
E’ quasi passato un anno da quando Bambu Lab ha fatto capolino nel mondo della stampa 3D (i primi video pubblicati risalgono ad Aprile 2022) e di certo non è entrata in punta di piedi. Anzi oserei dire che ha proprio scosso tutto l’ambiente della stampa 3D a livello mondiale, nel bene e nel male. Sono partiti a Giugno 2022 con una campagna Kickstarter di successo conclusa con svariati milioni di $ incassati e più di 5.000 unità vendute con una consegna prevista tra luglio e settembre sempre del 2022. Un dato che, statisticamente, non viene mai rispettato nei Kickstarter che solitamente accumulano sempre ritardi di qualche mese/anni. Contro ogni previsione invece hanno consegnato tutto in tempo, sintomo che non avevano poi così bisogno di un Kickstarter dato che il materiale era già pronto a magazzino o quantomeno in fase finale. Solitamente progetti del genere si finanziano prima per procedere con la progettazione e produzione successive invece Bambu Lab è arrivata con i compiti già fatti e attendeva solo di vendere e incassare. Ma la svolta è arrivata qualche mese dopo le prime consegne, circa verso Novembre/Dicembre 2022 dove c’è stata la vera esplosione di richieste di questa stampante da parte di tutti gli utilizzatori sparsi nel mondo. C’è stato un momento nel quale veramente la gente nei vari forum/gruppi diceva: “Se non hai una Bambu sei fuori, devi comprarla assolutamente, vendi quel carrettone di Prusa che ti ritrovi”. E tutto il resto improvvisamente è diventato cacca/obsoleto e da evitare come la peste, con annessi flame / fanboy sfegatati con coltello tra i denti pronti a difendere Bambu Lab in tutto e per tutto, quando fino a 5 minuti prima avevano alle spalle 20 Prusa che gli hanno permesso di vivere e lavorare negli ultimi anni. Seguo la stampa 3D da più di 10 anni e mai come questa volta ho odiato un “Hype” relativo ad una nuova stampante 3D, ribadisco non è colpa di Bambu Lab ma di tutto il contorno che involontariamente si è creato. Questo Hype non si sgonfia perchè effettivamente questa stampante 3D, in particolare la X1C oggetto di questa recensione, ha davvero dato una scossa al mondo della stampa 3D ormai trainata dalle solite uscite CTRL-C / CTRL – V (copia/incolla ndr) e con nessuno spunto degno di nota. Bambu Lab se ne è uscita in un colpo solo con:
- Stampante molto veloce e che stampa bene
- Già assemblata e bella da vedere
- Regolazione automatica del pressure advance con il LIDAR
- Rilevazione primo strato di stampa e fallimento stampe (spaghetti detection)
- Una app dedicata per il controllo da remoto e gestione cloud
- Accelerometro per input shaping
- Firmware proprietario (dietro all’intero progetto ci sono Ex ingegneri della DJI)
- Un nuovo slicer Bambustudio basato su Prusa Slicer (davvero carino)
- Sensori ovunque (ho dovuto comprare svariati calendari…)
- Facile da usare (circa)
- Gestione del multicolore davvero bella con l’AMS (quando funziona è una figata)
- Prezzo troppo basso rispetto alla concorrenza
- Rumorosa quanto un landini testa calda
Sei interessato ad acquistare una stampante Bambu Lab ? Utilizza uno dei link qui sotto per acquistarla direttamente nel sito ufficiale, a te non costa nulla in più ma aiuterai il canale a crescere!
https://bit.ly/compra-bambu-lab-A1
https://bit.ly/compra-bambu-lab-A1-mini
https://bit.ly/compra-bambu-lab-P1P
https://bit.ly/compra-bambu-lab-P1S
https://bit.ly/compra-bambu-lab-X1C
https://bit.ly/compra-filamenti-bambu-lab
https://bit.ly/compra-piani-stampa-bambu-lab
https://bit.ly/compra-AMS-bambu-lab
Bambu Lab è entrata a gamba tesa in un mercato che da troppo tempo attendeva l’uscita della “nuova” (ormai vecchia) Prusa XL che ha subito un sacco di ritardi e cambi di progetto, prendendo di fatto tutta quella fetta di mercato e convertendo anche il più incallito dei Prusisti o facendo spendere quasi 1.900€ anche al semplice stampatore casalingo. Ma non è tutto… forti di questo boom atomico a Novembre 2022 hanno anche fatto uscire una versione economica la P1P che altro non è che una X1C con qualche accessorio in meno per farla costare sotto i 1.000€. Con questo asso di coppe hanno chiuso la partita e hanno iniziato a rastrellare due mercati contemporaneamente: con la X1C quello “prosumer” di chi lavora con service e con la P1P è entrata ancor più nel mercato consumer/casalingo salvo poi capire che la P1P fa gola anche a chi fa service di solo PLA. E via ancora migliaia di unità vendute, il tutto in meno di 6 mesi che è ufficialmente sul mercato.
Come mai è così speciale questa stampante ? Perché ha stregato così tanto tutta la community creando un polverone assurdo ? Semplice: quando abbini un Marketing aggressivo ad un prodotto che fa (quasi) il suo dovere e lo vendi sotto prezzo rispetto al mercato il gioco è fatto. Solo che poi bisogna fare i conti con l’assistenza, i problemi e i ricambi cosa che probabilmente Bambu Lab non ha messo in conto o che probabilmente ha sottostimato pensando di vendere meno unità inizialmente. Parliamo un po’ di questa benedetta stampante ?
UNBOXING
Già da come è organizzato il packaging, nel mio caso parlo della X1C Combo con AMS, si capisce subito che è una stampante nata con l’intento di essere prodotta in moltissime unità cercando di contenere il più possibile i costi e gli sprechi. Lo scatolone è ridotto all’osso, trovo forse l’imballo un po’ troppo leggero se rapportato al peso della stampante (non pesantissima ma nemmeno una piuma) ma devo dire che la mia unità è arrivata senza alcun tipo di problema. Ci sono però parecchie segnalazioni di stampanti arrivate completamente piegate o con i vetri rotti (la scocca è vetro e alluminio), nulla di nuovo in realtà poiché ho visto stampanti consegnate su bancale arrivare piegate comunque. Molto dipende dal corriere ma un filo di imballo protettivo in più lo avrei aggiunto.
L’interno della stampante è stato progettato anche per ospitare tutto il resto del materiale/accessori e l’AMS in particolare: appena arrivata in negozio mi sono detto “ecco si sono dimenticati di spedirmi l’AMS” ma in realtà è tutto contenuto all’interno della stampante, tutto incastrato quasi come un tetris. Ed ecco spiegato molto probabilmente il perchè l’AMS non è stato realizzato di dimensioni più generose per ospitare bobine di formato più grande… semplicemente non ci sarebbe più stato dentro !

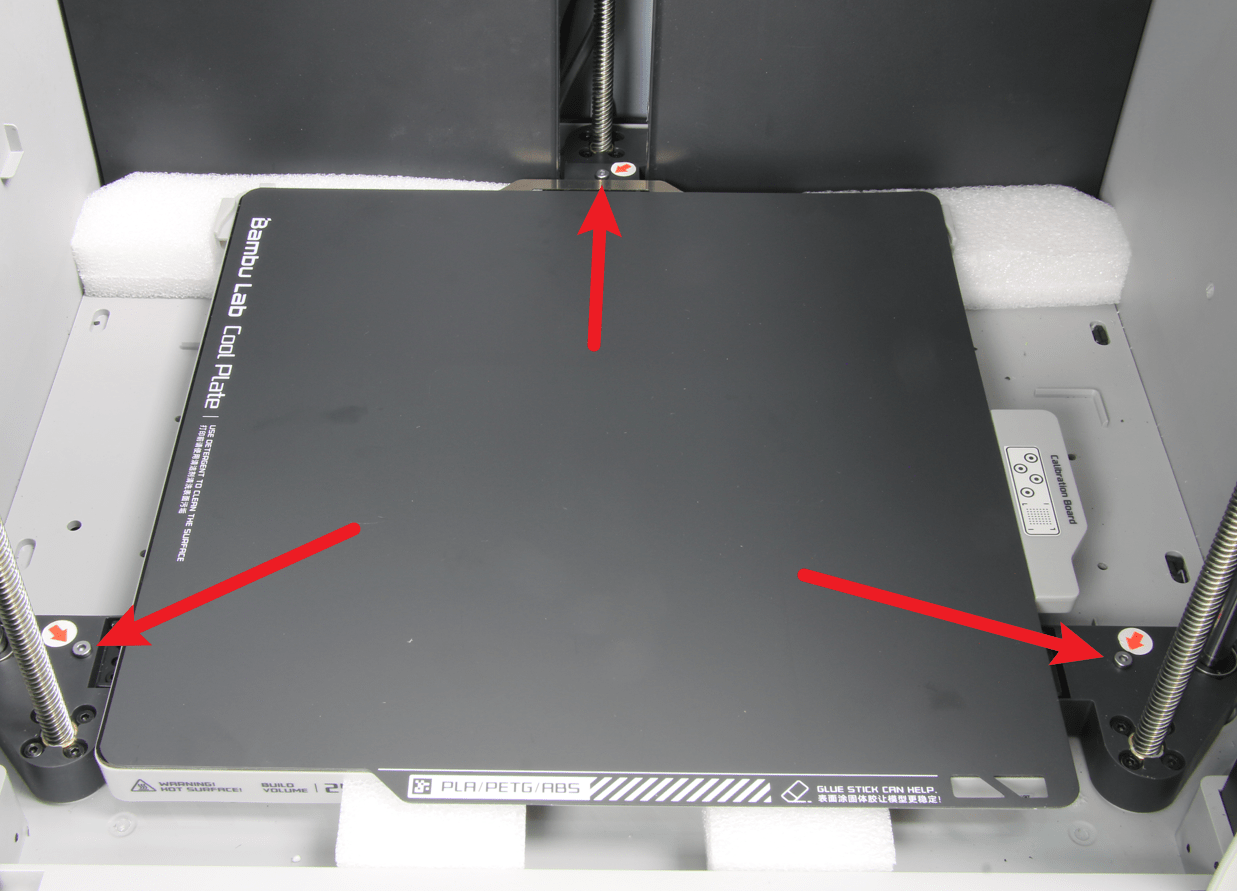
Un piccolo manuale spiega poi quali viti rimuovere per sbloccare il piano di stampa ed altre sicure messe appunto per evitare problemi in fase di spedizione. Nulla da segnalare in questo passaggio anche perchè tutte le viti sono indicate da una bella freccia rossa ed è impossibile sbagliare (e si usa la chiave a brugola in dotazione). Completano il kit poi un hotend di scorta (senza termistore e resistenza), dei ricambi per il teflon di pulizia ugello, un paio di piani adesivi di ricambio, della colla per il piano e qualche altro pezzettino che serve poi per assemblare un piccolo raschietto stampabile dai files già caricati nella memoria della stampante. C’è del materiale in dotazione, molto poco a dire il vero ma comunque potrai provare del PLA, un materiale per i supporti e un Nylon Carbon. NB: manca la scheda Micro SD, se ne devi comprare una opta per qualcosa di non enorme altrimenti non viene letta (non oltre i 32 GB) ti consiglio questa. Nel giro di 10 minuti si è operativi e pronti per l’inizializzazione della stampante e la prima routine di calibrazione automatica.
TELAIO E MOVIMENTAZIONE
Il modello X1C è completamente chiuso / boxato dotata di una porta anteriore (con sensore non ancora attivo al momento) e di un coperchio superiore non incernierato realizzato in vetro (se cade sono cavoli amari…). La scocca esterna è realizzata in alluminio ed è davvero pregevole a livello di finiture e accoppiamenti. La versione X1 (non carbon), che ad oggi non è più disponibile per l’acquisto perchè alla fine tutti prendono la X1C, monta dei pannelli in plastica ma la stampante a livello di movimentazione resta la stessa. Idem vale per la P1P, è identica alle altre due ma non monta una pannellatura di chiusura lasciandola completamente nuda. Scelta che non condivido moltissimo…
Il telaio è in acciaio saldato, seppur leggero da comunque l’impressione di qualcosa di solido. Il punto è che per le velocità e accelerazioni che raggiunge un po’ più di peso alla base non avrebbe guastato. Il resto della scocca è in plastica per la base e parte dell’interno mentre i pannelli esterni sono realizzati in vetro e alluminio (solo la X1C). Per la manutenzione ordinaria hanno reso il tutto agevole e raggiungibile facilmente (non al top ma nemmeno pessimo) ma per alcuni pezzi da cambiare c’è un po’ da tribolare.
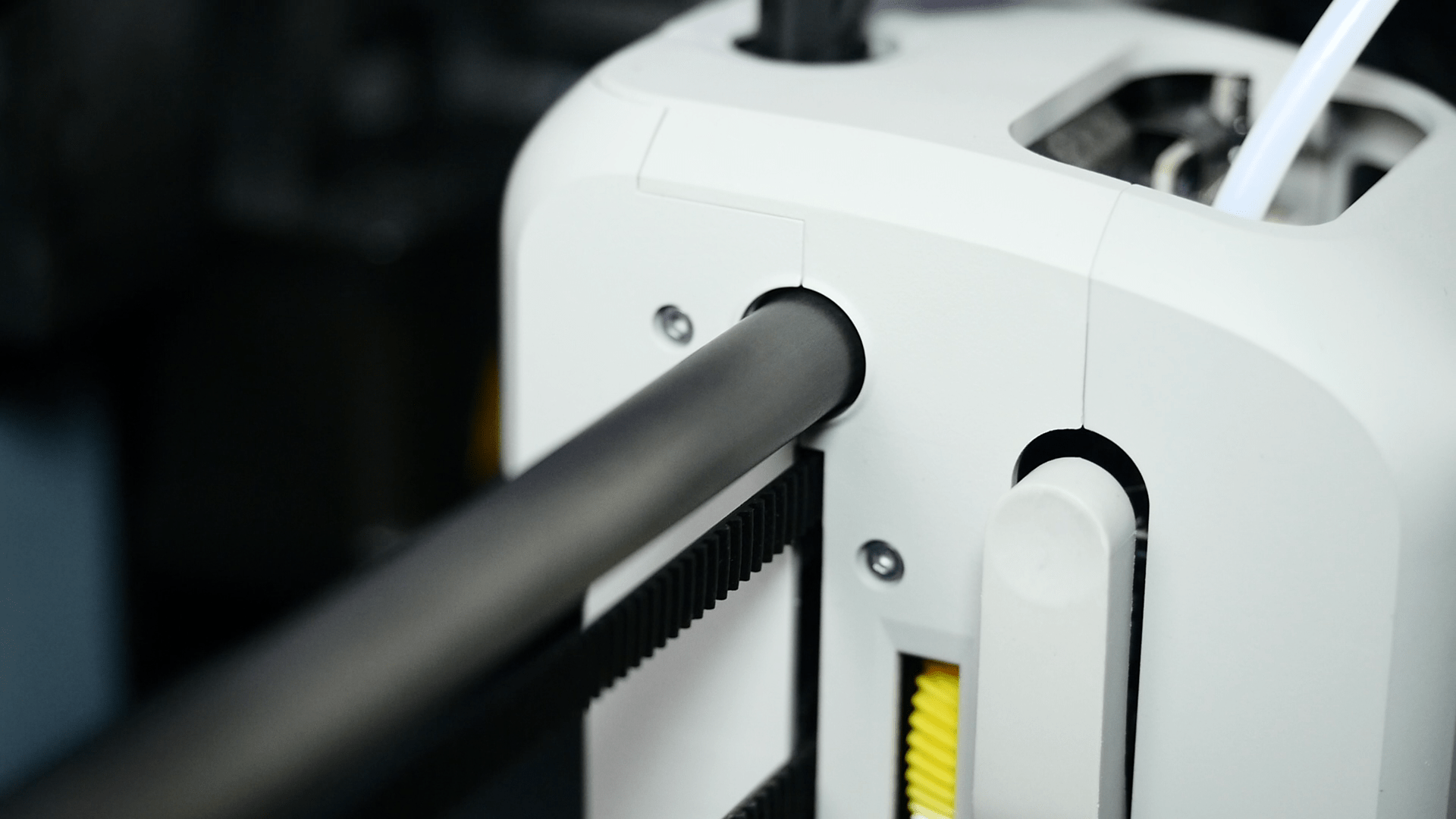
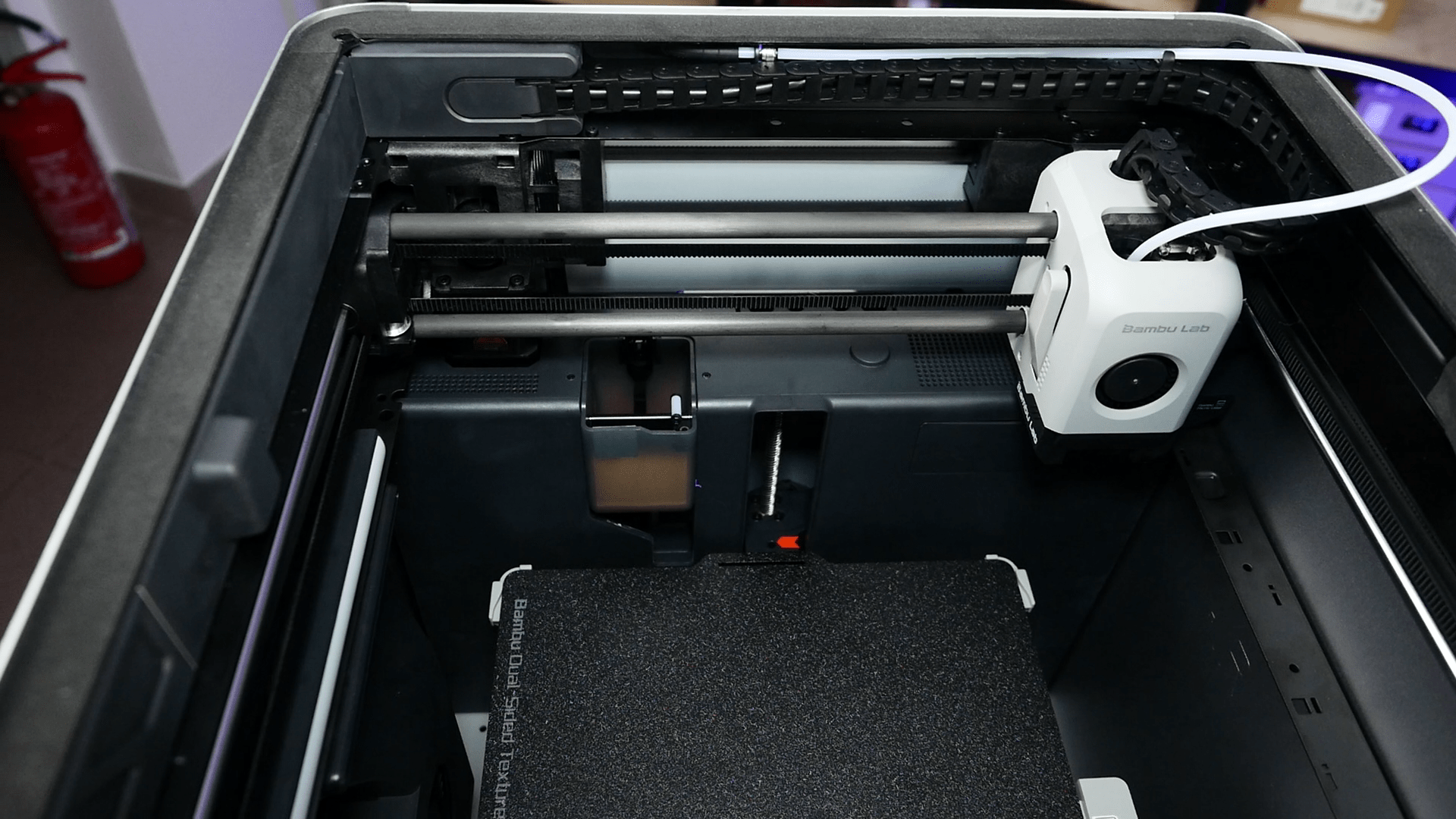
La movimentazione è di tipo CoreXY, rinomata per essere la prima scelta di chi “vuole far andar forte” la propria stampante 3D, mentre le cinghie, pulegge e catena portacavi sono sistemate in modo tale da non lasciare praticamente nulla in vista (merito anche della movimentazione CoreXY che evita di applicare un motore su un asse). L’idea è di un prodotto molto curato, funzionale e bello anche esteticamente. Le barre dell’asse Y sono in acciaio con i carrelli montati su cuscinetti a sfere a manicotto mentre per l’asse X c’è la prima vera introduzione a livello consumer di una movimentazione basata su barre in carbonio e cuscinetti in grafite. Come molti erroneamente pensano, non sono le barre in carbonio a dare il nome alla versione “carbon” in quanto tutta l’attuale linea Bambu Lab (anche la P1P) monta l’asse X con barre in carbonio, il termine carbon è dato alla versione X1C con ugello in acciaio indurito e feeder con ingranaggi rinforzati adatti per stampare materiali abrasivi. Molti hanno sollevato dei dubbi relativi alla durata/usura di una scelta di questo tipo (prendono gioco dopo quante ore ?) ma lo analizzerò più avanti nell’articolo ma la cosa più importante è di non ingrassare per nessun motivo le barre in carbonio. Solo pulirle bene.
La stampante si muove molto, tienilo in considerazione quando sceglierai il luogo in cui sistemarla. Un tavolo ben solido è più che sufficiente (alcuni mettono delle basi in cemento) ma ricorda che a velocità massima prossima a 450 mm/s con accelerazioni da 20.000 mm/s2 inizierà comunque a vibrare sensibilmente. E te ne accorgerai anche dal rumore prodotto, se te lo stai chiedendo la X1C e la P1P non sono stampanti silenziose. Per nulla, nemmeno con i piedini gommati che Bambu Lab stessa vende come accessorio.
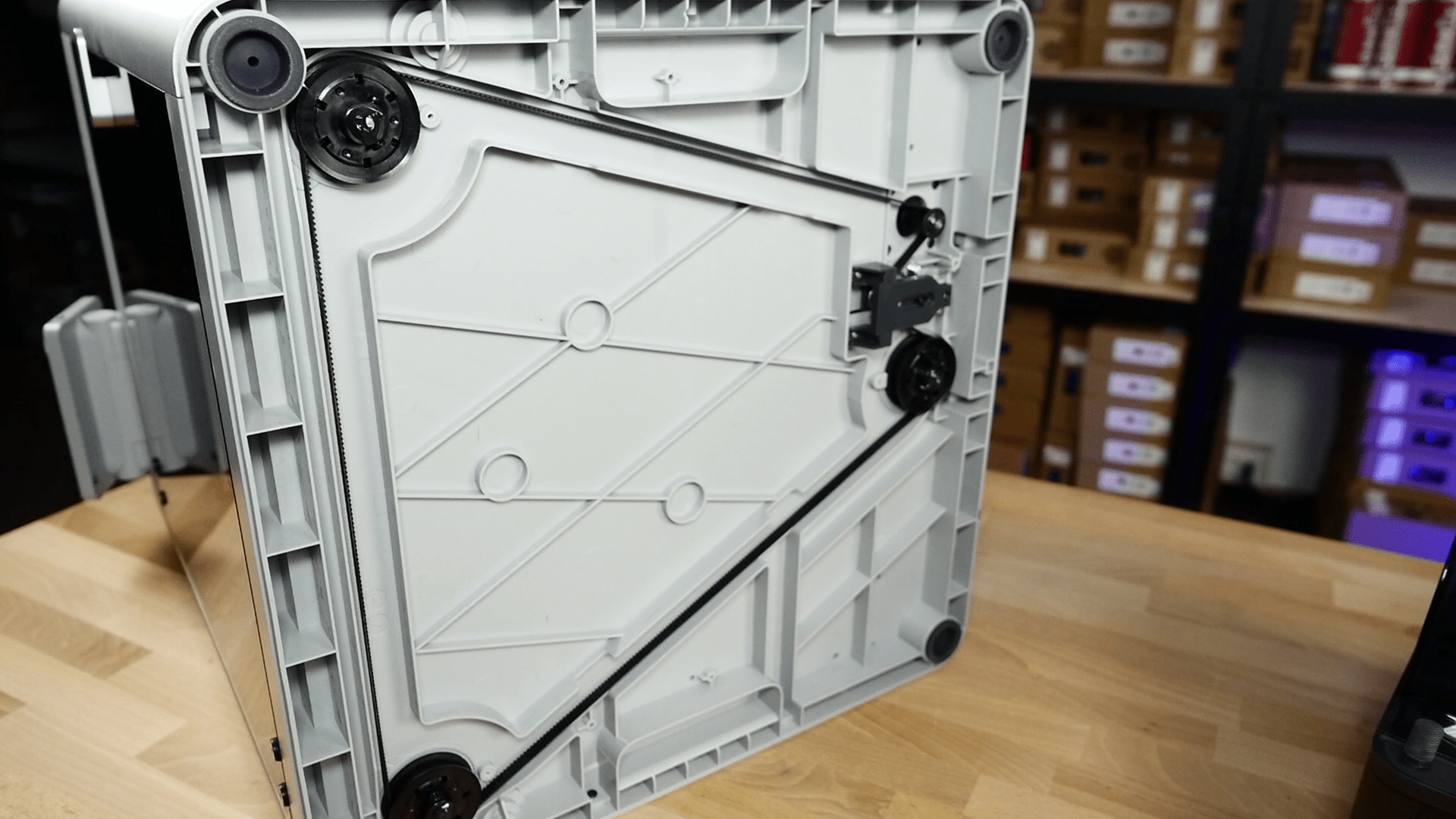
L’asse Z presenta tre barre trapezie, due davanti e una posteriore con cuscinetti in testa con scorrimento su barre in acciaio con cuscinetti a manicotto (nelle ultime versioni sono stati anche “allungati” per risolvere alcuni problemi della Z). La movimentazione è affidata ad un singolo motore stepper e una cinghia di sincronizzazione posta al di sotto della macchina, basta capovolgerla per vederla.
PIANO DI STAMPA
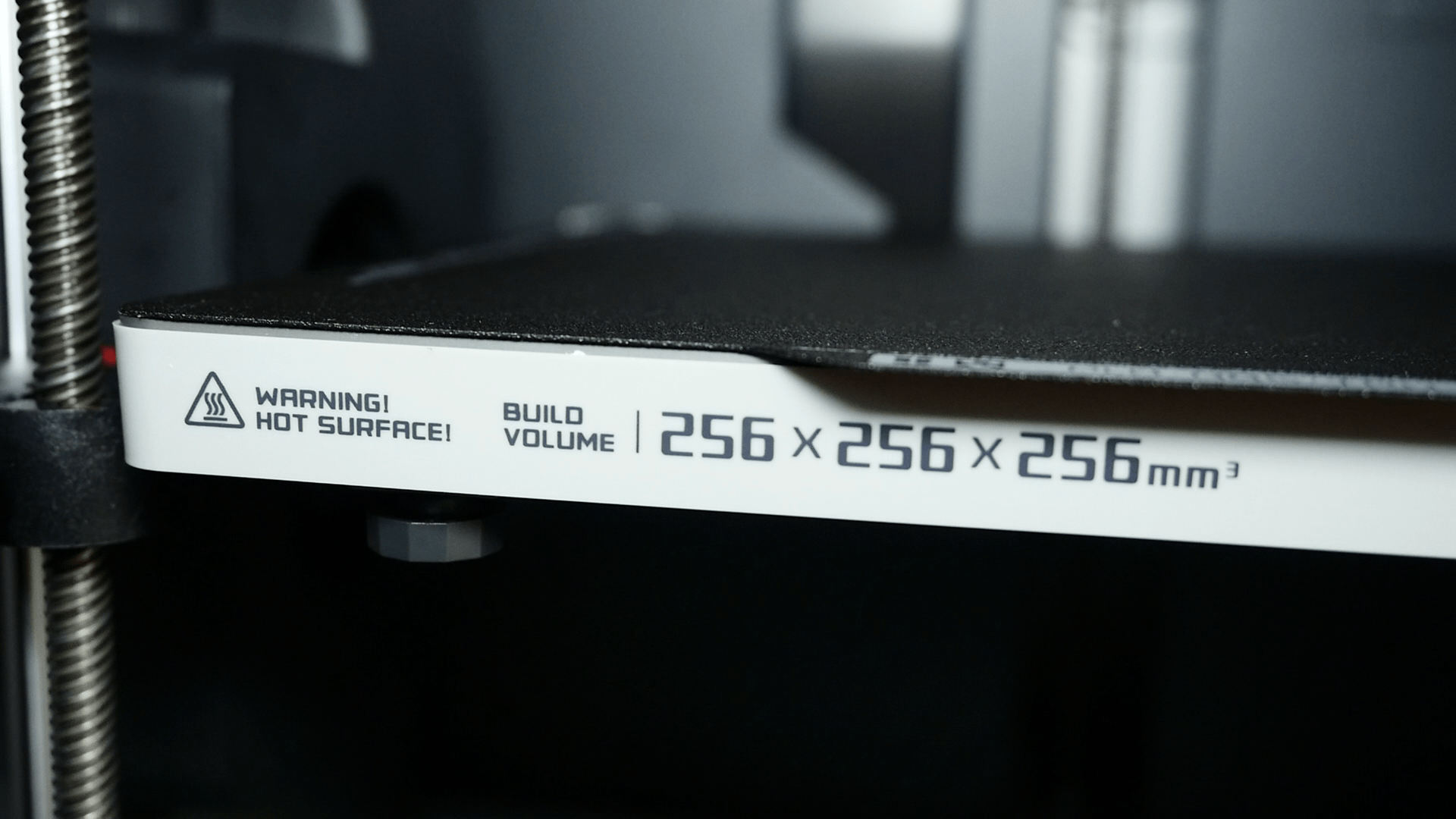
Molti si lamentano delle dimensioni del piano di stampa di 26X26 cm (in altezza sempre 26 cm) ma in realtà li trovo perfetti per un utilizzo sia a livello lavorativo che casalingo. Certo se devi stampare l’uomo tigre in scala 1:1 magari valuta un altro tipo di stampante !
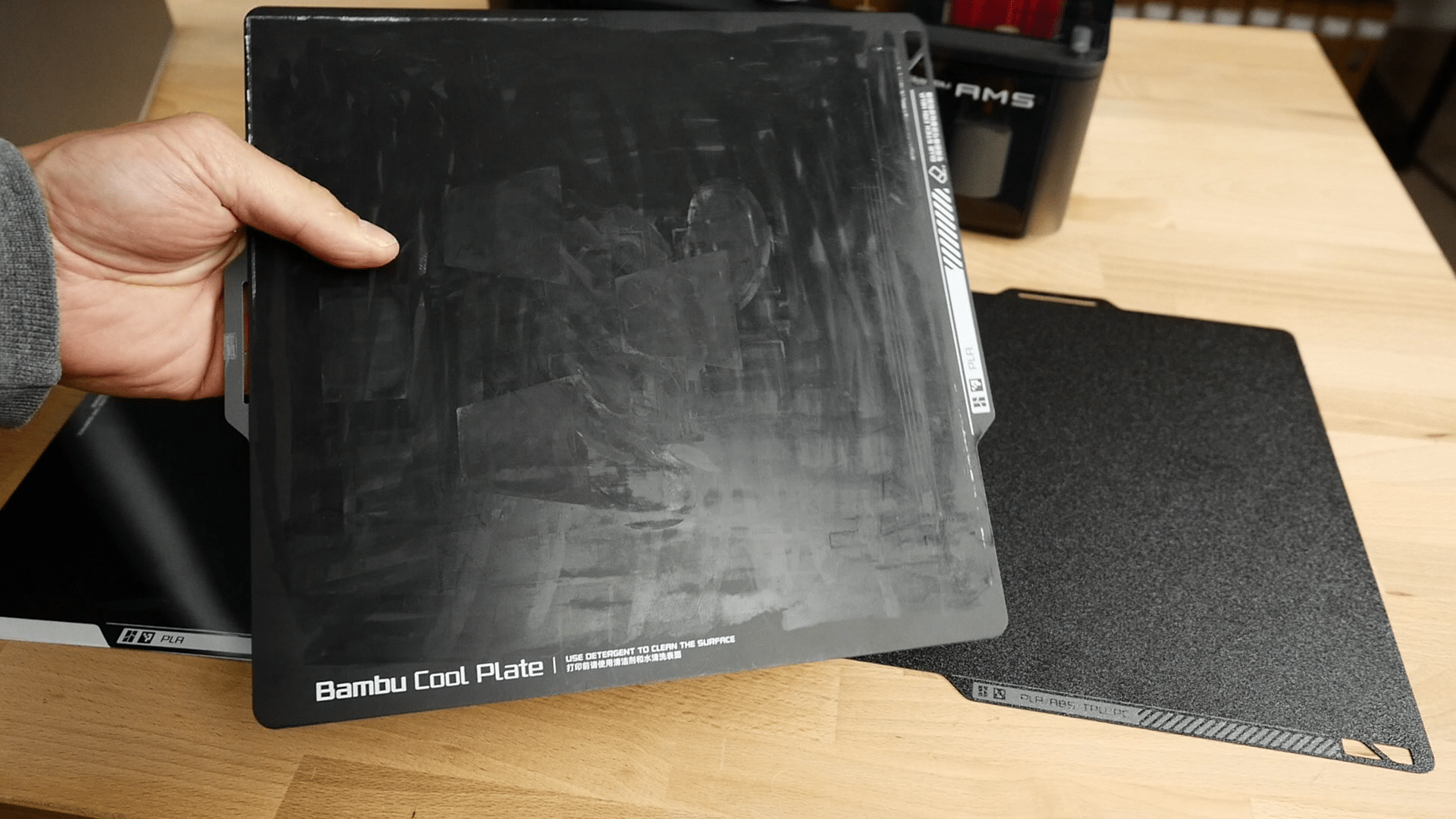
Il piano è alimentato a 220V e si scalda molto rapidamente (120° per la X1C e 100° per la P1P), dispone di un pad magnetico (bello forte) e di un piano di stampa flessibile realizzato con un lamierino con applicato sopra un adesivo o un coating particolare. La distribuzione del calore è uniforme e non ci sono zone molto più fredde rispetto ad altre. Attualmente esistono 3 tipologie di piani:
- Piano freddo/cool plate (adesivo) fatto per stampare principalmente PLA dato che aderisce agevolmente anche con piano freddo o leggermente tiepido. Perchè questo piano ? Semplicemente perchè hanno voluto intenzionalmente evitare i problemi di surriscaldamento della gola e dell’hotend quando si lavora in camera chiusa e con piano riscaldato a temperature >50°. Questo fenomeno è chiamato heat creep/risalita del calore e si verifica principalmente con materiali basso fondenti come PLA, PVA e alcuni PETG. Non a caso Bambu Lab dice di stampare il PLA con il coperchio superiore aperto e sopra i 35° di temperatura della camera di stampa attiva anche la ventola in estrazione per regolare ed abbassare la temperatura. Con tutti gli altri materiali solitamente resta spenta. La colla che danno in dotazione non serve per migliorare l’adesione dei pezzi ma, contrariamente a quanto uno potrebbe pensare, evita che a piano nuovo possano attaccarsi troppo rovinando poi tutto durante la rimozione. PS: è in arrivo anche un nuovo piano Cool Plate che non richiede l’applicazione della colla.
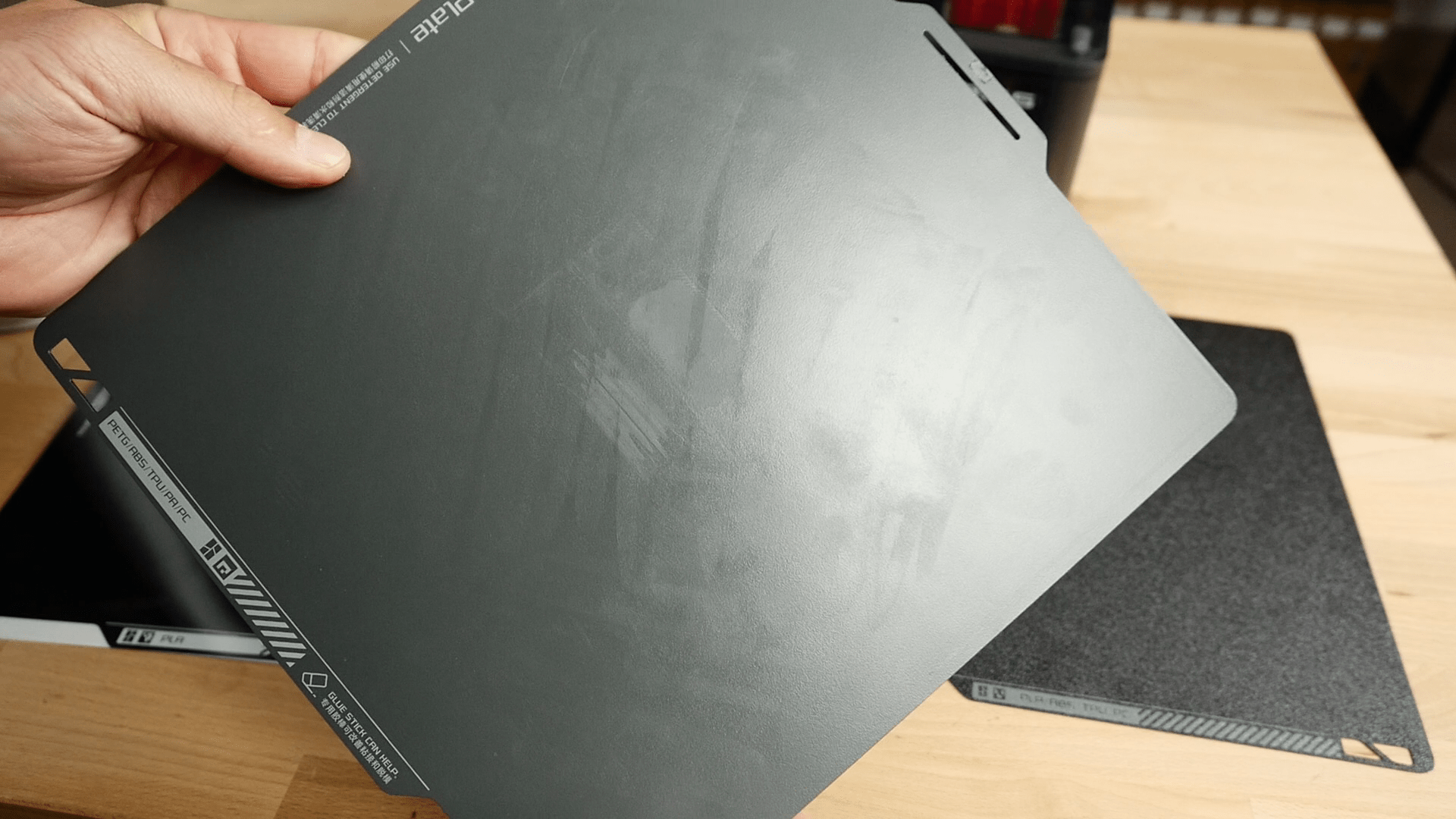
- Il piano Engineering (coating) è dall’altro lato di quello cool e si utilizza per tutti i materiali che legano bene con i piani in PEI quindi PLA, PETG, ABS, TPU, PC ma nessuno vieta di applicare sopra altri additivi per stampare materiali come PP, Nylon, PC PBT ecc ecc.
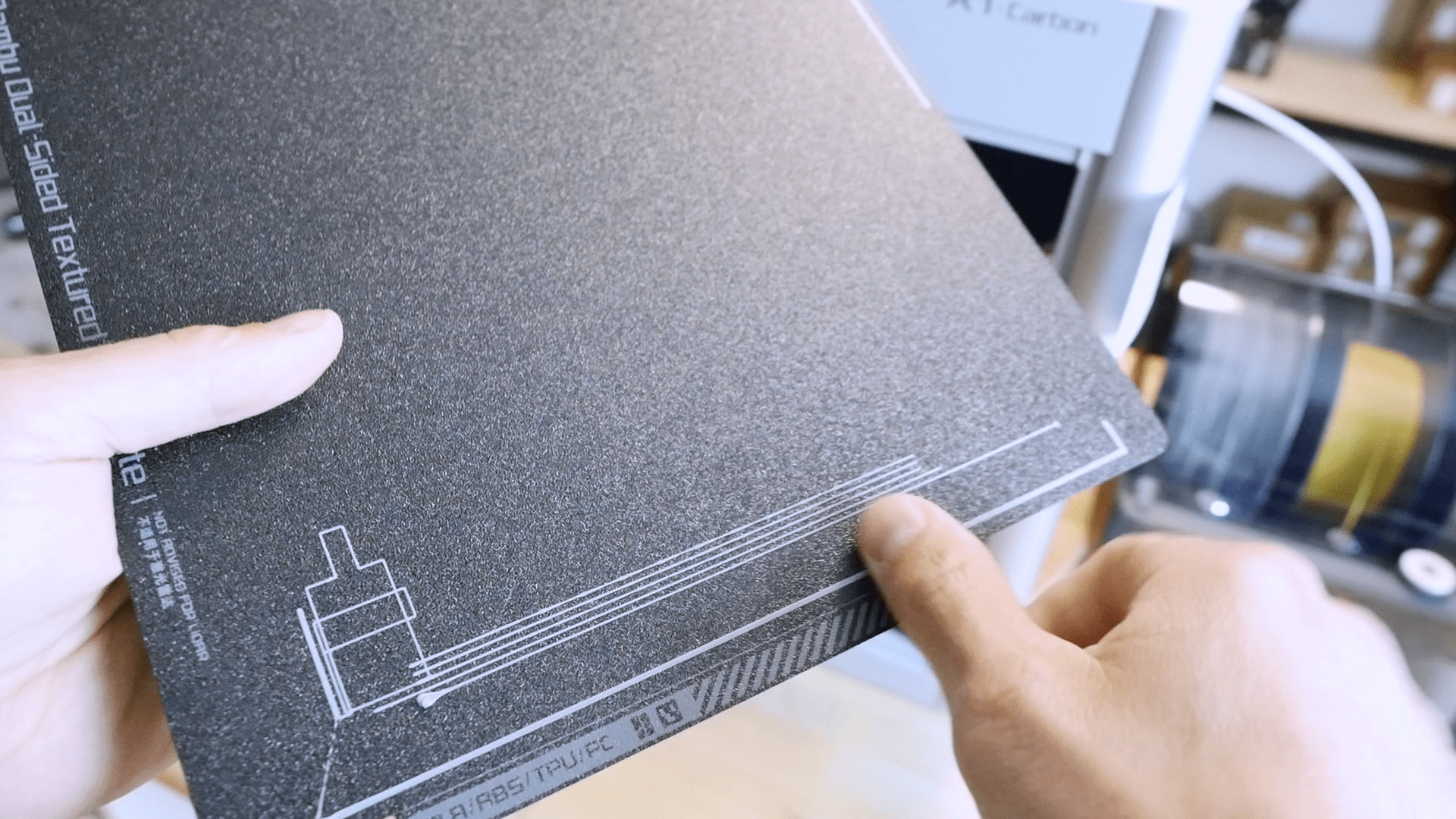
- Il piano Textured (coating) è quello che mi piace di più di tutti, lo utilizzo quando devo realizzare degli oggetti che al primo strato devono essere perfetti e con una piacevole finitura a buccia d’arancia. NB: attenzione che per il momento crea qualche grattacapo con la calibrazione del pressure advance e il Lidar.

In commercio esistono altri piani realizzati da altri produttori, alla fine essendo magnetico basta trovare chi li realizza su misura tagliandoli laser. In questo periodo vanno molto quelli con finitura “carbonio” e piano piano stanno tornando quelli in vetro perché i limiti del piano magnetico, come avevo già abbondantemente detto in un mio precedente video, si notano specialmente con materiali che tendono al warping: restano ben ancorati al piano di stampa ma quando il pezzo si curva anche il piano in acciaio solleva gli angoli. Ricorda poi che all’aumentare della temperatura del piano di stampa diminuisce anche la proprietà magnetica del pad che tiene saldo il piano di stampa, non siamo ai livelli delle temperature di Curie ma parliamo di un effetto transitorio e non permanente.
Ogni piano è dotato di un piccolo codice simil QR code che viene scansionato ad inizio stampa in modo tale da esser sicuri che il piano selezionato nello slicer sia poi effettivamente quello messo in stampa. Per chi non desidera questa funzionalità perché vuole testare piani senza tag, si può disattivare tutto dalle impostazioni. O per i più smaliziati basta ristamparsi i tag e applicarli sui piani custom.
L’autolivellamento non utilizza il classico tastatore tipo bl-touch o quello capacitivo/induttivo, ma sfrutta delle celle di carico ceramiche poste al di sotto del piano stesso. In sostanza l’ugello tocca sul piano in fase di azzeramento e al minimo tocco viene rilevata la pressione esercitata e registrato il punto di contatto. Fa la classica mesh di livellamento e la tiene in memoria solo fino a quando non viene spenta la stampante, trovo questa operazione un po’ tediosa perchè sarebbe molto più comodo salvarla nella eeprom e richiamarla ad ogni inizio stampa, alla fine i pezzi si staccano dal piano magnetico e non come una volta direttamente sul piano di stampa.
Curiosa invece la routine di pulizia ugello prima della tastatura, in fondo al piano flessibile c’è una zona dedicata dove l’ugello si schiaccia letteralmente contro il piano di stampa per togliere ogni tipo di residuo. Essendo iper sensibile la cella di carico, se dovesse esserci anche il minimo residuo verrebbe falsata tutta la calibrazione. Completa il quadro di pulizia anche una piccola spatolina sulla quale l’ugello passa avanti e indietro per togliere ogni tipo di residuo.

Ma la leggenda dei piani storti e incurvati ? Nessuna leggenda è una cosa risaputa e anche già discussa da Bambu Lab stessa in questo articolo. Se dovesse capitarti un piano curvato sangue freddo e contatta l’assistenza per la sostituzione (pregando che rispondano in tempi celeri…). Nel frattempo potrai comunque stampare, le tue stampe non ne risentiranno più di tanto in molti nemmeno si accorgeranno di avere quel problema !
HOTEND – FEEDER – LIDAR
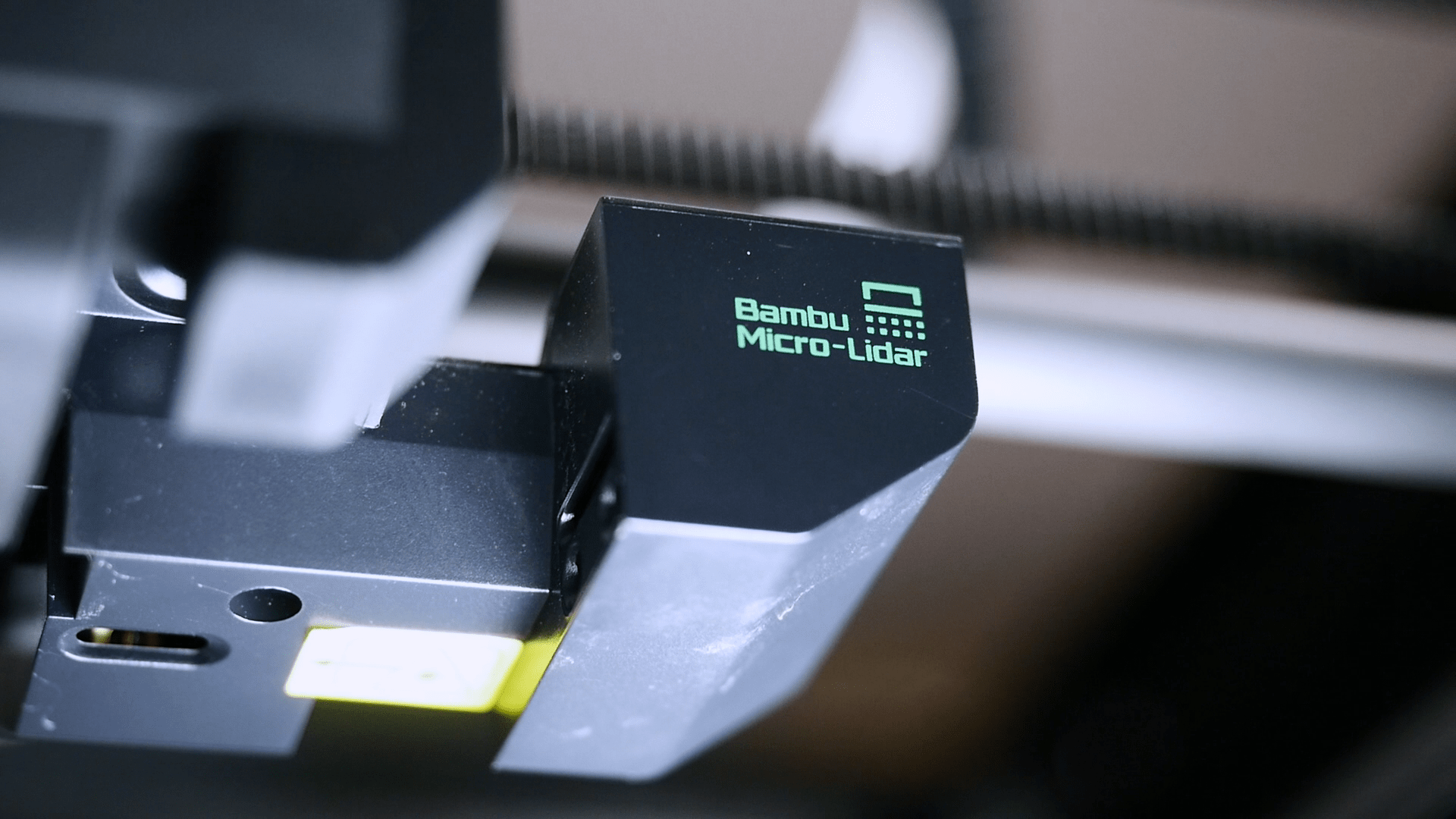
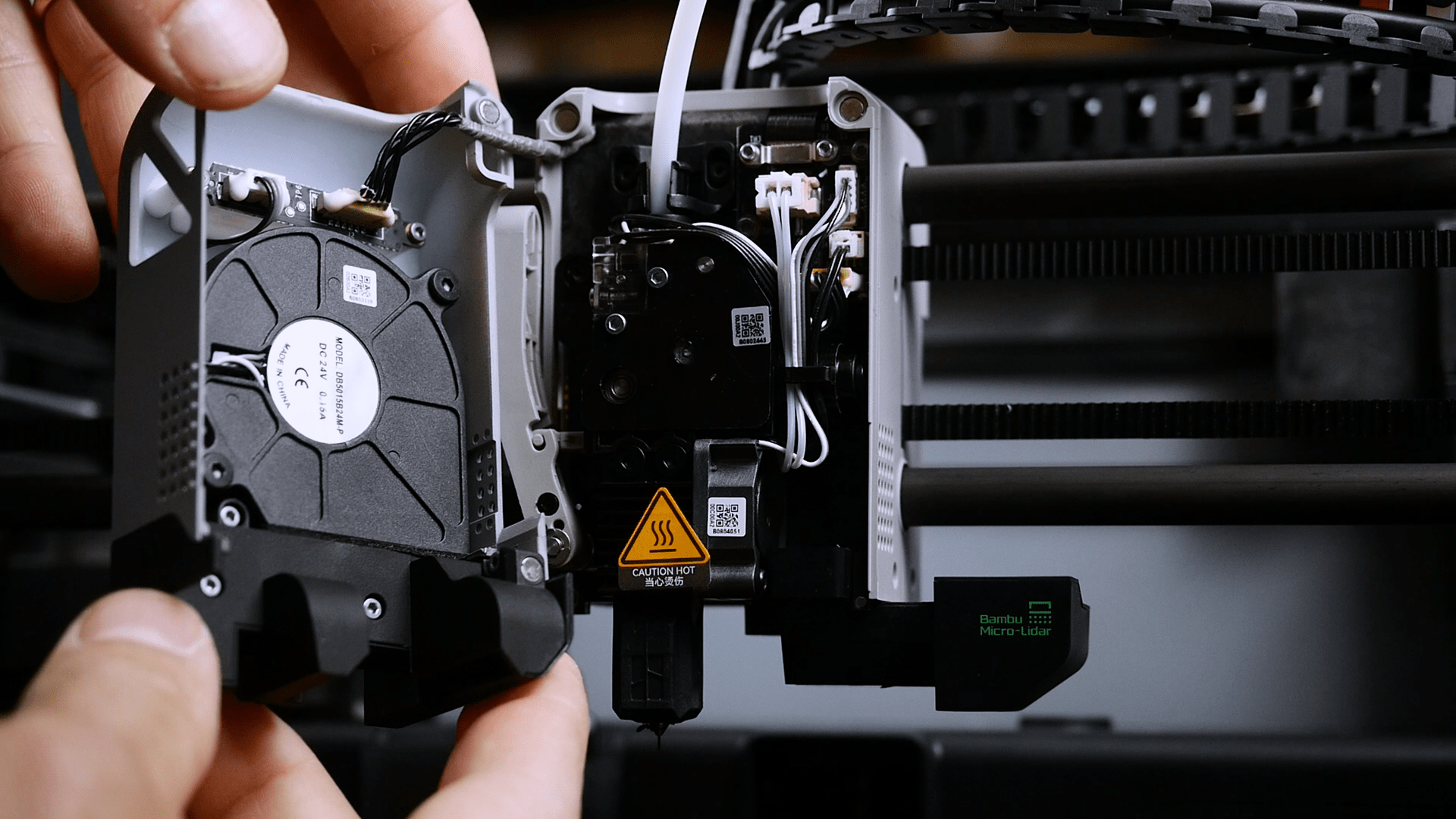
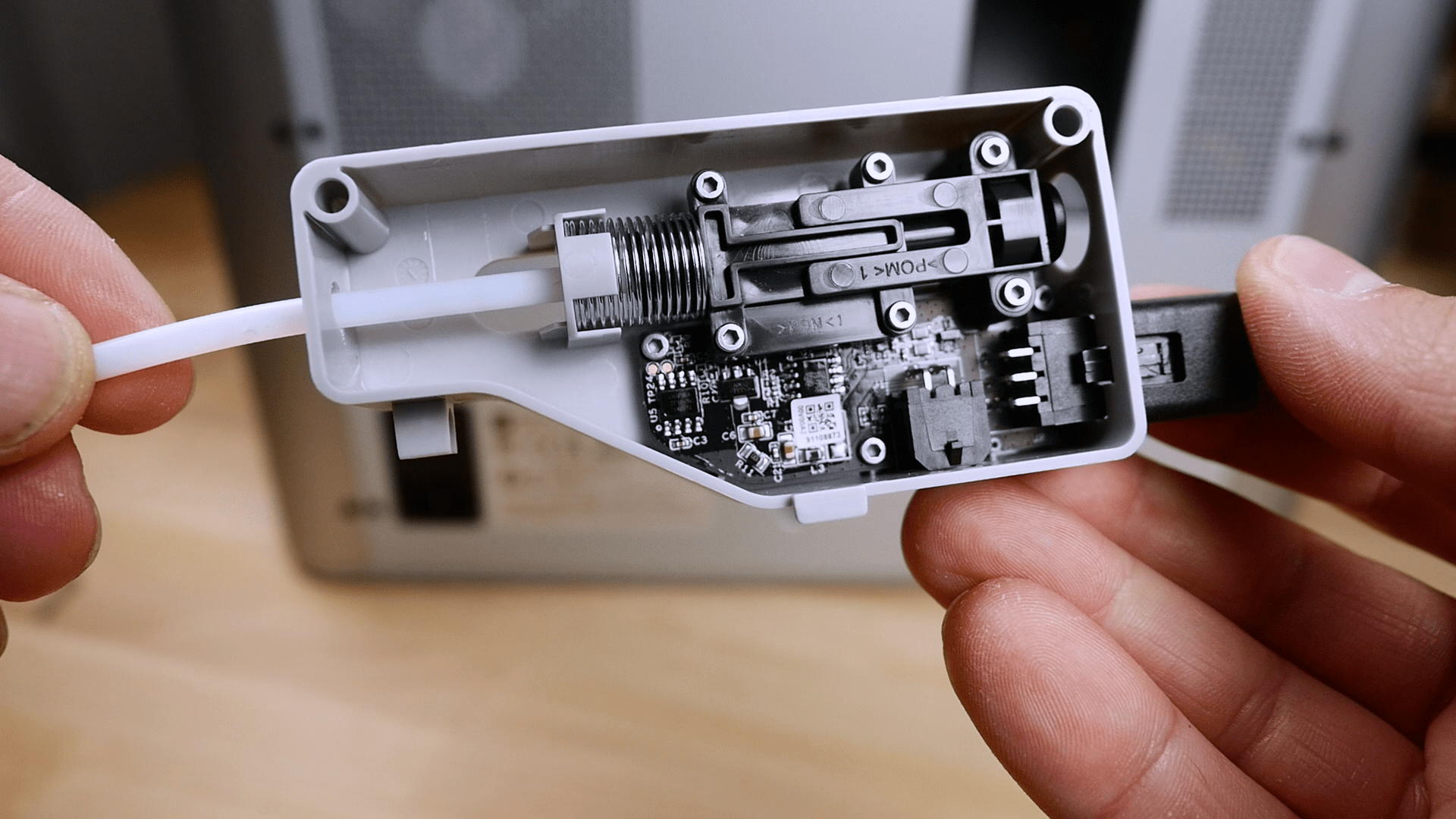
In questa parte della stampante si concentra praticamente tutta la parte innovativa introdotta da Bambu Lab, la testa di stampa è molto compatta (per ridurre peso) e per la manutenzione si accede semplicemente staccando la cover anteriore (quella con il logo illuminato) che è fissata con dei magneti.
Il motore di estrusione è un piccolo Nema 14 accoppiato ad un semplicissimo feeder/estrusore a doppia ghiera davvero compatto, c’è la versione in acciaio inossidabile oppure quella in acciaio indurito nella quale cambiano solo le due ruote dentate/godronate internamente per renderlo meno soggetto all’usura con materiali più abrasivi. Guardandola da fuori sembrerebbe una stampante di tipo bowden per via del tubo in PTFE che arriva alla testa ma in realtà è un direct drive poiché il motore di estrusione è posto proprio sopra all’hotend. Il tubo in PTFE serve solo come guidafilo. All’interno della scocca è poi presente una scheda che gestisce tutte le connessioni con i vari componenti e integra al suo interno dei sensori di rilevamento presenza filo e il tanto nominato accelerometro necessario per la calibrazione dell’input shaping o “vibration compensation” come lo chiama Bambu Lab.
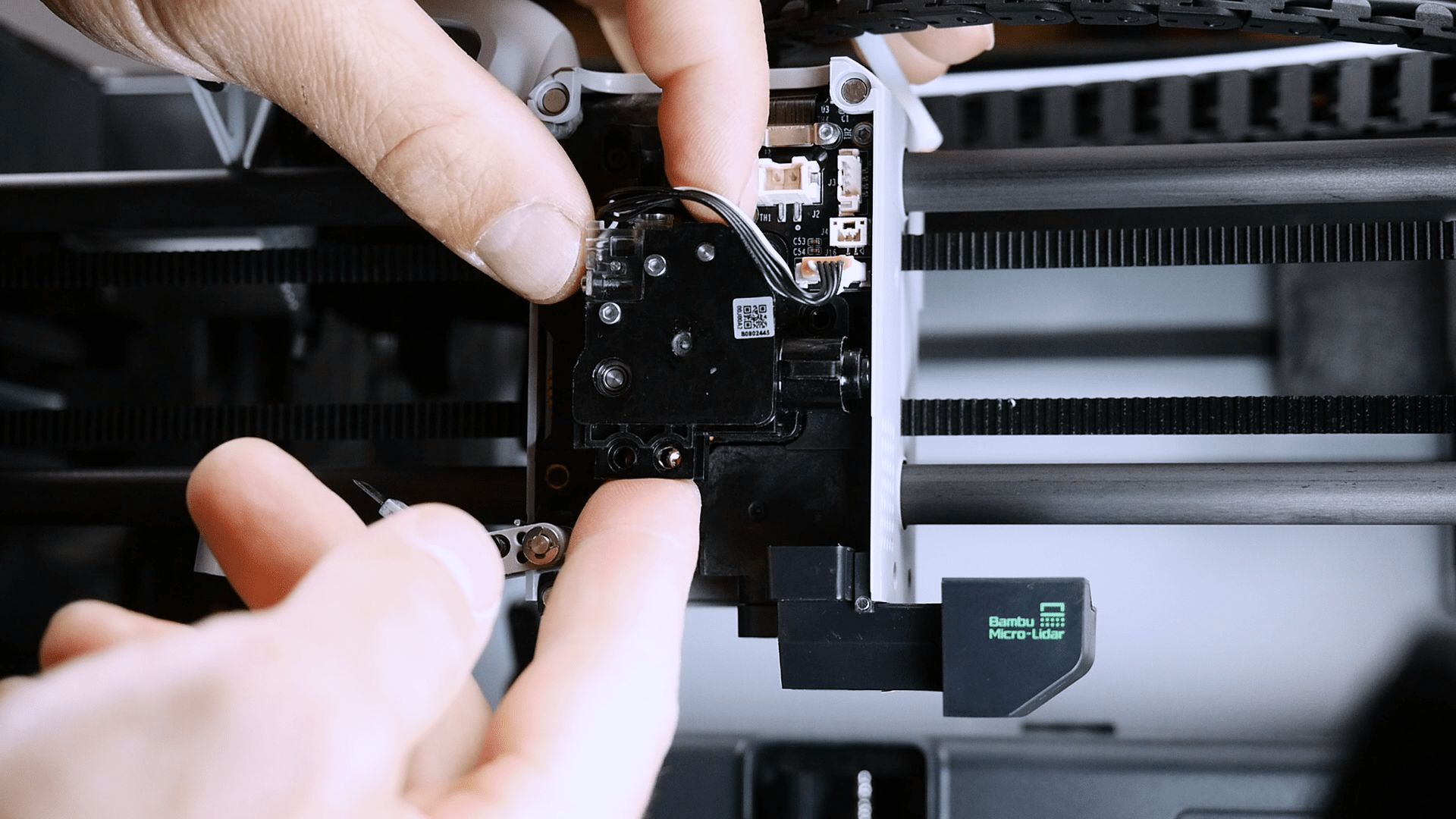
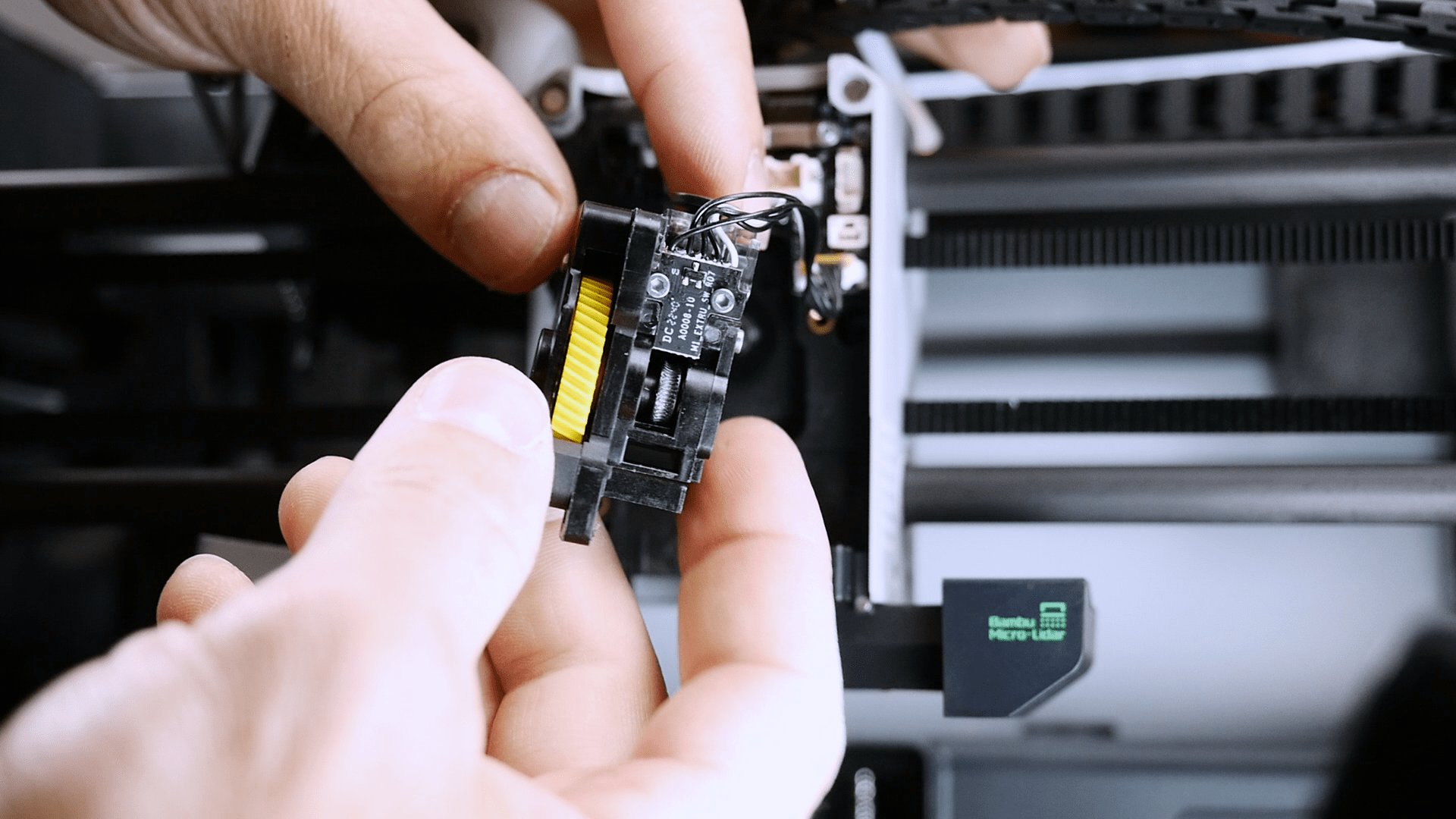
E’ presente anche una grossa leva laterale che inizialmente uno può pensare sia quella di regolazione della spinta della ruota godronata in realtà si tratta della lametta che taglia il filamento durante i cambi colore lasciando un piccolo tratto all’interno dell’hotend. Va periodicamente cambiata (ci sono dei ricambi nella confezione) in genere quando si vede che fatica a tagliare il filamento di netto. Ho fatto diverse stampe (PLA E PETG) con migliaia di cambi colore e taglia ancora perfettamente, sono curioso di capire quanto possa durare nel caso di soli filamenti caricati e abrasivi.
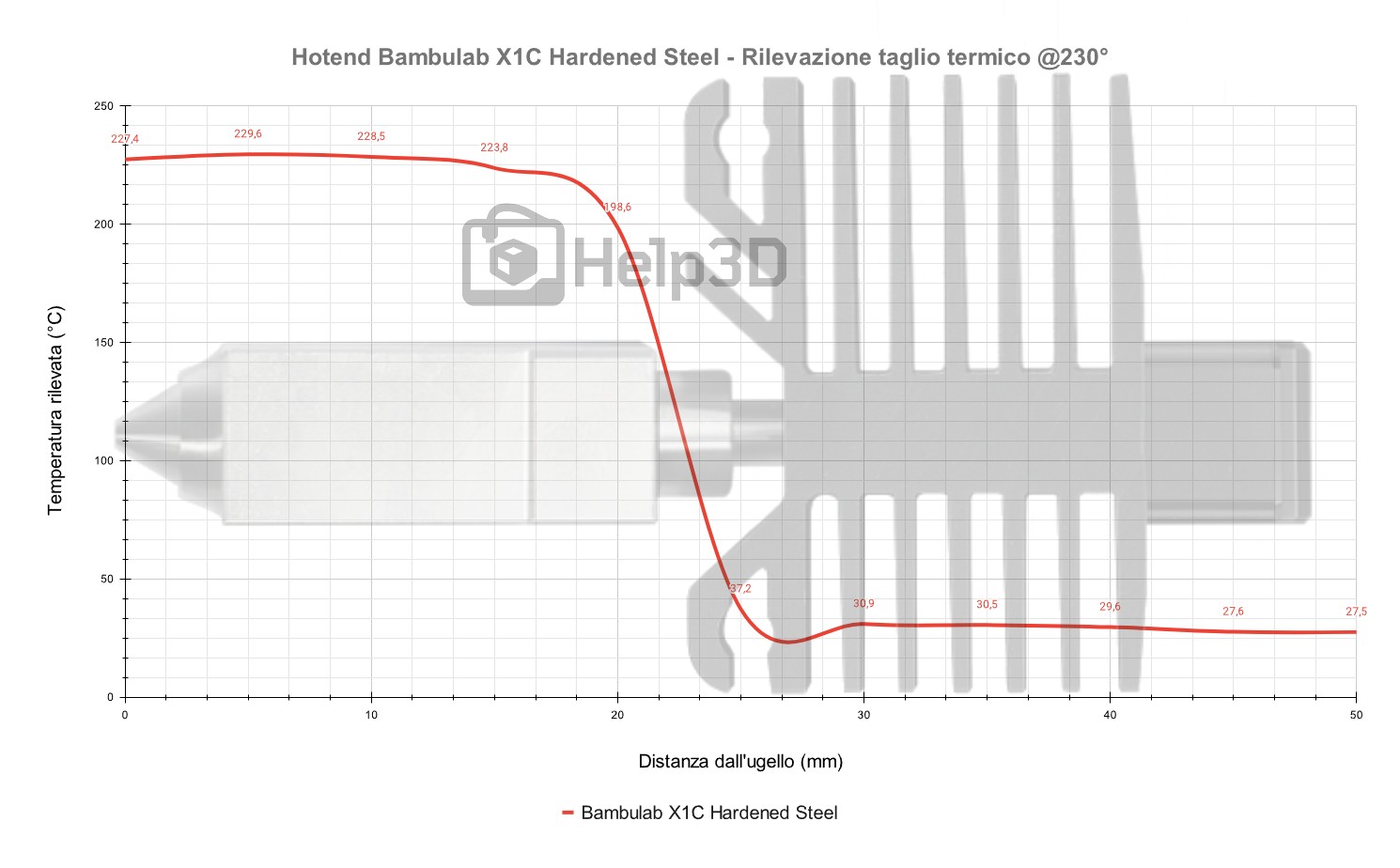
L’hotend sembra quasi uno scherzo da quanto piccolo è, tutto il blocco misura meno di 50 mm compreso il dissipatore. La zona di taglio termico è stata ben dimensionata e da mie misurazioni ho rilevato una caduta della temperatura davvero netta nella zona della gola. Nonostante una piccola ventola dedicata sul dissipatore, per ammissione di Bambu Lab stessa, questo tipo di hotend all metal potrebbe risentire del fenomeno della heat creep che avevo menzionato precedentemente. Non è un problema solamente di Bambu Lab ma di tutte quelle stampanti che lavorano a camera chiusa, piano riscaldato e una dissipazione del calore affidata solamente ad una ventola. Ad un certo punto il taglio termico della gola in acciaio perde di efficacia e con materiali basso fondenti come il PLA potrebbero esserci problemi di intasamento della gola. La soluzione perfetta sarebbe quella di adottare un raffreddamento a liquido per la zona del taglio termico ma non è il caso su questo segmento di mercato. Basta non esagerare con le temperature del piano e avere l’accortezza di utilizzare il coperchio aperto se dovesse fare molto caldo.
L’ugello così come il blocco riscaldante sono un tutt’uno con la gola e il dissipatore, sono stati probabilmente assemblati a pressione/interferenza. L’ugello è integrato nel minuscolo blocchetto di riscaldamento quindi non è rimovibile se non cambiando tutto il gruppo dal dissipatore in giù (il ricambio costa davvero poco). Sono disponibili diversi diametri, 0.2 – 0.4 – 0.6 – 0.8 nelle versioni acciaio inossidabile e acciaio indurito. Personalmente consiglio di prendere il kit completo con la ventola e riscaldatore ceramico e termistore già installati, la differenza di prezzo è davvero poca e si ha già un hotend completo pronto all’uso. Diversamente bisogna smontare da quello vecchio la piastrina ceramica di riscaldamento e il termistore per installarli in quello nuovo utilizzando della pasta termica… nulla di allucinante però lo trovo meno comodo rispetto alla classica cartuccia riscaldante fissata con un grano.


Certamente la soluzione (scomoda) completamente progettata da Bambu Lab e non rimaneggiata da altri hotend in commercio, ha ridotto i tempi di riscaldamento (fulminea) e i pesi delle masse sospese. A livello di performance dichiarano circa 30 mm3/s di portata volumetrica ma sono da testare con calma e con metodo, personalmente non sono riuscito ad andare oltre i 26 mm3/s ma stiamo comunque parlando nella realtà di portate che si raggiungono oltre i 350 mm/s considerando una altezza layer da 0.2 mm e un ugello da 0.4 mm. La stampante dichiarano lavorare a 500 mm/s ma effettivamente non l’ho ancora vista stampare con successo a quella velocità, anche perchè dando uno sguardo ai profili di stampa nello slicer troviamo le velocità massime impostate a 500 mm/s ma nella tab del filamento il collo di bottiglia è dato dalla portata volumetrica impostata a 21 mm3/s (che corrisponde a circa 280 mm/s ed è un bell’andare…).
In commercio si trovano già degli hotend “after market” che permettono l’installazione dei classici ugelli con filettatura M6, personalmente valuterei questa soluzione solo per montare gli ugelli ad alto flusso della CHT altrimenti resto dell’idea che il loro hotend vada più che bene per l’estrusione di materiali fino a 300°. Completa l’hotend una cover/calzino in silicone.
La ventilazione sul pezzo è bella potente, il ventolone centrale che si vede dalla cover esterna è una ventola radiale canalizzata poi su due vie per far in modo di avere un raffreddamento uniforme della parte stampata. Ma come ben si sa, più si va veloce e più la ventilazione (specialmente con il PLA) diventa fondamentale ed è necessaria una ventola esterna radiale aggiuntiva che soffia tangenziale sempre allo stesso livello dell’ugello. Nella X1C arriva già installata mentre per la P1P viene venduta come optional e, visto il prezzo, consiglio di installarla da subito. Si controlla da Gcode e può essere attivata anche parzialmente e non sempre accesa o spenta. Semplice, funzionale ma davvero troppo rumorosa.
Sei interessato ad acquistare una stampante Bambu Lab ? Utilizza uno dei link qui sotto per acquistarla direttamente nel sito ufficiale, a te non costa nulla in più ma aiuterai il canale a crescere!
https://bit.ly/compra-bambu-lab-A1
https://bit.ly/compra-bambu-lab-A1-mini
https://bit.ly/compra-bambu-lab-P1P
https://bit.ly/compra-bambu-lab-P1S
https://bit.ly/compra-bambu-lab-X1C
https://bit.ly/compra-filamenti-bambu-lab
https://bit.ly/compra-piani-stampa-bambu-lab
https://bit.ly/compra-AMS-bambu-lab
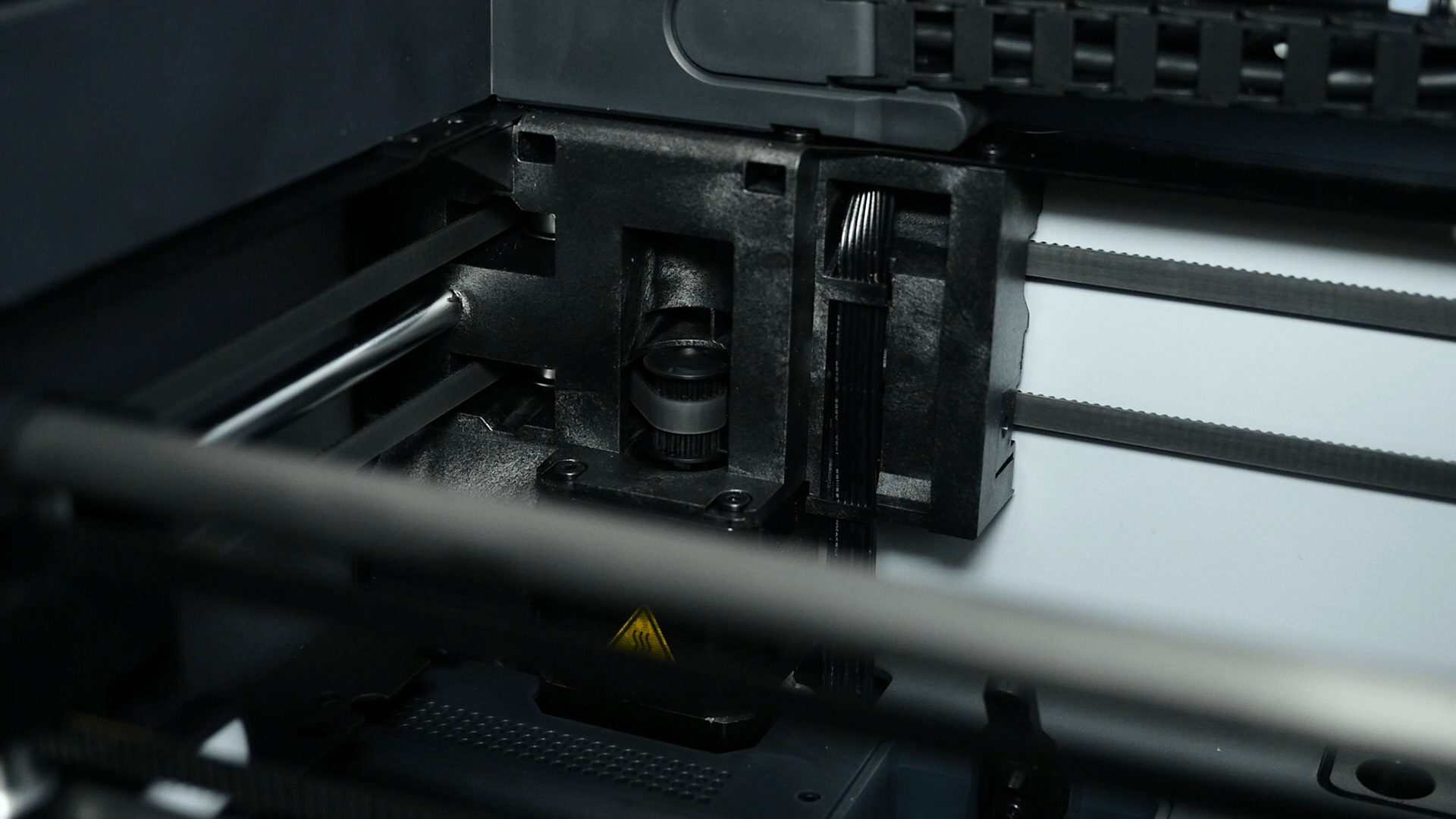
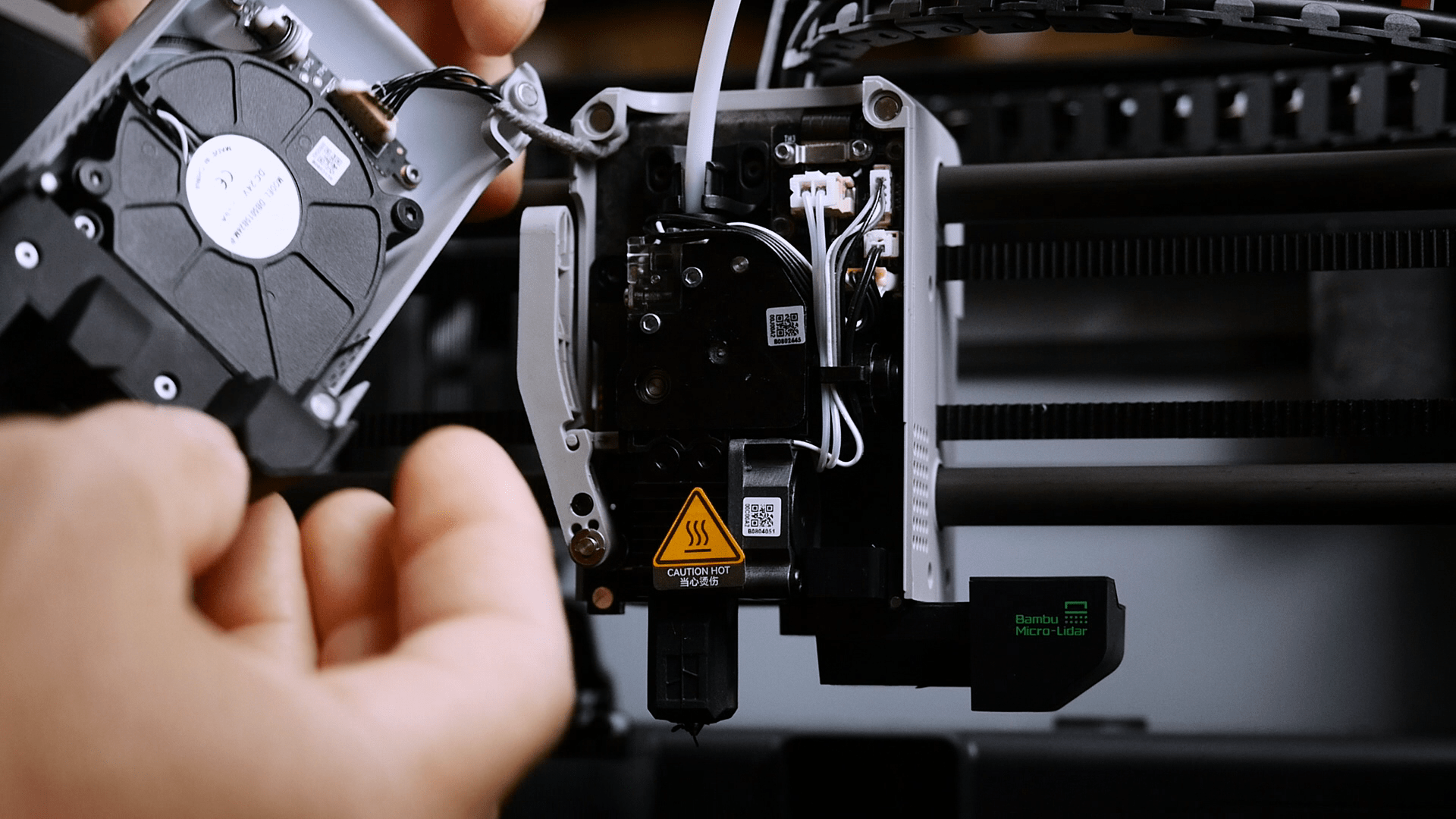
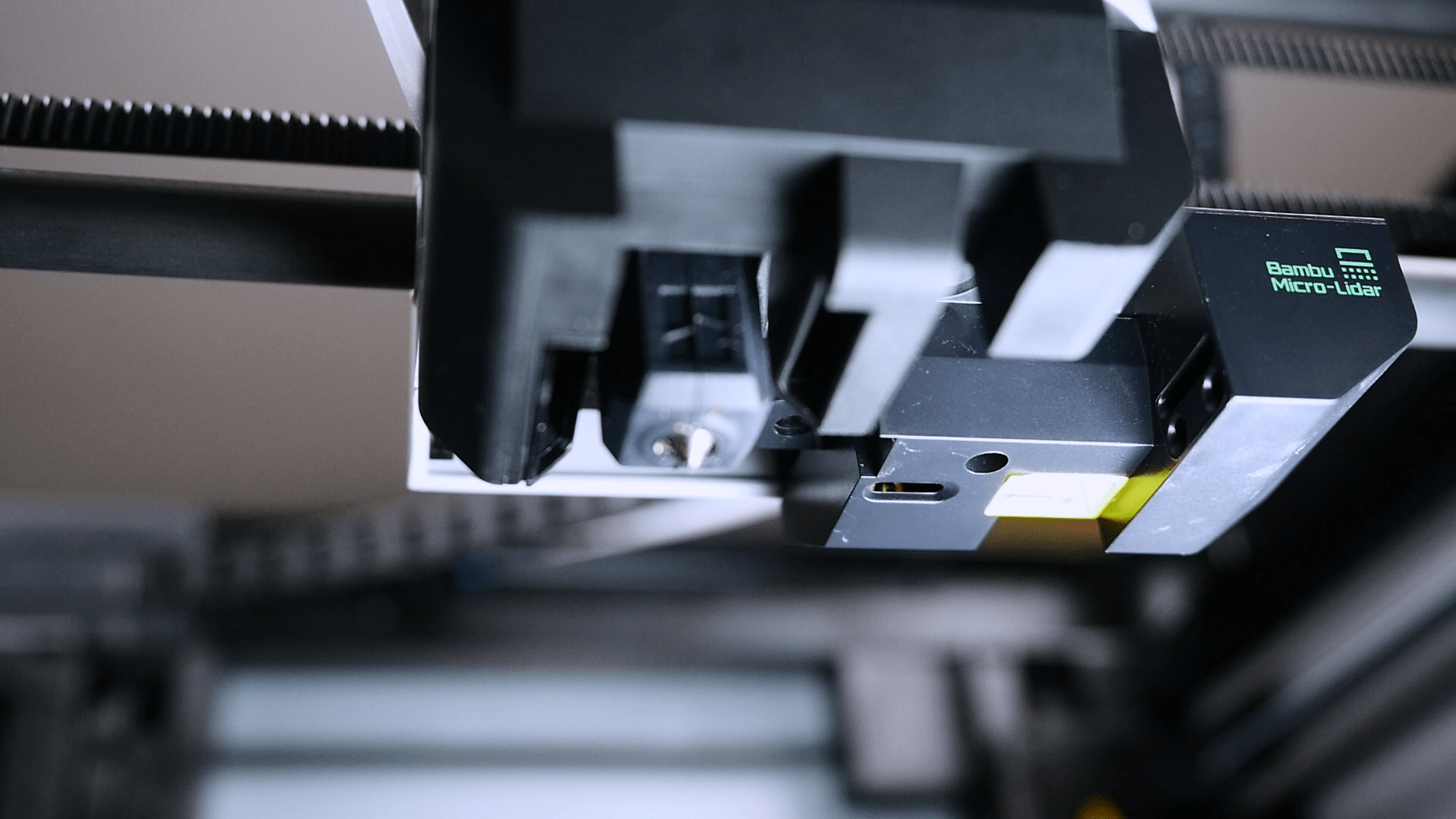
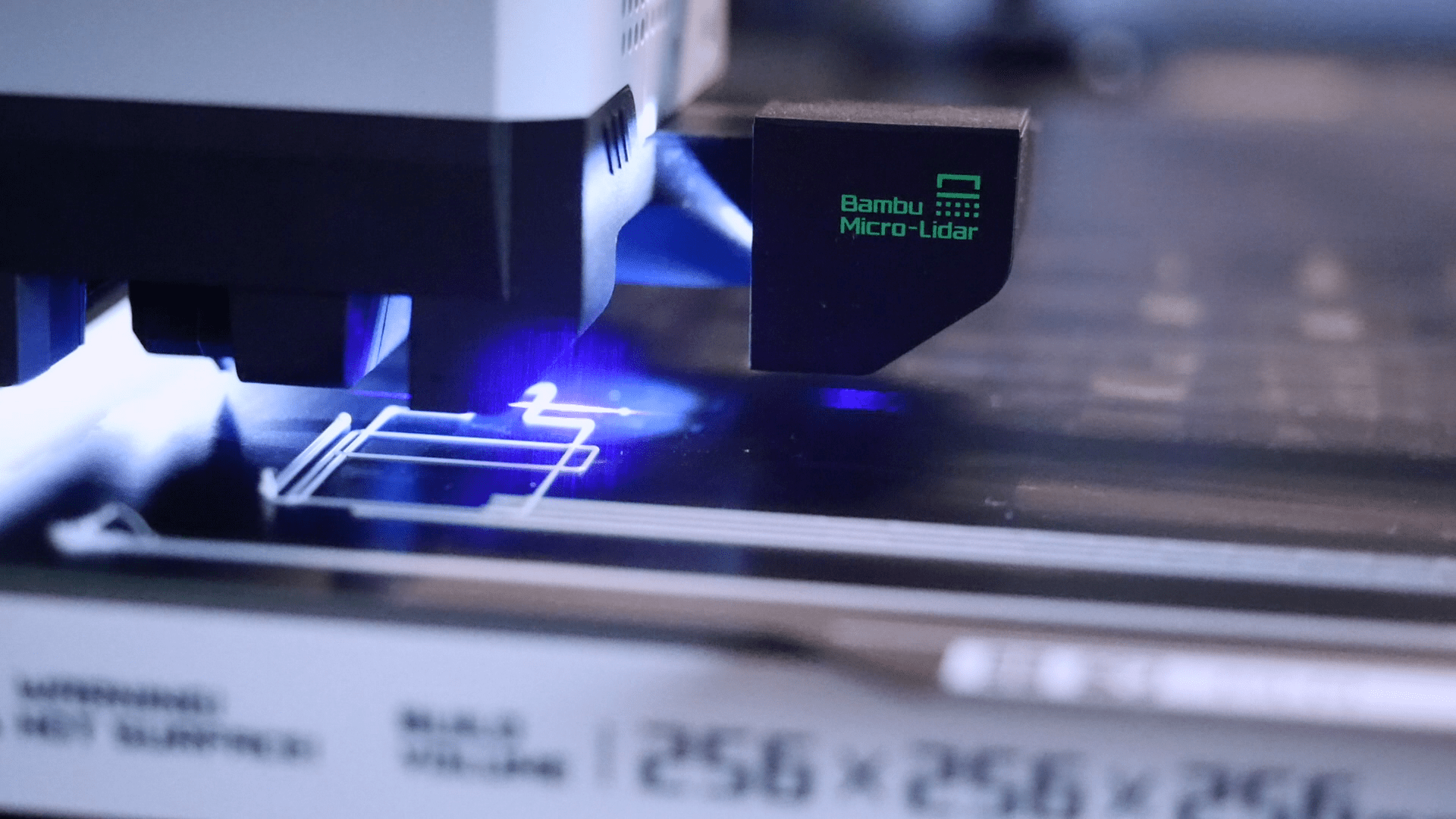
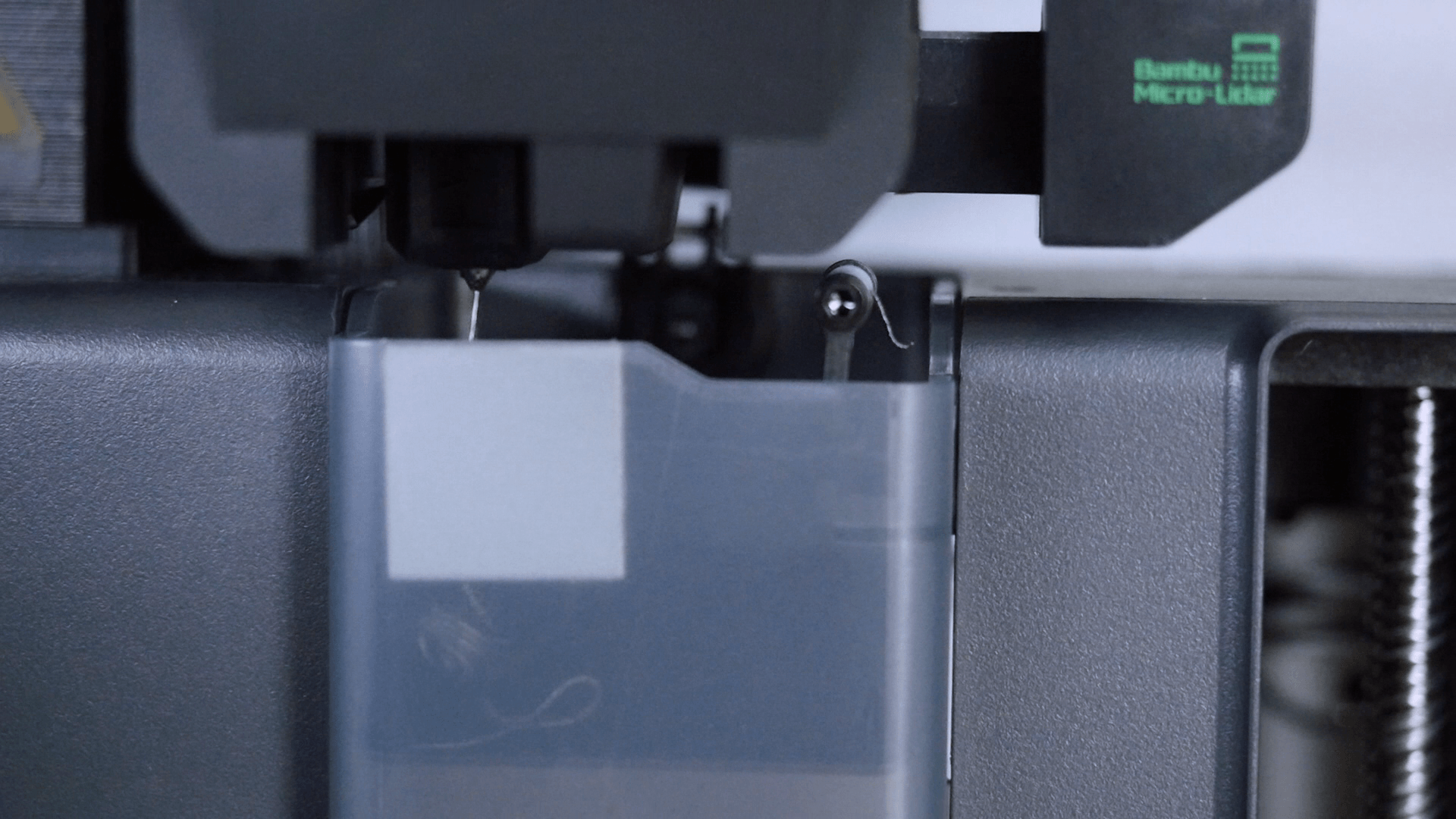
Parliamo del LIDAR (laser imaging, detection, and ranging) ? L’aggeggio che forse ha più destabilizzato il mondo della stampa 3D è proprio questo nuovo sensore, un piccolo scanner 3D in miniatura montato su una scocca lateralmente alla testa di stampa. Guardandola dall’alto non si nota nulla ma basta solamente abbassare il piano di stampa per guardare da sotto la testa di stampa e compaiono un bel po’ di cosine interessanti, il Lidar in particolare è formato da:
- 1 X laser orizzontale
- 1 X Laser verticale
- 1 x Microcamera
- 1 X Illuminazione led per la microcamera
Ma a cosa serve tutta questa opulenza ? In realtà a tutto e nulla nello stesso momento, dipende da come si è abituati al mondo della stampa 3D (smanettoni) e a quanto effettivamente facciamo affidamento ad un sensore per la calibrazione delle stampe. Però sostanzialmente i suoi utilizzi principali sono i seguenti:
- Calibrazione del flow ma che in realtà non è il flusso al quale siamo abituati a pensare ma il pressure advance o linear advance. Ad ogni inizio stampa esegue una routine di calibrazione fatta di una stampa di una serie di linee (seguono la logica del test di Marlin) che poi scansiona con il laser e valuta quale di queste è la più omogenea, è risaputo che per le alte velocità questo parametro deve essere calibrato a dovere altrimenti fa più danni che altro rovinando le stampe facendo perdere dettagli, specialmente quando si hanno algoritmi di calcolo dell’input shaping abbastanza aggressivi come quelli applicati da Bambu Lab. Per la calibrazione del vero flusso di stampa ovvero “quanto deve girare il motore per estrudere X mm3 di materiale” il discorso è molto più complesso da rilevare in quanto serve ancora più accuratezza del pressure advance. Al momento non è ancora attiva questa calibrazione ma gli ingegneri Bambu Lab ci stanno lavorando e forse uscirà in futuro.
- Controllo del primo layer depositato: sempre attraverso questo sensore, dopo aver depositato il primo layer ne effettua una scansione per verificare che effettivamente sia ok e non si sia alzata
- Controllo del livellamento del piano
- Regolazione dello Z offset ovvero la distanza che c’è tra nozzle e piano di stampa per garantire un perfetto primo layer. Entro certi valori funziona ma se si montano ugelli di terze parti più lunghi potrebbe arrabbiarsi e visualizzare un errore (uno dei tanti che sovente visualizza la Bambu Lab)
Una cosa da stare molto attenti è l’adesivo di calibrazione posto sulla scocca del piano, serve al LIDAR per calibrarsi ad ogni inizio stampa. Presta attenzione a non graffiarlo o a pulirlo con solventi, accertati solo che sia pulito e basta.
E’ davvero essenziale questo sensore Lidar ? Direi di no, anzi lo tengo disattivato durante le stampe per svariati motivi:
- La calibrazione del pressure advance è eseguita per un singolo filamento posto all’interno dell’AMS e il valore K trovato lo applicherà poi a tutti gli altri. Non è una cosa corretta perchè capita spesso di lavorare con materiali differenti con K molto diversi tra di loro. Molto meglio disattivare la calibrazione ed eseguire il test manuale con Orca Slicer e poi salvare il valore K per ogni filamento che abbiamo in laboratorio.
- Se il sensore è leggermente sporco (vedi la camera di rilevazione) o il filamento è traslucido o si utilizzano piani tipo quello Textured, la calibrazione può venire falsata pesantemente e quindi la stampa uno schifo. Diciamo che per una stampa monomateriale con colore opaco e il piano liscio avrebbe anche senso attivare la calibrazione per una modalità “zero sbatti”.
- Attendere 7 minuti ad ogni stampa perchè faccia mille calibrazioni è deleterio… anche perchè sia livellamento del piano che valore K del pressure advance non li salva in memoria ma li resetta ad ogni riavvio stampante. Se non la riavvii puoi anche evitare il livellamento del piano e la calibrazione del filamento.
- La rilevazione del primo strato di stampa non mi ha quasi mai funzionato, ho volutamente fatto aderire poco delle stampe al primo layer e queste non sono state rilevate in nessun caso. Colpa della colorazione del filamento ? Probabile però resta il fatto che trovo il controllo ridondante in questa fase. Certo se funzionasse sempre e in tutti i casi allora direi molto bene, ma allo stato attuale (un po’ come la rilevazione degli spaghetti) devono ancora lavorarci un po’ su, carne al fuoco ce ne è veramente tanta !

ELETTRONICA – FIRMWARE – CONNETTIVITA’
In molti hanno gridato allo scandalo per via della scelta di Bambu Lab di tenere “closed source” tutta la parte relativa all’elettronica, firmware ecc ecc. Personalmente la trovo una scelta corretta anche perchè bisogna analizzare a quale utenza Bambu Lab vuole rivolgersi, quella della persona che non vuole problemi (o il meno possibile) e deve toccare il meno possibile la stampante. Ecco quindi che la Bambu Lab non è una stampante indicata per chi vuole “smanettare” in quanto si è limitati dalle possibilità che Bambu Lab offre all’utente. Ma allo stesso tempo è comunque una stampante che non consiglio a chi è di primo pelo con la stampa 3D, certamente la stampante aiuta molto ma in realtà chi ne può trarre il maggior beneficio è l’utente un po’ più navigato.
Firmware ed elettronica sono stati completamente sviluppati da Bambu Lab (vedi ingegneri DJI dietro…) la stampante non possiede una scheda madre commerciale come si è solitamente abituati a vedere ma una serie di schede sparse in giro per la stampante che controllano i tanti (forse troppi) sensori e varie parti che movimentano la stampante. E’ presente una CPU 4 Core che gestisce il carico di lavoro pesante relativo all’input shaping, allo spaghetti detection, alla gestione del lidar per arrivare infine a tutta la sincronizzazione con AMS, gestione cloud e connettività. Un piccolo computer in sostanza al quale è affiancata una scheda dedicata con una MCU 2 core che si occupa esclusivamente della gestione motori, hotend e ventole nulla di gravoso dato che il gcode viene prima “digerito” dalla CPU e poi dato in pasto alla MCU per eseguire i movimenti. Salvo alcuni comandi G personalizzati per il Firmware Bambu Lab, il resto dei comandi Gcode più comuni vengono interpretati dalla stampante e la rendono aperta anche all’utilizzo di altri slicer oltre a Bambustudio (a patto di copiare il papiro dello start gcode… talmente lungo che questo articolo in confronto sembra una introduzione !). L’alimentatore della stampante è da 100W senza ventola (meno male, ce ne sono già troppe in giro) e serve solo per gestire l’elettronica della stampante, l’AMS, i motori, led, ventole, riscaldatori ecc ecc, tutto tranne il piano di stampa che va direttamente a 220V.
I finecorsa, contrariamente a quanto si è abituati a vedere in commercio, non sono presenti e sfrutta la funzione “stall guard” presente nei driver dei motori stepper (non utilizzano dei TMC). In sostanza oltre una certa soglia di coppia rilevata (ad esempio il fine asse) invia il segnale di fine corsa, ma la cosa curiosa è che questa funzionalità viene anche utilizzata per eseguire una sorta di “closed loop” per la gestione dei motori stepper: se durante la stampa, per qualsiasi motivo la stampante rileva uno slittamento di layer/layer shifting a causa di un impatto dell’ugello sul pezzo di stampa, interrompe il processo corrente per eseguire nuovamente l’homing degli assi e ripartire nuovamente con la stampa. Questa coda è davvero interessante perchè non obbliga ad utilizzare degli encoder sui motori riducendo così anche i costi di produzione. Ripeto, non è un vero closed loop ma si avvicina molto.
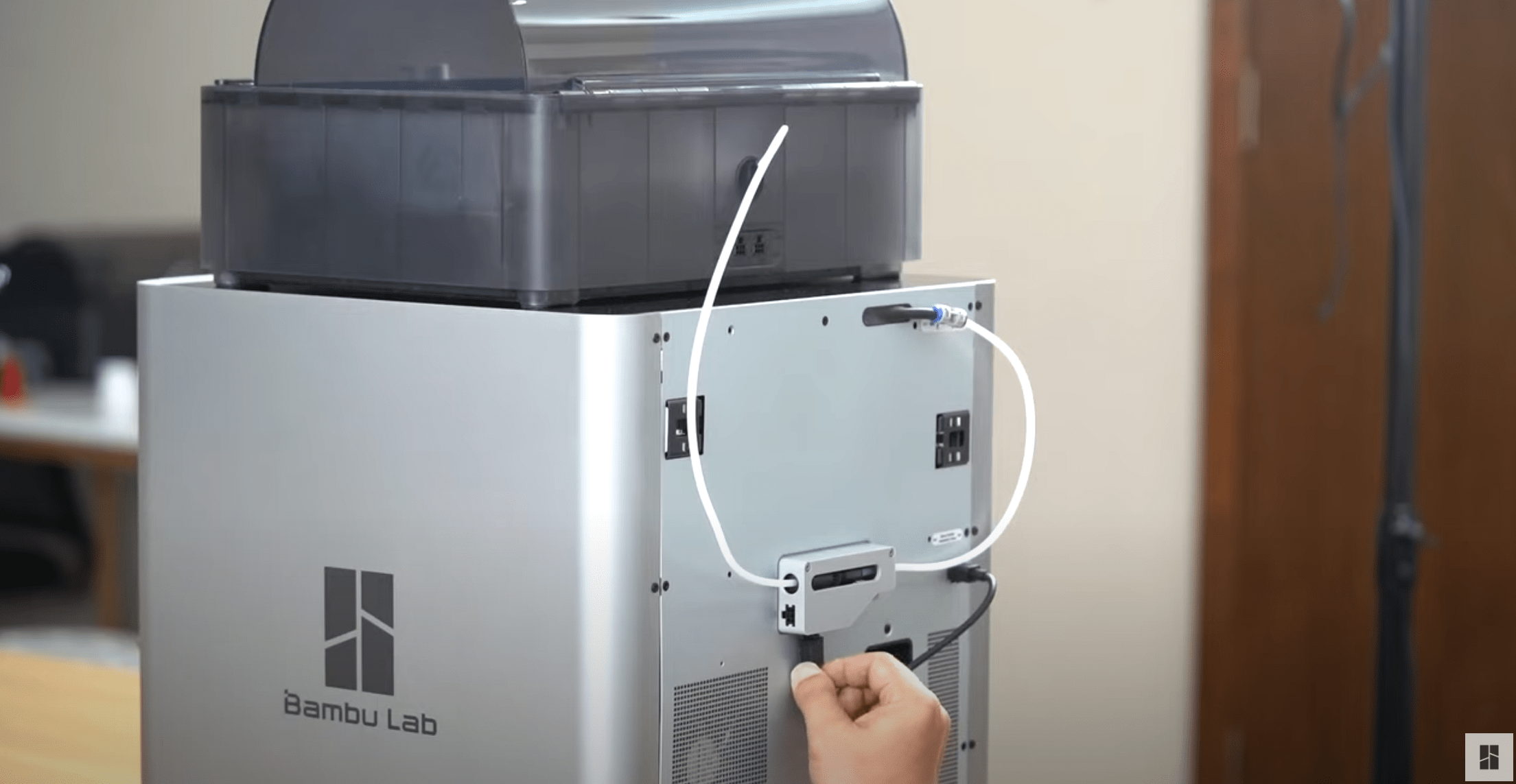
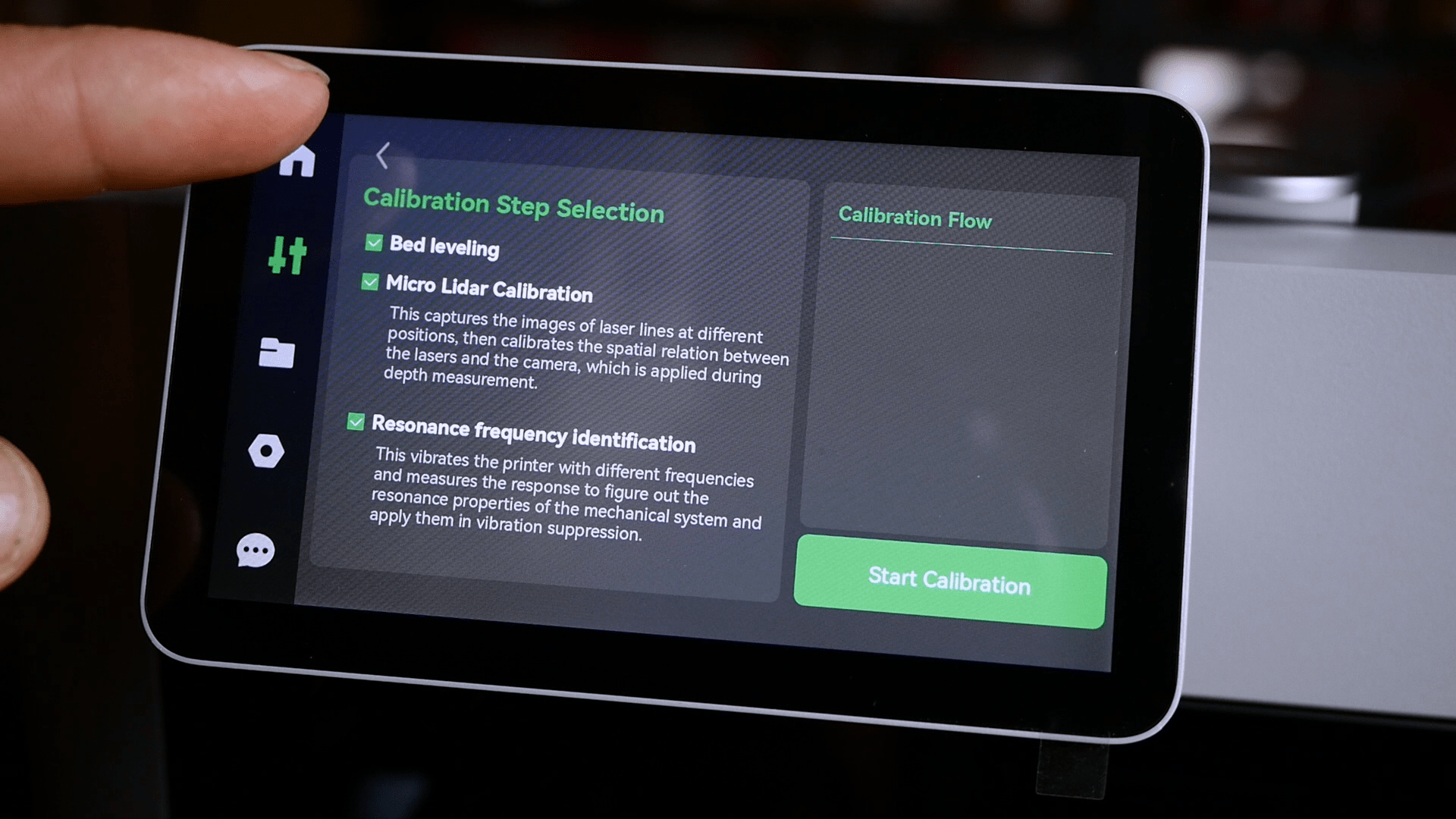
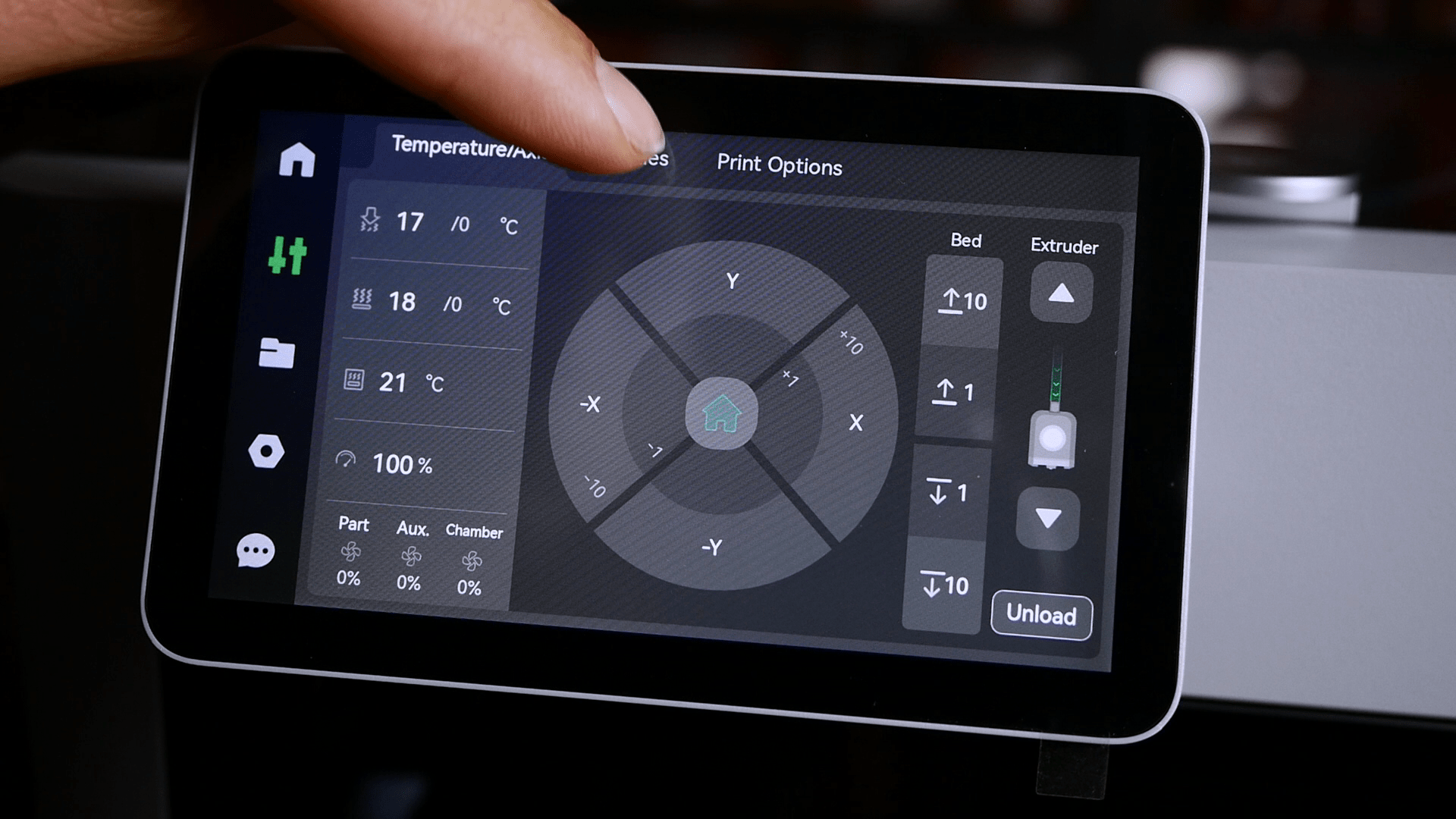
Lo schermo LCD è di generose dimensioni (5”), orientabile ed è di tipo touchscreen. Non è iper reattivo al tocco ma la grafica e la disposizione dei menù e delle opzioni è ben chiara e non lascia spazio a dubbi. Si ha il controllo dei parametri principali della stampante come temperature e velocità di stampa ma anche tutta la gestione legata alla sincronizzazione con il modulo AMS. Il software integra inoltre avvisi di manutenzione e tutta la gestione di eventuali avvisi di malfunzionamento di alcuni componenti, ogni errore che compare ha anche un relativo QR code per poter vedere in dettaglio in una pagina web che indica una possibile soluzione. Menzione d’onore alla routine di controllo automatica della stampante: se presenta un qualsiasi tipo di problema, banalmente anche di cinghie allentate, questo controllo ti avviserà. Ma non lo farà solamente durante la routine che facciamo partire manualmente ma anche durante una stampa: se per qualsiasi motivo, ad esempio, rileva una frequenza di risonanza anomala di un asse (magari perchè abbiamo spostato la stampante in un tavolo meno stabile) si ferma e invita l’utente a ri-eseguire la procedura di calibrazione (automatica) di compensazione delle vibrazioni. Non tutte le funzionalità sono disponibili invece su P1P in quanto monta un LCD differente. Ho poi sperimentato svariate volte la funzionalità di ripristino della stampa se viene interrotta l’alimentazione, perfetta e senza sbavature anche merito della procedura di spurgo che viene eseguita poco prima di riprendere la stampa.
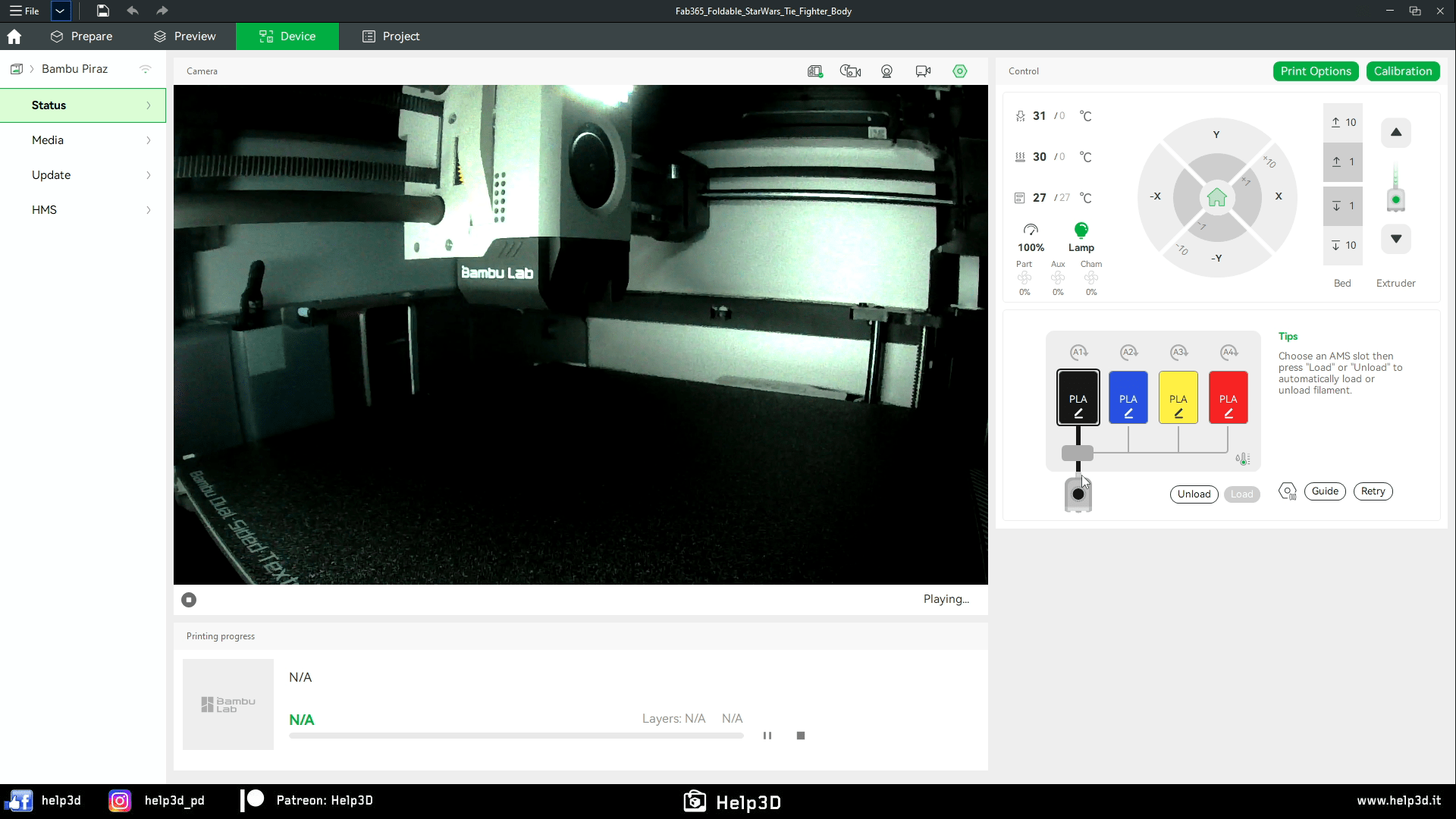
Come ci si interfaccia con la stampante ? La procedura di connessione e creazione dell’account sul sito di Bambu Lab è davvero semplice. In meno di 5 minuti hai la stampante connessa alla Wifi (non ha la porta RJ45 classica purtroppo) e raggiungibile sia dalla comoda applicazione per smartphone chiamata Bambu Handy oppure dallo slicer Bambustudio. Il controllo da remoto è attivo anche fuori dalla rete domestica a patto che si utilizzi il cloud di Bambu Lab, se non si esegue il log in sulla stampante questa non sarà visibile dalla app o da Bambustudio. Per le aziende o per chi è preoccupato della privacy dei files che transitano attraverso il cloud (o perchè i serve Bambu Lab spesso sono down…) esistono due modalità che vi sganciano completamente dalla rete: la prima si chiama “LAN Only Mode” e rende visibile la stampante da Bambustudio solo all’interno della rete domestica, la seconda è quella di non effettuare il log in nella stampante e stampare solo da SD ma in questo caso non si avrebbe il controllo da remoto nemmeno con Bambustudio. L’applicazione per smartphone è ben fatta ma richiede ancora qualche piccolo aggiustamento per essere perfetta, in particolare manca la possibilità di far partire una stampa da un file salvato localmente sulla SD e manca una vera e propria gestione dei files inviati nel cloud: attualmente visualizza solo quali files sono stati stampati ma non permette di organizzarli in cartelle o capire le statistiche di produzione (quanti pezzi, successi/insuccessi ecc ecc). La gestione degli avvisi non mi è poi chiara al 100%, se mando una stampa attraverso il cloud mi arrivano correttamente tutti gli avvisi in push sulla app dello smartphone, ma se faccio partire una stampa da SD card pur rimanendo loggato con l’account sulla stampante e vedendo tutto da remoto, non arrivano gli avvisi in push se succede qualcosa. Visti i numerosi problemi che ho avuto con svariate stampe mi sono ritrovato più volte a dover tardare la chiusura di una stampa solo perchè non sono stato avvisato dalla app di un problema alla stampante. Problemi che il più delle volte erano solo dei falsi positivi e non veri problemi… Inoltre manca un controllo molto importante relativo alla sicurezza: se una stampa termina e non si rimuove il pezzo dal piano di stampa lanciando subito un’altra stampa da remoto, non esiste un controllo che dica “ehi stacca il pezzo prima di procedere”. Con i mille sensori e camere in giro per la stampante direi che è il minimo… Altra cosa che potrebbero implementare è la gestione delle code di stampa sia da App che da Bambustudio.
La webcam e il led per illuminare l’area di lavoro sono presenti sia nel modello X1C che nella P1P (da poco in realtà, all’inizio non c’erano). Nella X1C è di qualità leggermente migliore (1080) e con più FPS però diciamo che non è di qualità super eccelsa anche per via della scarsa illuminazione che c’è all’interno del vano. Con una illuminazione più potente se la cava meglio ma poi sorgono problemi di sovraesposizione della camera del Lidar ed è da evitare… Le funzioni principali della camera sono 3:
- Controllo da remoto attraverso la App o Bambustudio
- Realizzazione di Timelapse configurabili in due modalità tra cui quella che porta la testa di estrusione in un punto definito agni layer creando un timelapse più bello da vedere (per quanto comunque io li reputi inutili ma vabbeh…)
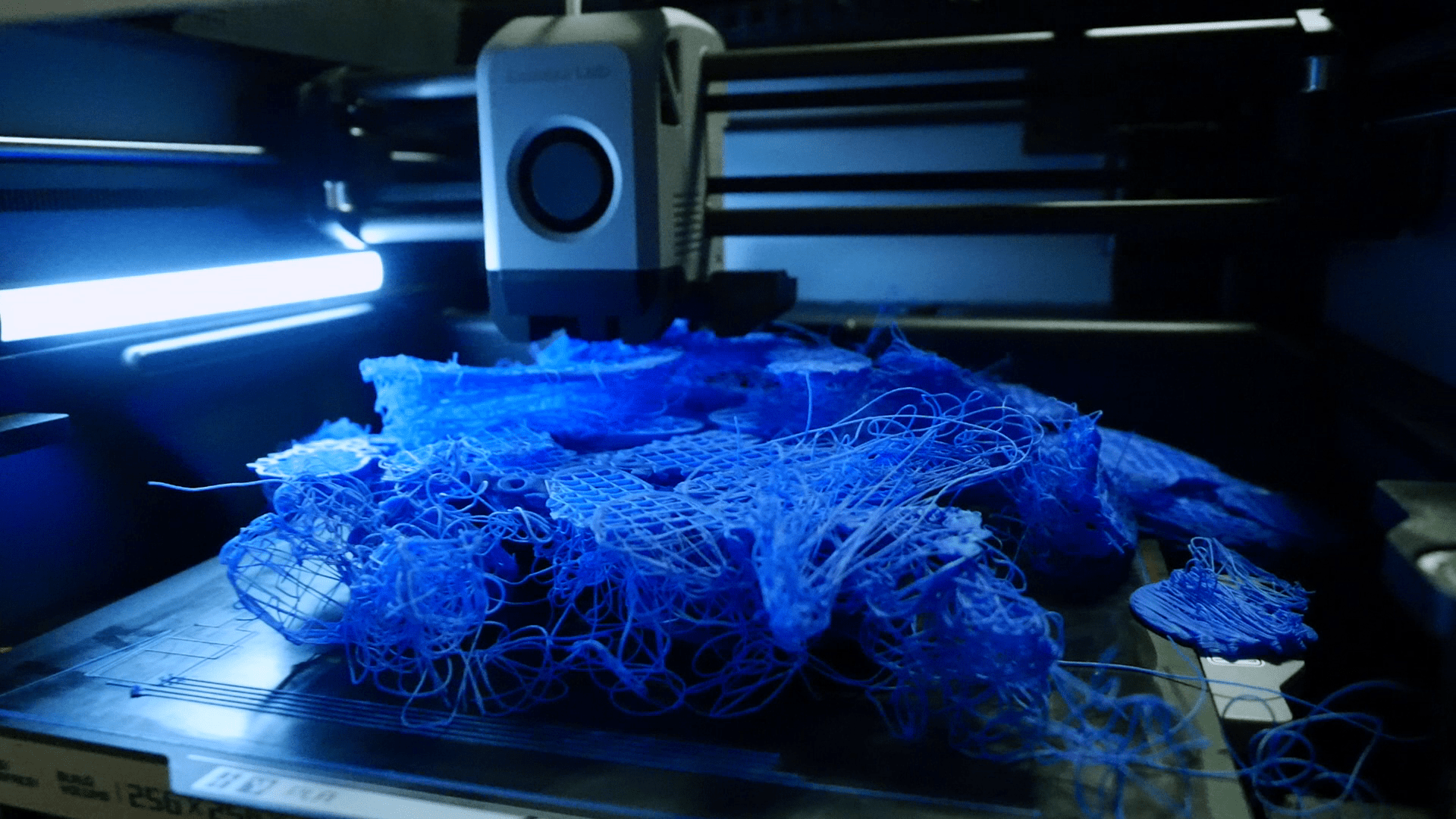
- Il controllo di eventuali problemi di stampa attraverso lo “spaghetti detection”: è forse la funzionalità che mi ha dato più problemi, l’ho testata nei vari gradi di sensibilità (bassa – media – alta) ma non mi ha mai funzionato. O meglio mi ha funzionato al contrario segnalando problemi quando in realtà la stampa era perfetta mentre non inviando nessun segnale quando la stampa era un disastro. Probabilmente sono stato sfortunato io ma leggendo sui vari gruppi non sono il solo ad aver avuto problemi con questa funzionalità: sarebbe davvero utile se funzionasse sempre, sapete quante stampe vi farebbe interrompere evitando di completarle perchè si sono staccate dal piano di stampa ?
Ventole ventole e… ventole ! Senza tanti giri di parole la stampante è dannatamente rumorosa, sia a livello di rumorosità dei driver di stampa e movimentazione assi ma soprattutto per via delle ventole. Quali sono e perchè fanno tutto questo baccano ?
Sei interessato ad acquistare una stampante Bambu Lab ? Utilizza uno dei link qui sotto per acquistarla direttamente nel sito ufficiale, a te non costa nulla in più ma aiuterai il canale a crescere!
https://bit.ly/compra-bambu-lab-A1
https://bit.ly/compra-bambu-lab-A1-mini
https://bit.ly/compra-bambu-lab-P1P
https://bit.ly/compra-bambu-lab-P1S
https://bit.ly/compra-bambu-lab-X1C
https://bit.ly/compra-filamenti-bambu-lab
https://bit.ly/compra-piani-stampa-bambu-lab
https://bit.ly/compra-AMS-bambu-lab
- La ventola che soffia sul pezzo in realtà è la meno rumorosa, si controlla da gcode o da lcd
- La ventolona radiale laterale (optional su P1P) è molto molto rumorosa ma è altrettanto necessaria quando si va ad alta velocità. Anche questa si controlla da LCD o da gcode
- La ventola che gestisce il controllo della temperatura della camera (che arriva a circa 60° con ABS per via del piano riscaldato) è probabilmente quella più rumorosa, fortunatamente si accende solo con alcuni materiali ed è controllabile da gcode e da LCD. Su questa ventola (che espelle i fumi fuori dalla stampante) è poi stato applicato anche un piccolo filtro a carboni attivi (solo su X1C e non su P1P) per assorbire parzialmente i VOC emessi da alcuni materiali e gli odori. Di certo non è sufficiente per rendere 100% sicura la stampante per lavorare nella stanzetta di casa, il filtro è davvero molto piccolo ma comunque averlo non fa male. curiosamente manca il filtro Hepa.
- L’ultima ventola che non è controllabile è quella che raffredda il dissipatore dei driver stepper sulla MCU, è piccola e pestifera però non la più rumorosa. Alcuni l’hanno già sostituita con la Noctua… Non è controllabile dall’utente
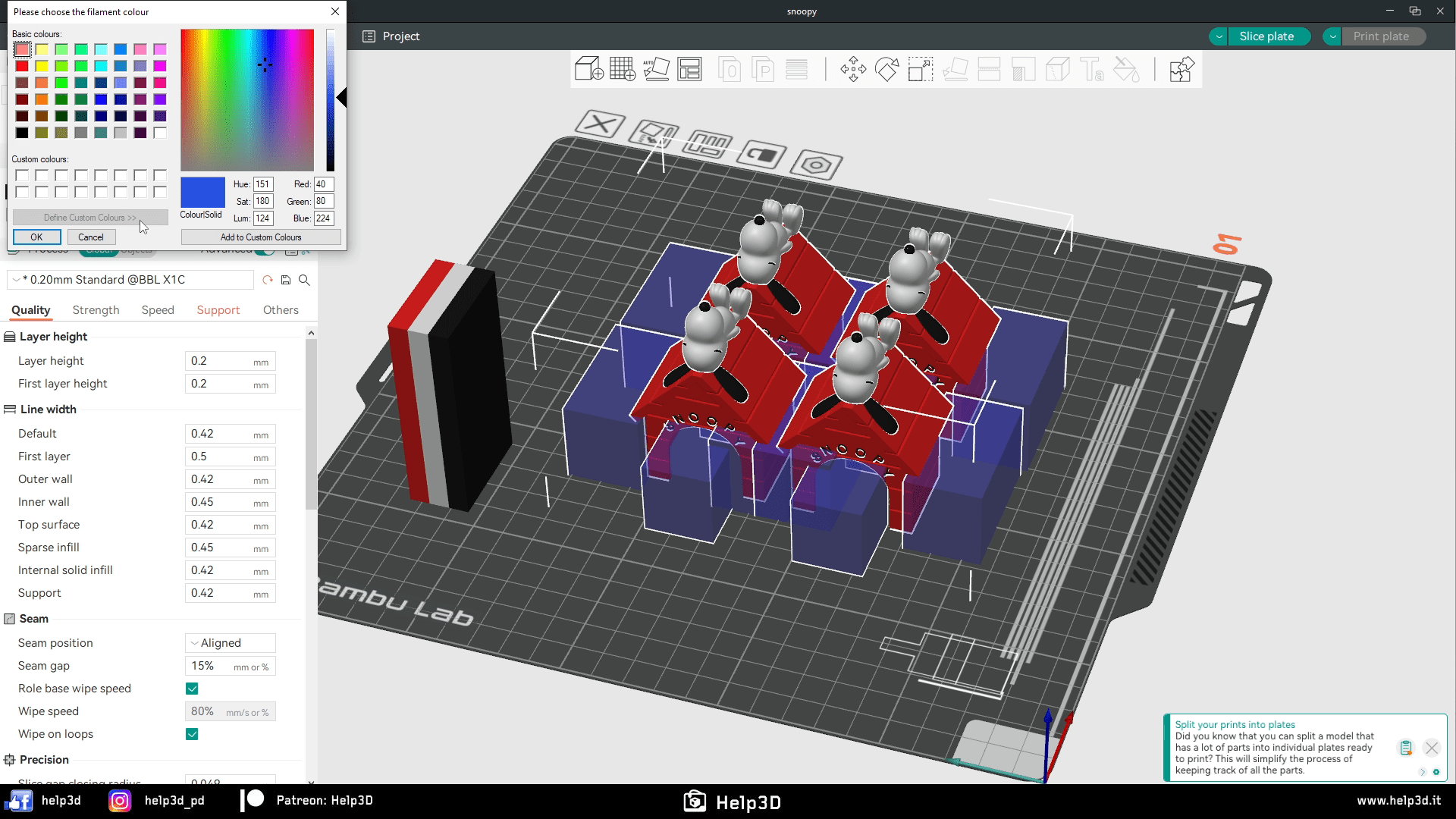
Lo slicer Bambustudio come molti erroneamente pensano, non è interamente progettato da Bambu Lab ma è una fork di Prusa Slicer con l’aggiunta di alcune funzionalità e un reskin della parte grafica. In questa recensione non mi dilungherò tanto sullo slicer perchè merita un articolo/video dedicato in quanto lo trovo molto interessante e ben fatto, mi sono innamorato della gestione multi piatto che permette di creare un progetto di stampa composto da molti pezzi divisi su piani diversi e caricare un unico file nella stampante dalla quale poi selezioneremo quale piano andare a stampare (o ristampare). Favoloso. Ma ci sono tante altre chicche come il supporto nativo per il G2/G3 o “arc fitting support”, supporti organici leggermente migliori di quelli di Prusa Slicer e la sincronizzazione con l’account Cloud dell’utente per importare profili e configurazioni anche attraverso diversi dispositivi, molto comodo se si utilizzano più postazioni di lavoro. Personalmente utilizzo OrcaSlicer perchè ha qualche funzionalità aggiuntiva rispetto a Bambustudio ma sono alla fine equivalenti per un utilizzo quotidiano da utente medio e soprattutto costantemente aggiornati e al passo con Prusa Slicer (se non più avanti…). Nota: a partire dalla versione 1.6 è disponibile anche in lingua italiana grazie alla community che si è prodigata per la traduzione, good job !
L’unica nota che mi sento di fare a Bambu Lab è quella di aver creato si dei profili per differenti materiali da loro prodotti ma… i profili restano sostanzialmente sempre gli stessi di base, cambiano solo le temperature e poco altro. Mi sarei aspettato un lavoro molto più certosino in stile Prusa (sono fatti in maniera perfetta e per tutte le variabili) ma in realtà quanto pubblicato è sicuramente migliorabile. C’è già la community super attiva al lavoro ma un intervento diretto da parte di Bambu Lab non guasterebbe di certo.
AMS – AUTOMATED MATERIAL SYSTEM
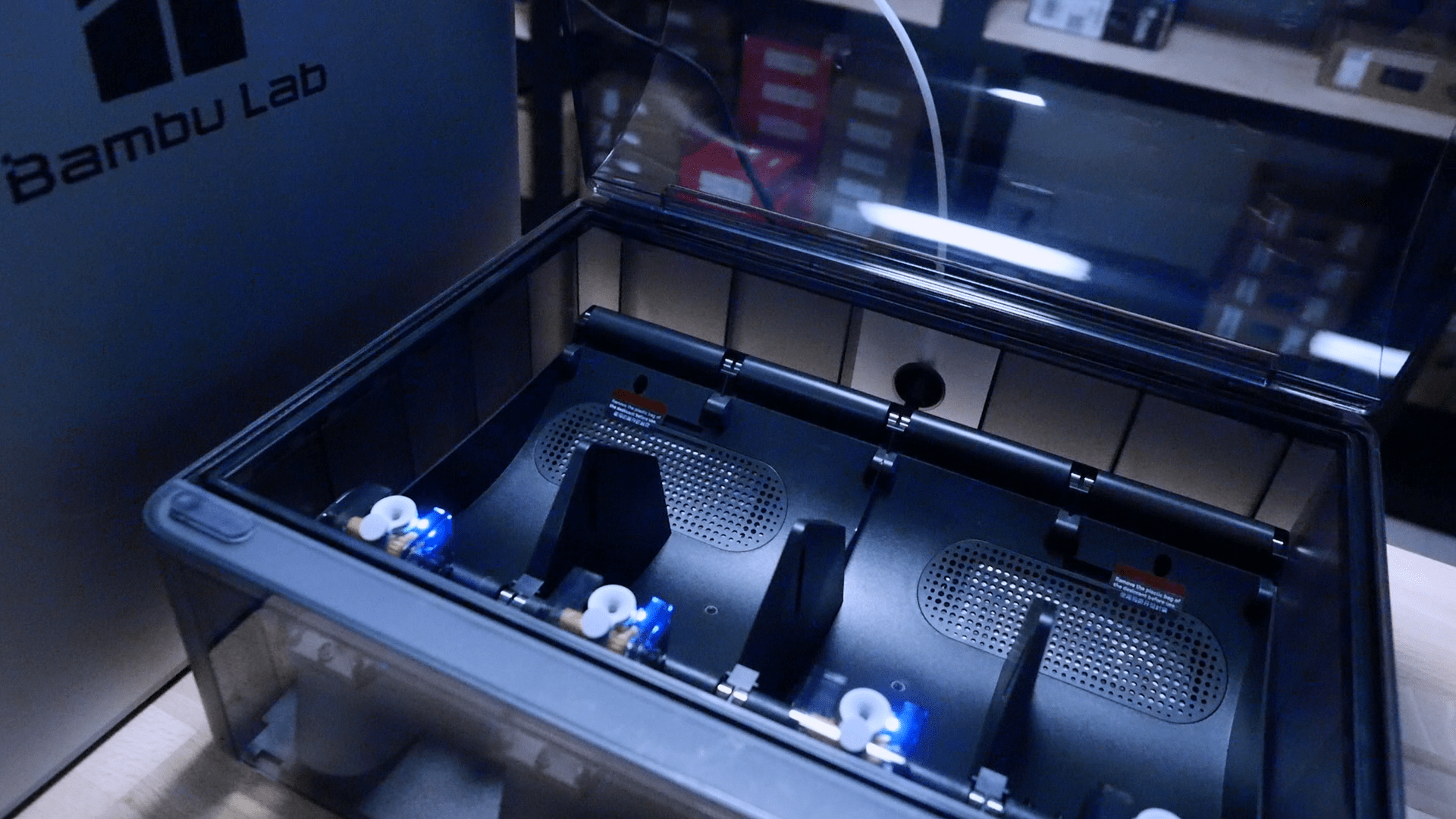
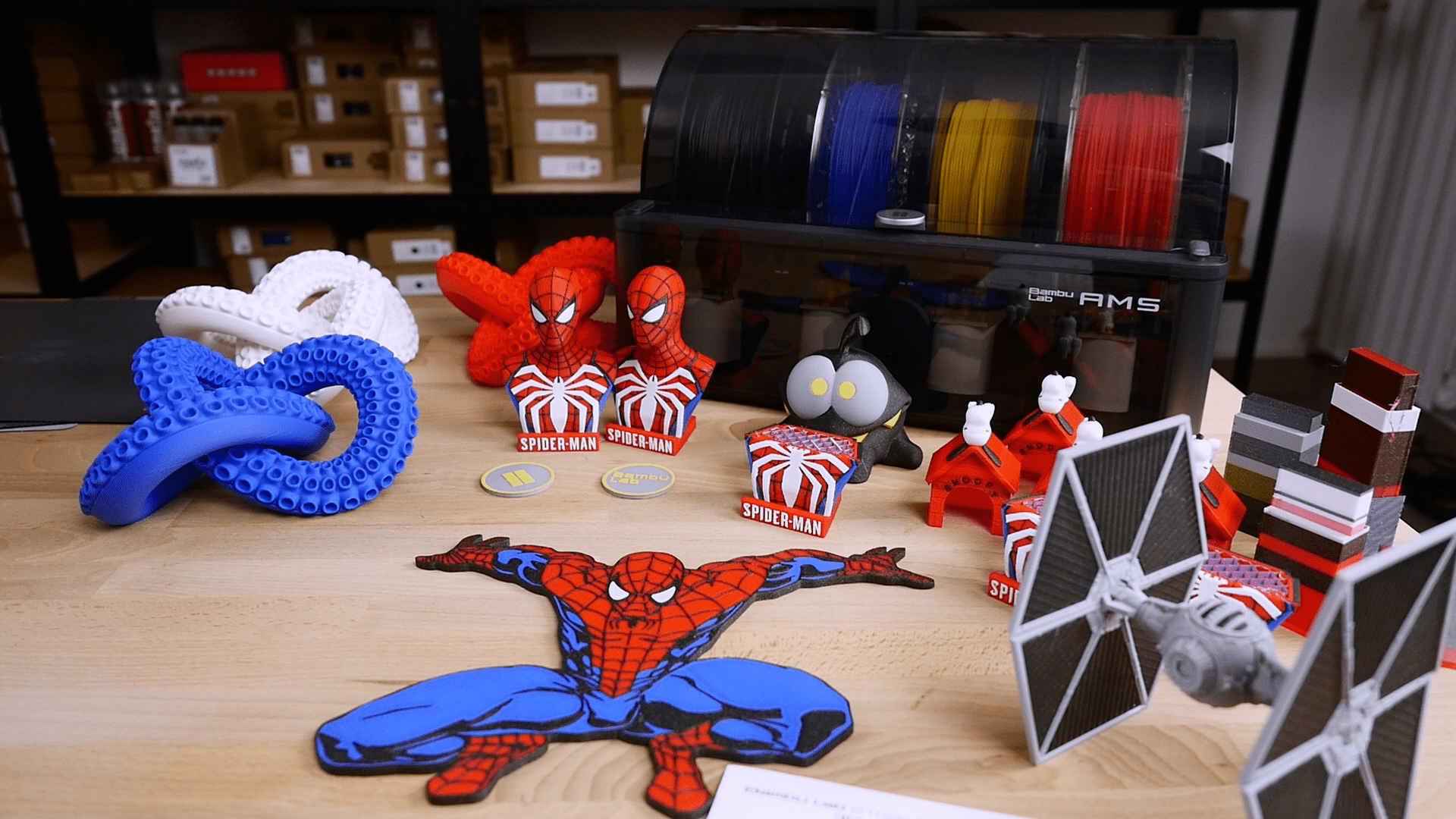
Di tutte le cose che Bambu Lab ha presentato l’AMS è quello che mi ha impressionato di più, probabilmente over ingegnerizzato per ciò che deve fare ma resta comunque un accessorio davvero interessante (quando funziona ovviamente…). Sulla X1C Combo è già incluso nel prezzo mentre è disponibile come accessorio sia per X1C che per P1P. Di cosa si tratta ? E’ un contenitore rettangolare con 4 slot per le bobine che sfrutta 4 motori indipendenti di caricamento per prelevare e portare fino alla testa di estrusione il filamento selezionato nello slicer. Puoi caricare bobine di diversi colori e diversi materiali per poi utilizzare l’AMS come un piccolo magazzino virtuale di bobine sempre pronte all’utilizzo, i vantaggi ?

- L’AMS è collegato direttamente alla stampante e dialoga con quest’ultima in tempo reale. E’ possibile mettere fino a 4 AMS in cascata per poi farli fluire tutti nell’HUB dedicato a 4 ingressi, per un totale di 16 materiali/colori differenti
- Il carico e scarico del filamento è completamente automatico, basta inserirlo all’interno del foro di ogni slot e tutto il resto del caricamento avviene in automatico. Riscalda l’ugello, taglia il vecchio filamento, lo ritrae e poi carica il filamento appena inserito spurgandolo in automatico
- Il box è completamente sigillato (con tanto di guarnizione) e al suo interno sono presenti due vani per inserire dei silica gel per assorbire l’umidità. In molti pensano che sia un essiccatore ma non lo è perchè non riscalda ma mantiene semplicemente una bassa percentuale di umidità grazie ai sali essiccanti al suo interno. C’è un comodo sensore che dice anche se c’è molta umidità o meno. Per chi volesse utilizzare la funzione essiccatore presente all’interno del menù della stampante, semplicemente è da mettere la bobina sul piano di stampa, chiuderla con il coperchio che si stampa in 3D direttamente dai files nella memoria stampante e poi accendere il piano riscaldato. Nulla di emozionante, cose già viste…
- Ogni slot di caricamento ha il proprio motore di caricamento, un sensore per rilevare la presenza del filamento e un lettore RFID per leggere le informazioni relative alle bobine caricate. Quest’ultima funzionalità è disponibile solo con le bobine vendute da Bambu Lab ed è comoda perchè imposta in automatico il profilo di stampa, il colore bobina e tutto il resto nello slicer senza doverle selezionare a mano.
- Il motore serve sia per caricare il materiale che per riavvolgere la bobina attraverso i rulli su cui poggia
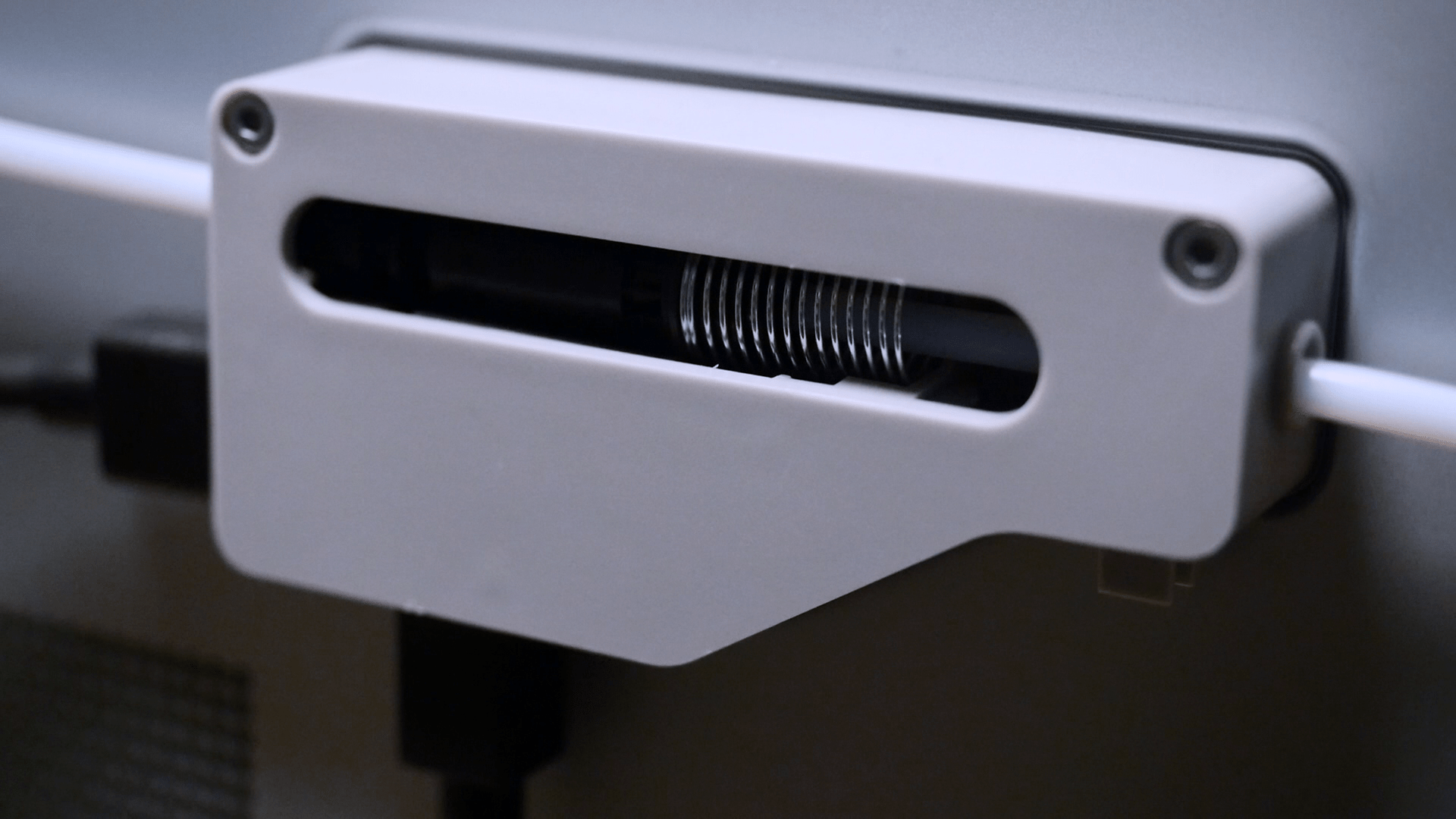
- Il filamento selezionato passa attraverso un primo motore fino ad un secondo motore che si occupa di trainarlo senza sforzi all’HUB nel quale è presente un buffer, una piccola molla che funziona tipo “verme” e che si occupa di scaricare completamente la tensione di caricamento del filo facendo in modo che la parte successiva, che arriva al feeder/estrusore sulla testa di stampa, non faccia alcuno sforzo per poter trainare/srotolare la bobina estrudendo il filamento. Per una stampante che lavora alle alte velocità questa soluzione è davvero interessante e permette di utilizzare feeder più compatti e con motori leggermente meno potenti ma leggeri.
- Tra i mille sensori che ci sono tra l’AMS e l’hotend ce ne è uno che tiene conto di quanto materiale viene consumato esattamente ma quello più interessante è quello che si interfaccia con i motori di caricamento del filamento, se per qualsiasi motivo rileva uno sforzo eccessivo del motore mette in pausa la stampa e dice di controllare se la bobina si sta srotolando correttamente e magari vedere se sono presenti i “nodi” tra una spira e l’altra. Quindi non solo l’AMS rileva se il filo è presente o meno ma anche se sta estrudendo correttamente, ad esempio non rilevando più il passaggio del filamento attraverso l’hotend potrebbe dare l’errore di possibile clog/ostruzione dell’ugello. Fantastico
Ma tutta questa macchinosità, all’apparenza funzionale, purtroppo deve pagare lo scotto di essere un dispositivo ancora un po’ acerbo e che necessita di alcuni miglioramenti in particolare:
- Non accetta tutti i diametri e formati di bobine e con alcune, specialmente quelle in cartone, fatica ad arrotolarle e poi crea un sacco di residui che vanno a piantare tutto. Inoltre bobine molto leggere tendono ad alzarsi mentre vengono avvolte.
- Tanti troppi ingranaggi per il caricamento filo, in molti si sono lamentati di problematiche relative al blocco del filamento al suo interno o rottura dei cuscinetti al suo interno.
- L’imbocco del filamento va bene per i materiali non abrasivi, appena si utilizza un filamento “caricato” il piccolo foro di si allargherà inevitabilmente
- Meglio non caricare materiali morbidi tipo il TPU altrimenti si bloccano nella zona dell’HUB
- Mi sono ritrovato più volte con la stampante in errore e l’AMS che non riusciva a ritrarre il filamento o semplicemente nel ritirarlo l’ho trovato non avvolto correttamente nella bobina.
Un paio di volte mi sono trovato con degli errori molto strani che non mi hanno permesso di continuare buttando quasi 2 giorni di stampa ogni voltaRisolti con gli ultimi aggiornamenti Firmware
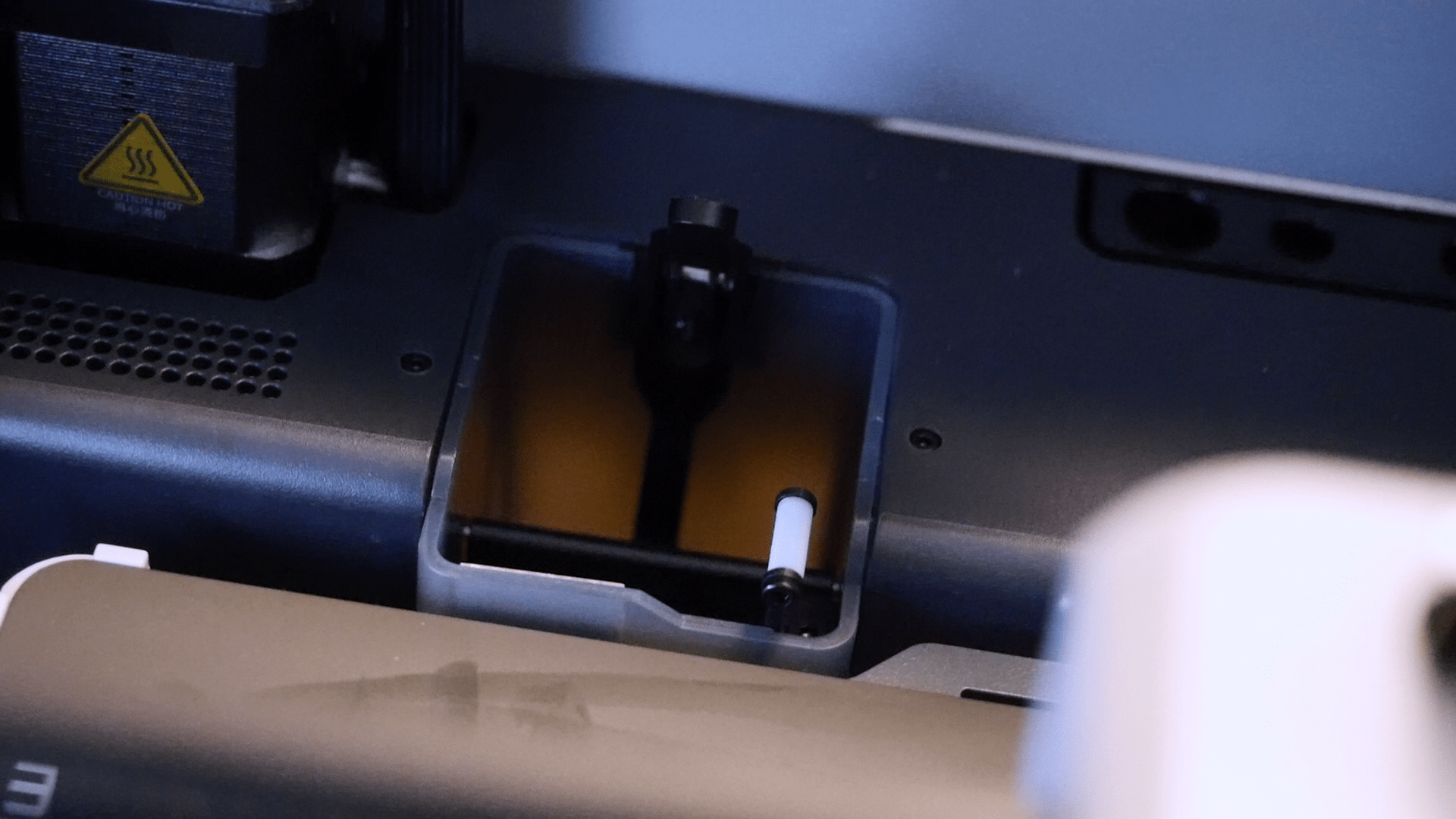
Ma come si comporta con la stampa multicolore ? Ho eseguito una bella serie di stampe con tanti cambi colore, parliamo di un migliaio almeno per singola stampa, e tranne per i problemi sopra citati direi che è sempre andata molto bene. Il punto è che appena va male purtroppo si rischia di buttare via tutto purtroppo… Sia la X1C che la P1P sono dotati di un piccolo scivolo con uno sportellino all’interno del quale vanno a spurgare il vecchio filamento in favore di quello nuovo, creando un ricciolino di materiale o “poop” come viene chiamato dai Bambuisti. Questo spurgo viene poi espulso dal retro della stampante e l’ugello pulisce i residui battendo su una staffa flessibile con un inserto in teflon. Se non fosse per il rumore metallico (la prima volta ho preso paura…) che l’apertura del portello di espulsione dello scarto fa, il sistema funziona davvero bene e permette di creare transizioni di colore perfette.
Ma non crea molto scarto ? C’è poco da fare quando si lavora con un singolo hotend, il precedente materiale/colore deve essere spurgato tutto prima di riprendere la stampa.
- Nel caso della stampa a più colori e con lo stesso materiale, spurgare il precedente colore evita contaminazioni con il successivo. Prova a pensare di passare dal nero al bianco o viceversa quale delle due situazioni richiede più materiale da spurgare ? Sicuramente la prima ma fortunatamente Bambustudio integra al suo interno la funzionalità di calcolo dei colori più forti e di tutte le lunghezze di transizione che garantiscono un’espulsione completa del colore precedente. Oltre al “poop” si crea anche una piccola torre di spurgo per riportare in temperatura l’ugello dopo il cambio colore ed eventualmente per risparmiare materiale si può eseguire parte dello spurgo all’interno dell’oggetto, nei suoi supporti o addirittura in un oggetto “sacrificale” sul piano di stampa. Con il tempo troverai la tua soluzione più comoda e tutte le ottimizzazioni per sprecare meno materiale
- Quando si lavora con materiali tanto diversi a livello di temperature di estrusione potrebbero verificarsi dei blocchi all’interno della gola e del nozzle. In questi casi, oltre al buon senso, si vive di esperienza provando e riprovando per testare le compatibilità dei materiali


Se pensiamo ad altri sistemi sempre monoestrusore come MMU2/3 di Prusa, il Palette della Mosaic o i vari sistemi tipo “flusso canalizzatore” tutti richiedono di spurgare il vecchio materiale creando inevitabilmente dello scarto. Tutte allo stesso modo, non c’è quello che consuma meno e dato che stampare un oggetto singolo o 100 oggetti multicolore non cambia la quantità di materiale spurgato, conviene sicuramente ottimizzare le stampe multicolore ponendo più soggetti sul piano di stampa e non uno solo alla volta.
Nonostante abbia qualche rogna trovo davvero comodo avere, esempio, 16 bobine caricate su 4 AMS e poter selezionare comodamente da slicer quale materiale pescare senza dover ogni volta prendere la bobina e caricarla fisicamente. Inoltre, quando si fa partire una stampa multicolore, è possibile anche selezionare colori differenti da quelli utilizzati durante lo slicing. Prova a pensare di avere un file (per esempio…) di un portachiavi nella memoria della stampante, per poterlo fare in diversi colori ogni volta non devi rifare lo slicing o cambiare di posto la bobina ma ti basterà semplicemente selezionare lo slot corrispondente. Ma per chi fa stampe H24 sempre con il solito materiale e colore, la funzionalità di “auto backup” permette all’AMS di continuare la stampa se finisce una bobina e proseguire con quella accanto purché dello stesso colore e tipologia. Puoi dire addio alle bobine con qualche metro di filamento.
CONCLUSIONI E PARERI PERSONALI
Di tutte le recensioni di stampanti 3D, questa è sicuramente la più lunga e dettagliata che mi sono ritrovato a fare. Nel 2023 basta dire Bambu Lab per fare clickbait facile, avrei potuto fare la classica recensione veloce e tanti saluti. Questa volta ho studiato molto più del solito, l’attesa mi è servita per documentarmi a dovere e capire cosa davvero ha scosso così tanto il mondo della stampa 3D. E’ stata davvero Bambu Lab a cambiare le regole del gioco ? A vedere tutti i concorrenti come si stanno muovendo parrebbe di si. A mio modesto parere non ha inventato nulla e non ha risolto alcun problema classico della stampa 3D, ha “semplicemente” introdotto una stampante super veloce, multicolore e facile da usare ad un prezzo che non ha senso di esistere in questo preciso momento storico. E’ davvero troppo basso per ciò che stanno offrendo, 1.700€ circa una X1C combo con AMS e 700€ circa una P1P ? Con tutto lo sviluppo che hanno dietro a livello firmware, software, materiali di stampa (che in realtà li produce la SunLu per Bambu Lab), finiture e materiali stessi di costruzione che non sono iper economici, mi chiedo oggettivamente come facciano a stare in piedi con i margini. Sicuramente l’hanno pensata giusta per una produzione di massa (vedasi ottimizzazione imballaggio) ma questo comunque non giustifica il basso costo della stampante. Inizialmente mi ero detto “eh ma tanto fanno solo vendita diretta e non hanno rivenditori, per quello stanno bassi di prezzo” e in realtà hanno iniziato da poco anche a gestire le vendite attraverso dei rivenditori.
Il mercato della stampa 3D era sicuramente diventato stantio fino a poco fa, Bambu Lab si è messa ad ascoltare le voci del mercato consumer che piano piano iniziava a sbavare dietro alle Voron e alle RatRig. Alzi la mano chi non ne voleva una prima dell’anno scorso, da quando poi è stata presentata la X1C tutto il resto è passato in secondo piano e le Voron non se le fila più nessuno “perchè tanto la Bambu Lab costa meno della metà e va più veloce”. Alla fine è tutto un discorso di soldi, prova a pensare se la X1C fosse stata presentata con un prezzo di circa 3.000€ credi che avrebbe avuto la stessa diffusione ? A mio avviso è una macchina che potrebbe valere anche più di 3K € per tutto ciò che hanno creato ma l’idea malsana che mi sono fatto in questi mesi di analisi del mercato è che in realtà la X1C e la P1P non siano altro che degli MVP (Minimum Viable Product) o Prodotti minimi funzionali che in realtà sarebbero solo l’antipasto di ciò che Bambu Lab potrà offrire. Hanno rastrellato il mercato con il prezzo basso, hanno ingolosito l’utenza media pur con una stampante tutt’altro che esente da difetti (ne ha parecchi) e costruiscono la stampante sulla base delle richieste e dei feedback del mercato che hanno tirato su da zero sbaragliando la concorrenza. Che sia imminente una Bambu Lab X2 o un nuovo modello più grande ? Ci sono tanti rumors in circolazione e sicuramente non si faranno attendere moltissimo prima di presentare un’altra bomba.
Ciò che però devono curare meglio è sicuramente la parte relativa all’assistenza e alla disponibilità dei ricambi, l’impennata di vendite li ha messi KO dal lato dell’assistenza (emergenza rientrata nel 2024, hanno messo molta gente nel customer care) nonostante abbiano una Wiki con tutte le domande frequenti davvero ben curata e con tante guide dettagliate. I problemi alla fine restano sempre gli stessi anzi, con tutta l’elettronica e sensoristica hanno aumentato ancor più le variabili in gioco.
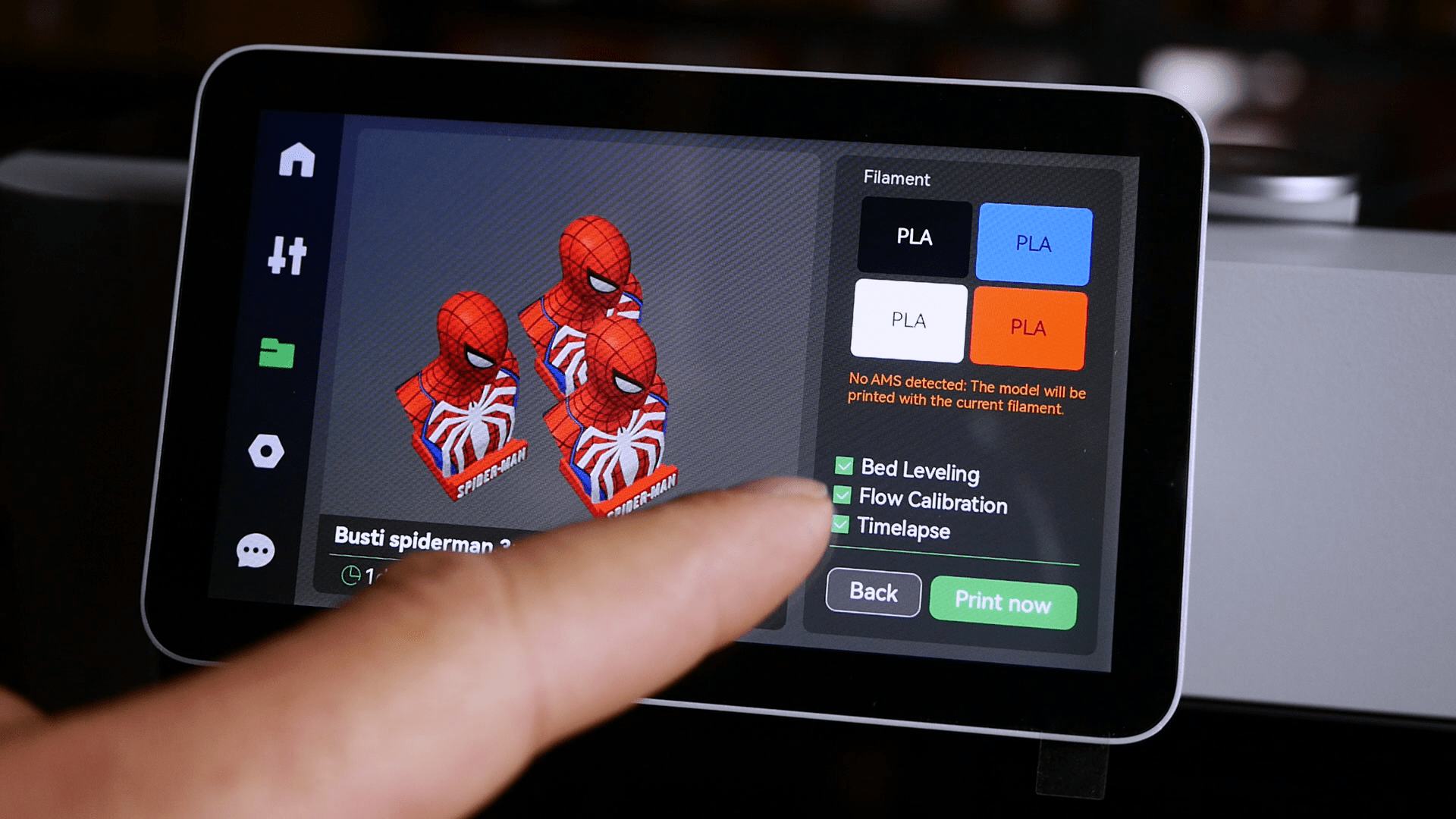
E’ una stampante che consiglio ? Difficile dire di no ad una stampante così a questo prezzo. Stampa molto bene ed è veloce, che si vuole di più ? Penso che da questa recensione iper dettagliata uno si sia fatto un’idea di cosa sta realmente prendendo e a quali problematiche si troverà comunque ad affrontare. Una cosa è certa e lo avevo detto anche all’inizio: non la consiglierei ad un novizio della stampa 3D, al primo problema si troverebbe ancor più impantanato nel fango di avere una Ender 3 con il Bl Touch collegato male o non funzionante. Per l’utente già più navigato potrebbe essere quel passo in avanti dalla classica stampante a portale iper moddata tipo uno scooter con il Kit Malossi o Polini, ci si diverte bene ma qualche calendario bisogna sempre averlo a portata di mano.
Per chi invece ci lavora ? E mi rivolgo a chi fa service di stampa 3D o comunque fattura e ci vive con la stampa 3D. Ricorda una cosa semplice: la stampante è molto veloce ed avresti solo quello di vantaggio, una maggior produzione oraria dei pezzi. Ma il resto delle rogne non te le togli di dosso. Di positivo ha però L’AMS e la gestione multipiatto che snellisce moltissimo i progetti lunghi da stampare, è controllabile da rete e da una postazione sola se ne possono vedere quante se ne vuole. Manca però tutta la parte di gestione delle code di stampa che spero in futuro possa venir implementata proprio per chi gestisce delle print farm.
Quanto durerà una Bambu Lab stampando sempre veloce, non si smonta ? Su questo punto mi è difficile dare un parere esatto perchè mi ci vorrebbero anni di utilizzo per dire “si mi si è rotta X volte e ho avuto X rogne”, per ora mi sono limitato a portare l’esperienza di quasi 200 ore di stampa che non sono nulla per una stampante 3D. Mi piacerebbe vederla dopo 4 o 5 mila ore di lavoro (che sono 1 anno e mezzo di lavoro intenso) come le altre stampanti che ho in negozio per fare realmente un paragone. Per ora mi limito solo a leggere nei vari forum di chi dice che in 2000 ore di lavoro non ha mai avuto mezzo problema (salvo poi scoprire che ha cambiato mille nozzle…) oppure chi dopo nemmeno 10 ore di stampa ha buttato via tutto perché non funzionava (mai sentite queste cose per le altre stampanti vero ?). O peggio ancora l’incubo delle barre in carbonio che si consumano e che creano gioco nei manicotti in grafite… Io ero più del secondo parere, non c’era verso all’inizio di farla stampare decentemente e volevo accantonare il tutto. Poi con calma mi sono messo li a capire un po’ il tutto e ne sono uscito, ma quanti potrebbero avere la mia stessa pazienza ? E qui non parlo di esperienza ma di pazienza perchè di mio non ho voluto metterci praticamente nulla nell’utilizzarla, ho lasciato tutto come mamma l’ha fatta e non ho nemmeno modificato i profili di stampa. E’ stato un grande sforzo ma ci sono riuscito. E spero in realtà tu sia ancora sveglio per leggere queste ultime righe, se fossi in zona Padova ti offrirei volentieri un bel caffè ! Hai le mani che prudono e vuoi comprarla ? Compra, tanto cadi comunque in piedi e alla peggio hai una stampante che si rivende alla svelta. Ma fai in fretta perchè la concorrenza è agguerrita e a breve vedrai tante altre stampanti simili alla Bambu Lab e scatterà la guerra a chi ce l’ha più lungo. Ora corro in psicoanalisi per farmi rimuovere il termine Bambu Lab dal cervello perché da quante volte l’ho sentito dire e mi sono poi ritrovato a scriverlo, non mi esce più dalla testa. Rivoglio la Sunhokey !
Sei interessato ad acquistare una stampante Bambu Lab ? Utilizza uno dei link qui sotto per acquistarla direttamente nel sito ufficiale, a te non costa nulla in più ma aiuterai il canale a crescere!
https://bit.ly/compra-bambu-lab-A1
https://bit.ly/compra-bambu-lab-A1-mini
https://bit.ly/compra-bambu-lab-P1P
https://bit.ly/compra-bambu-lab-P1S
https://bit.ly/compra-bambu-lab-X1C
https://bit.ly/compra-filamenti-bambu-lab
https://bit.ly/compra-piani-stampa-bambu-lab
https://bit.ly/compra-AMS-bambu-lab





13 Commenti
Ciao, Sto valutando di comprare una X1C usata.. con 2400 ora.. può essere ancora un buon affare per circa 800 euro, oppure meglio lasciar perdere e puntare su altro? Le alternativa sarebbero la A1 oppure la Kobra s1 a cui pensavo.. TU cosa mi consiglieresti con quel budget?
@Help3d
“Beh se sai già che ti servirà il piano più grande è ovvio che devi prendere la A1. Garage, freddo e stampa 3D non sono mai una buona cosa. Prendi una P1S se sai che dovrai stampare al freddo”
Okay grazie, valuterò una stampante “Boxata” .
Buona giornata Piraz.
Ciao “Piraz”,vorrei acquistare la mia 1° stampante 3d ….
E sono indeciso se,accontentarmi della BambuLab A1,per iniziare…
Oppure puntare SUBITO in ALTO e andare di BambuLab X1C ,oppure visto che il pezzo è più o meno simile magari la Creality K2 Plus
Consigli..Grazie e buona giornata….
Tutto dipende da ciò che vorrai fare. Come qualità di stampa tra A1 o X1C non cambia nulla !
Logicamente per Iniziare e principalmente PLA e PTEG. Anche se altri materiali,mi intrigano un pò.
Tutto a livello Hobbistico per casa ,roba da interno e qualcosa anche da esterno.
Il fatto che la stampante la metterei in Box, quindi temperature più basse ,rispetto alla casa, d’inverno e un pò più alte d’estate.
Quindi vorrei qualcosa di chiuso,specialmente per i filamenti.
Sto pensando anche alla Creality K1C per risparmiare qualche soldo,però il piano di stampa più piccolo mi fa storcere un pò il naso.
Ti intrigano ma non è detto che mai li utilizzerai… se hai budget prendi una X1C ovviamente, ma per partire una A1 Mini è già più che abbondante !
Buona Sera “PIRAZ”.
Ho appena letto l’articolo sulla BambuLab A1 Mini.
Molto interessante, riprendendo l’argomento non metto in dubbio la tua risposta,ma personalmente preferisco spendere quel poco di più e prendere, piuttosto,la “A1”.
Visto il piano più grande, più in linea con le mie idee ed esigenze.
Quindi anche se la metto in Garage,per esempio adesso ci sono 14° con il 60% di umidità , anche se e’ tutta aperta e con le bobine sul’ AMS LITE ,per il PLA e PETG , più di tanto non né risentono ?? Può andare bene lo stesso?
Grazie, e buona serata. Luke
Beh se sai già che ti servirà il piano più grande è ovvio che devi prendere la A1. Garage, freddo e stampa 3D non sono mai una buona cosa. Prendi una P1S se sai che dovrai stampare al freddo
Ad oggi il Lidar è diventato piu’ preciso ? vale la pena spendere la differenza tra x1c e p1s ad oggi ?
Ottima recensione, grazie per la precisione ed accuratezza!
Ciao! ogni tanto (era periodo covid) son venuto a fare qualche acquisto e sei simpaticissimo oltre che davvero bravo..
domanda a bruciapelo.. ho una m3ks+ con mmu2s (che fondamentalmente non funziona MAI)
sono indeciso tra un kit mk4 e una bambu (mi piacerebbe tanto il multicolore)
cosa prenderesti?
non saprei, devo ancora prova la MK4 !
Complimenti, ti ascolto sempre molto volentieri anche da semplice appassionato hobbista !!!