Forse la bestia nera per molti utenti che si avvicinano al mondo della stampa 3D è proprio “calibrare il piano di stampa”. A mio parere la parte più semplice da tarare ma a sua volta la parte più importante per una buona riuscita di una stampa.
Il corretto livellamento del piatto:
se questo non è tarato in maniera corretta vi darà luogo ad alcune zone in cui il filamento estruso aderirà al piatto, e altre in cui proprio non ne vorrà sapere.
Alcune stampanti escono con la calibrazione automatica del piatto. Certo agevola molto, ma partire con una calibrazione “old-school” fatta a mano e occhio, ripaga sempre e da comunque ottimi risultati. Fatta le prime volte poi ci si abitua e la si regola anche durante una stampa.
Fattori che influenzano una buona riuscita di una calibrazione:
- Stampare su piani riscaldati direttamente non è una buona idea: tendono ad IMBARCARSI facilmente, compromettendo tutta la calibrazione. Consiglio sempre l’utilizzo di un piano di vetro Pyrex da 3 mm (minimo) per renderlo meno incline a deformazioni.
- E’ bene pulire accuratamente l’ugello da ogni residuo nella parte in cui esce il materiale
- Eseguite la calibrazione a piatto CALDO così potrete capire di quanto si deforma rispetto a quando è freddo.
- NON applicate colle, lacche varie, spray, pellicole, kapton ecc ecc. Regolate il tutto PRIMA di applicare gli ausili di stampa.
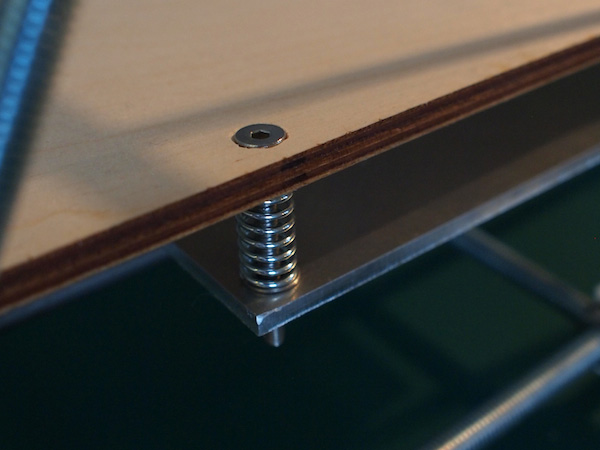
Per calibrare un piano si agisce sulle 4 o 3 viti con le molle presenti sul piatto di stampa: avvitandole si ABBASSA il piano, viceversa lo si ALZA. La calibrazione a 4 viti di solito è un po’ più laboriosa rispetto a quella a 3.
Qual’è il nostro OBIETTIVO ?
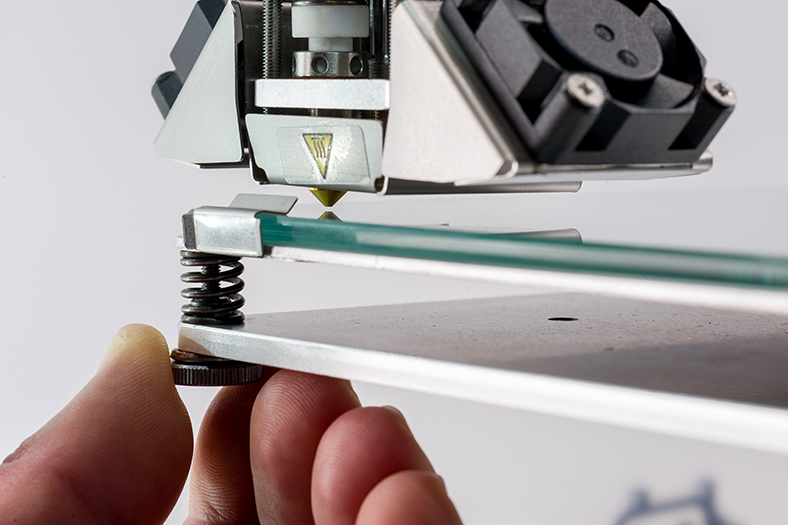
Far si che la distanza piano – ugello sia la più costante possibile in tutte le aree del piano. Faccio subito presente che la calibrazione “ideale-perfetta” potrebbe non essere mai raggiunta: fermiamoci anche ad un risultato soddisfacente e non andiamo per forza a guardare i centesimi con il comparatore centesimale. Molti dicono di usare un foglio A4 da mettere tra piano e ugello, ma se ci pensate potete mettere QUALSIASI tipo di spessore… anche da 3 mm !
Perchè?
La risposta è semplice. Il foglio, come qualsiasi altro SPESSORE ci sanno indicare se la distanza tra l’ugello e il piano è la medesima in tutti i punti. Nel caso del foglio A4 basta inserirlo sotto l’ugello, tirarlo a se e far si che la FRIZIONE che sentite con il piano sia presente in egual modo in tutti gli altri punti. Per far si che accada dovete agire sulle viti svitandole o avvitandole.
Come?
alcune macchine (come le Sharebot) hanno una proceduta di calibrazione manuale “guidata”. La macchina si ferma in diversi punti e ti permette di regolare la vite e la frizione del foglio di carta. Altre, come le Prusa i3 con firmware stock devono essere “azzerate” tramite il comando di HOMING degli assi (via Repetier Host oppure da pannello di controllo LCD) e POI si procede a spostare la testa di stampa nei vari punti.
Consiglio
sempre di partire dai 4 angoli e poi passare al centro. Meglio ancora se la procedura di controllo dei 4 angoli la eseguite anche 2 o più volte: in caso di piani molto starati è difficile azzeccare al primo colpo la taratura. Ora non rimane che regolare correttamente il primo layer di stampa agendo sul valore del Z-Offset.
Come fare a capire se il piatto è livellato correttamente?
Nulla di più semplice: lanciate la stampa di una serie di rettangoli/quadrati/cerchi sparsi sul piano di stampa (consiglio questo file già pronto) e controllate come aderisco al piatto. Tenete a portata di mano una brugola per fare degli aggiustamenti sulle viti “in itinere”. In un solo colpo avrete regolato Z-offset e il piatto di stampa!
Calibrare il piano di stampa di una stampante 3D è una delle cose più noiose, ma allo stesso tempo FONDAMENTALE, da effettuare per chi si avvicina per la prima volta a questo mondo. Con il tempo e diverse prove/sbagli poi regolerete le imperfezioni direttamente a stampa iniziata.
Perchè si deve livellare il piatto di stampa ?
Beh molto semplice, se questo risulta essere più distante dall’ugello in alcune zone piuttosto che in altre, allora potremmo incappare in fastidiosi difetti di stampa. In particolare quelli relativi al distacco dell’oggetto dal piatto: prestare una buona attenzione al primo layer di stampa garantisce quasi sempre una stampata discreta. Inutile continuare a stampare se si sa già che la base non è delle migliori!
La scelta dello spessore
spesso si sente parlare di foglio di carta A4 per la regolazione del piatto. Si è comodo e facilmente reperibile. Inoltre fornisce una “buona” distanza tra ugello (nozzle) e piatto. Questa distanza, come vedremo in seguito NON è detto che sia sempre quella più adatta. Ed ecco quindi che vi dico di utilizzare quello che volete come spessimetro, l’importante è che non si possa incidere facilmente. Potete usare una carta di credito, un cartoncino molto spesso, un lamierino ecc ecc… il suo unico scopo sarà quello di aiutarvi a verificare che la distanza ugello/piatto sia uniforme su TUTTO il piano ! Gli aggiustamenti definitivi verranno poi fatti regolandosi con i registri di fine corsa oppure direttamente applicando degli offset nello slicer. Per queste regolazioni verrà fatto un video dedicato prossimamente.
Come livello il piatto?
Lasciate perdere costosissime bolle o comparatori centesimali… La calibrazione servirà a mettere in condizioni di “perfetto” parallelismo il piatto di stampa nei confronti del carrello di estrusione. Quindi che il piano di lavoro in cui siete sia ben livellato poco cambia… Ed è per quello che non è il caso di lavorare con la livella a bolla. Se prendiamo come riferimento il mobile su cui è poggiata la macchina, allora bisogna regolare, oltre al piano, anche il perfetto livellamento del carrello XY rispetto al mobile. Un bel caos…
99% dei casi dovreste trovare delle manopoline/viti con delle molle SOTTO al piatto riscaldato (o non). In alcuni casi saranno 3 in altri 4: svitandole o avvitandole muoverete il piatto su o giù in relazione all’ugello montato.Cercate comunque di partire con un piano il più PLANARE possibile.Ecco perché si utilizza il vetro sopra ai piatti in alluminio, tende a deformarsi meno (se si usa un 4 mm è il top). Per chi deve calibrare una Prusa, attenzione all’altezza del carrello di stampa: verificate che i due motori che muovono la Z siano alla stessa altezza: esistono diversi modi per regolarli, il più semplice è misurare con il calibro o con una dima (si trovano su thingiverse) la distanza tra le barre (quelle dell’asse X solitamente) e il supporto su cui è poggiata la macchina. Non prendete come riferimento il piano (che nel nostro caso è ancora da livellare).
Primo metodo “Ignorante”
questo è il metodo che preferisco e che eseguo quando sono in velocità. Si accende la 3D, si fa un homing degli assi X , Y e Z (in realtà basterebbe solo la Z…) e poi dal menù LCD o da Repetier si manda il comando di spegnimento motori (M84). Stando attendi a non movimentare la Z, muovete il carrello con l’estrusore in più punti e verificate che il foglio di carta (o lo spessore che avete scelto), passi con la medesima frizione tra ugello e piatto. Consiglio di eseguire queste calibrazioni con piatto liscio e pulito, possibilmente senza lacca o additivi applicati al piano: stessa cosa vale per il nozzle, pulite ogni “caccola” che si forma e si solidifica (o falserà tutta la regolazione). Provate anche a regolarlo con il piatto caldo, in alcuni casi il calore imbarca il piano di lavoro. Per chi utilizza delle cartesiane con piatto a “sbalzo”, disattivare i motori potrebbe portare alla discesa del piano di stampa rispetto al punto di homing effettuato. In questo caso si utilizza il secondo metodo di livellamento.
Secondo metodo “Script”
le case produttrici di stampanti offrono una routine di calibrazione guidata del piatto. Altro non è che una serie di coordinate inserite in un gcode. Per chi utilizza Marlin Kimbra, questa routine può essere direttamente attivata dal configuratore online con tanto di decisione dei punti di “tastatura/probing”. Sono quei punti in cui l’ugello si abbasserà e voi dovrete posizionare sotto il foglio di carta. Per chi invece non ha questa funzione o non ha voglia di ricompilare il firmware, basta semplicemente modificare questo gcode con le proprie coordinate ed il gioco è fatto. ATTENZIONE: questo gcode è adatto per una stampante con piatto di dimensioni XY 20×20 cm. Se il vostro è più grande o più piccolo sta a voi inserire diverse coordinate. Il gcode è comunque commentato per aiutarvi nella compilazione. Per trovare le giuste coordinate (o i punti che desiderate), potete provare a muovere in manuale l’estrusore dall’LCD nel punto che desiderate, e poi controllate sul monitor che coordinate compaiono (e el sostituite a quelle mie). La stessa cosa può esser fatta da Repetier o Pronterface. Creato il code con un editor di testo (anche notepad ma consiglio Sublime Text), salvatelo con l’estensione .gcode e caricatelo nella SD (o altro supporto di memoria che la stampante legge). Eseguite il file e avrete la vostra routine semi-automatica. Regolate di conseguenza le vitine sotto al piatto.
Per tutti e due i metodo consiglio di eseguire un paio di volte di fila la calibrazione, specie quando si parte da un piatto mai calibrato in precedenza.
Terzo metodo “Quello comodo”
in questa puntata non tratterò nel dettaglio come funziona l’autobed leveling (chiamato ABL). Esiste con interruttori meccanici, conduttivi e di prossimità. La sua funzione è quella di creare una matrice virtuale di punti del nostro piatto di stampa, verificare quanto distano dall’ugello e comunicare questa mappa all’inizio della stampa. La stampante dovrà poi regolare di CONTINUO la movimentazione in Z in modo tale da compensare quelle zone non calibrate a dovere. A livello teorico (ma anche pratico), è possibile stampare con un piatto completamente inclinato rispetto all’ugello. Certo è che far muovere le viti in Z il meno possibile (specie per chi non ha barre trapezie ma ha solo barre filettate classiche del brico), è la cosa migliore. Quindi prima si calibra comunque in modalità vecchio stile, e poi si fa lavorare l’ABL.
Testing
il metodo migliore per testare se il piano è livellato correttamente, è mandare in stampa una serie di quadrati/rettangoli il più grandi possibili (compatibilmente con la vostra area di stampa e verificare la quantità di materiale depositato è uniforme su tutti i punti del piano. Certo è che trovare la calibra iper precisa manualmente è un po’ difficile… cerchiamo di accontentarci alle volte!
Buon livellamento e ci vediamo al prossimo video relativo alla calibrazione del giusto offset di stampa!





6 Commenti
Ciao,ho una geeetech prusa i3 pro b,e anche se ho stampato un bel po,ho ancora diversi problemi….primo fra tutti il livellamento del piatto….seguendo il tuo video cercherò di sistemarlo al meglio. Intanto volevo chiederti 2 cose: 1. c’è un modo di impostare il display in lingua italiana? (il mio è in inglese)….2.perchè se regolo lo 0 su tutti gli assi,una volta spenta la stampante,riaccendendola mi da 0,0,0 su qualunque punto si trova e mi tocca regolare ogni volta lo 0?
Ciao Gianmichele. Per impostare la lingua italiana devi ricaricare il FW compilandolo selezionando la lingua IT. Per il secondo punto è una cosa normalissima, la funzione di “homing” degli assi (G28) ti serve proprio per trovare lo zero reale della macchina. Dai una occhiata a questo video: https://www.youtube.com/watch?v=Av1-kXVyQCo
Ciao,
ho fatto il livellamento del piatto 4 o 5 volte, ma quando lancio la stampa l’ugello rimane troppo alto e il filamento, di conseguenza, esce tipo spirale…
Ho guardato sia nei menu della stampante che sulle impostazioni di Repetier-Host, ma non trovo dove impostare lo “Z-offset”
Mi sapresti dire come fare?
Io ho una Tevo Tarantula, con MKS GEN L, e piatto anycubic Ultrabase.
Grazie
Ciao
Segui BENE il video in cui spiego come regolare lo Z Offset! O lo regoli meccanicamente variando l’altezza del fine corsa in Z oppure inserendo degli offset nel gcode!
Willy, è proprio perchè la vite è già svitata al massimo che non stampa per niente, non c’è lo spazio sufficiente tra nozzle e piano per poter far uscire il filamento, in parole povere, sei troppo schiacciato sul piano. Il piano deev’essere si parallelo e più im piano possibile, ma il foglio, deve frizionare molto leggermete, quasi libero!!!!
ciao,
l’articolo è molto interessante e dettagliato, ho appena seguito la tua procedura e avrei bisogno di un consiglio:
ho stampato il file di test e nessuno dei 9 quadrati è venuto bene;
in particolare, come se usassi il tastierino numerico, il migliore è l’8, il 7 4 9 e 5 sono buonini, 1 2 abbastanza male il 6 pessimo e il 3 non è stato proprio stampato; quindi vanno peggiorando da sinistra a destra e dal fondo in avanti, immagino che debba regolare la vite in basso a destra ma è già svitatata al massimo, cosa posso fare?
grazie per l’attenzione