per più tempo ed evitare così delle cold extrusion che porterebbero a delaminazioni. Poi c’è da considerare la marca del filamento ed eventuali fluidificanti inseriti all’interno e come è trattato il nozzle all’interno. Più è “lappato” / rifinito migliore sarà il flusso. Una risposta alla tua domanda ? Certamente esiste, prendi un volcano e sei già a posto !
Ottimo Andrea, ti ringrazio.
Spesso un utilizzatore medio (io :D) tende a voler aumentare il diametro del nozzle perchè è disposto sacrificare qualcosa in termini di resa dei dettagli, ma incrementare la velocità di realizzazione dei pezzi, e quindi non scendere con la V di stampa (caso tipico di chi compra una stampante con grande volume di stampa ma che si trova a dover stampare progetti con ugello da 0,4mm con stampe di parecchi giorni).
Quindi in sostanza, per chi è nella condizione sopra (o simile), ci si deve assicurare che l’hardware della propria stampante (in primis hot-end ed estrusore, anche se ci sono tante altre variabili) sia in grado di “stare al passo” con l’aumento di diametro ugello (o meglio, extrusion width) ed eventuale aumento di altezza layer.
PS: grazie del consiglio, passerò da un V5 direttamente a un Volcano senza passare per il V6!
Dipende sempre da ciò che uno deve fare. Ad ogni modo tutte le stampanti di GROSSE dimensioni non utilizzano nozzle e hotend standard !