
Tabella dei Contenuti
Introduzione
Quando si tratta di scegliere il nozzle/ugello della stampante 3D, la prima scelta ricade ovviamente su quelle bellissime offerte di mille nozzle per una manciata di euro. Li trovate un po’ ovunque, su Aliexpress, Amazon, Ebay, Banggood, Gearbest e alla fine condividono tutti (bene o male…) la stessa qualità. Il senso di questo video non è tanto dimostrare che valgono quel che costano, piuttosto è cercare di trovare risposta a questa domanda:
“Su 20 pz che acquisto, quanti se ne salvano ? ”
Qui sotto trovi un bel po’ di foto realizzate sui vari nozzle acquistati (più di 300 di varie dimensioni, forme, materiali e fornitori). Per questioni di tempo ci siamo limitati ad acquisirne poco meno di un terzo e ci siamo fatti un’idea bella precisa.


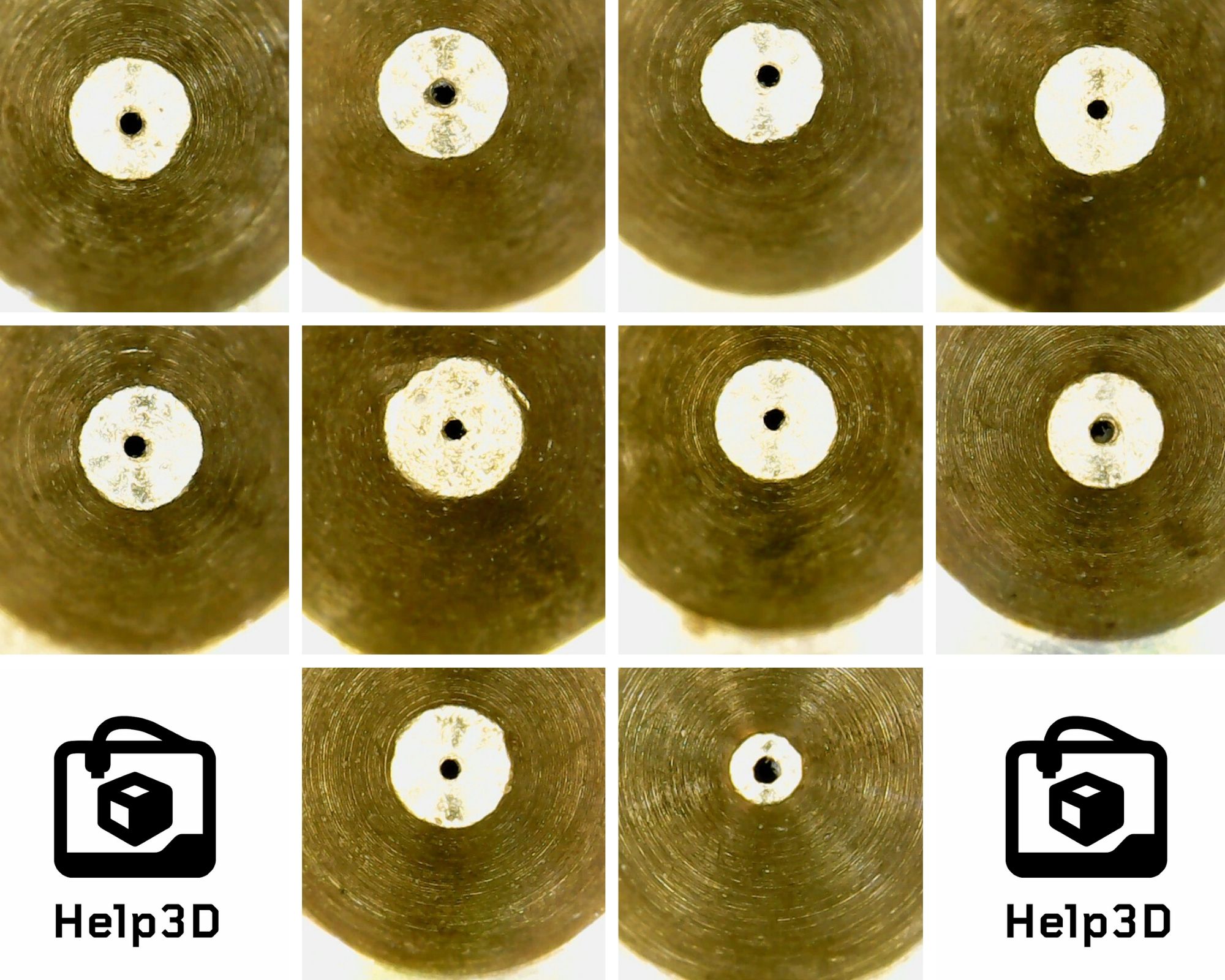
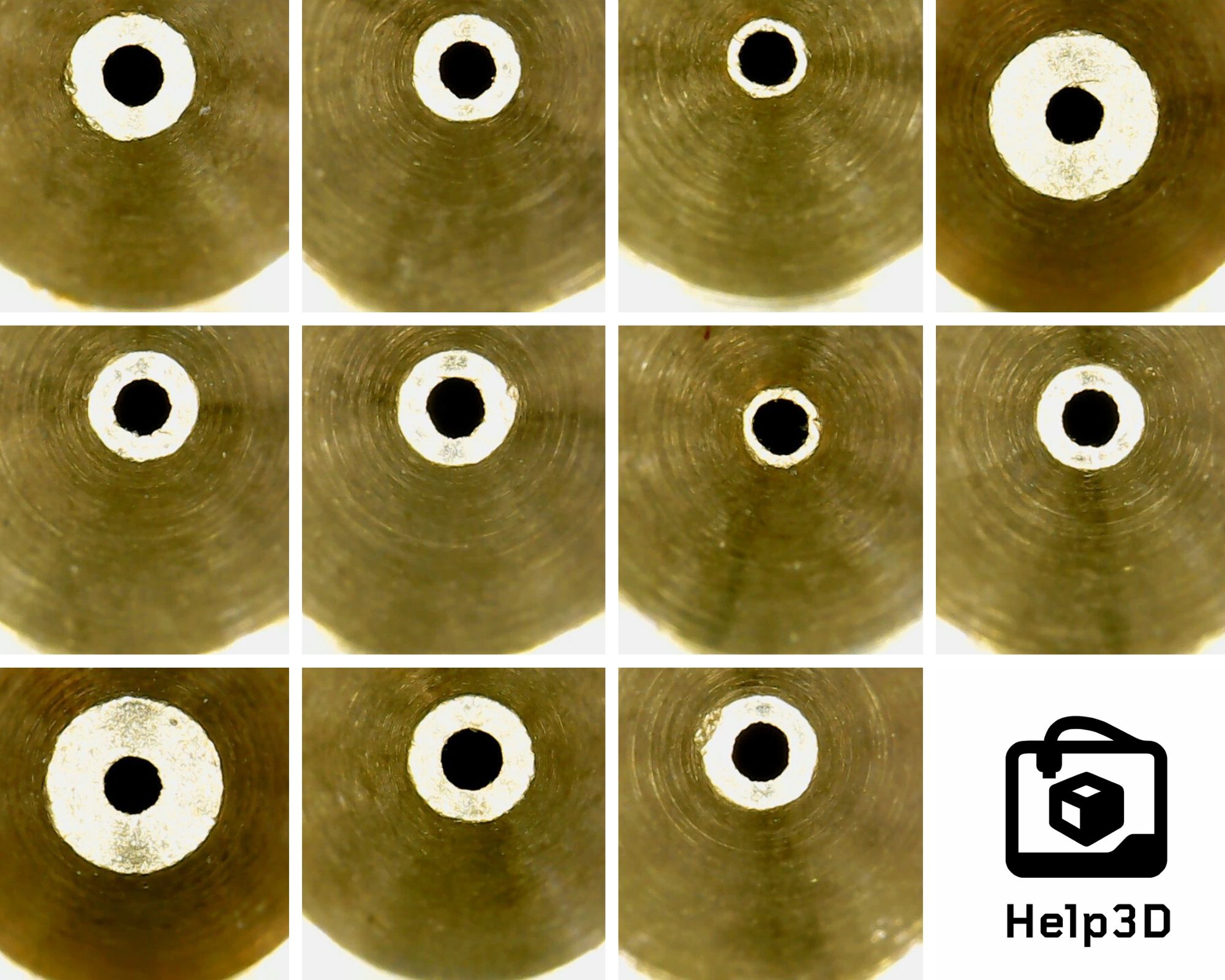
Forma non circolare e residui
La prima cosa che salta all’occhio mettendoli a confronto tutti assieme, è la non circolarità del foro. Molti se la cavano e risultano quasi accettabili, ma molti altri hanno forme completamente sballate o addirittura decentrate. Se si possiede un alesatore è possibile provare a recuperare un minimo di circolarità. Attenzione anche ad eventuali residui di lavorazione (bave) esterni oppure limatura rimasta all’interno della camera di estrusione, più avanti spiegheremo cosa utilizzare per pulirli.


Diametro non costante o errato
E’ una cosa che in pochi controllano anche perchè è difficile senza degli adeguati strumenti di misura. Fortunatamente esistono delle piccole astine calibrate di vario diametro, che ti permettono di capire al volo se almeno il diametro è corretto: che sia più stretto o più largo di quanto dichiarato dal produttore, diciamocelo, non è un grosso problema però l’importante è saperlo ! Se hai gli alesatori visti prima potresti anche pensare di allargare leggermente un foro più stretto (come si faceva con i getti dei carburatori), se si tratta solo di “bave” da lavorazione alle volte basta anche solamente l’astina calibrata (liscia). Attenzione quindi che su un lotto da 20 pz, molti avranno dei diametri NON corretti.
Dimensione della battuta variabile
Dal precedente video che abbiamo fatto avrai capito che esistono mille tipi di nozzle con forme sempre più diverse tra di loro. Una cosa molto importante da individuare per una corretta calibrazione della Extrusion Width, è capire quanto larga è la nostra “battuta” attorno al nozzle. Ad occhio nudo è già possibile vedere la differenza tra un nozzle e l’altro, ma questa caratteristica ti permette di capire quanto ci possiamo spingere nell’allargare la nostra extrusion width. Capita sia su quelli “a punta” così come su quelli “piatti” clone E3D.
Posso migliorarli in qualche modo ?
Certamente, ma dovrai necessariamente attrezzarti con un ingranditore USB economico. Il Piraz ha utilizzato questo modello nel video, non è il massimo ma funziona bene per quello che deve fare. Per non diventare pazzo scarica anche questa nostra dima di posizionamento che ci ha permesso di rilevare i nozzle tutti alla stessa altezza e sempre perpendicolari alla camera: al suo interno trovi una molla con vite che permette di abbassare il piano di posizionamento del nozzle, e adattarlo a seconda delle varie tipologie.
Se il problema è il diametro puoi tranquillamente utilizzare gli alesatori citati prima oppure le aste calibrate. Utilizza del lubrificante da taglio (anche WD40 va bene) nel caso il foro dovesse essere molto più piccolo del normale e pulisci bene i residui interni con dell’aria compressa e sgrassalo bene con uno sgrassante (anche acetone ma attento ai vapori e lascialo asciugare BENE).
Un piccolo trucchetto che puoi utilizzare è prendere uno “stuzzicadenti”, collegarlo ad un minitrapano tipo Dremel e farlo girare all’interno del nozzle a velocità media. Oltre a pulirlo da eventuali residui di lavorazione, luciderai (nel caso dell’ottone non dell’acciaio) leggermente la cavità interna. Se non hai il trapanino puoi farlo anche a mano senza problemi.
Esternamente, se senti con le dita dei rilievi in prossimità del foro, puoi utilizzare della pasta abrasiva finissima oppure del dentifricio (non è uno scherzo !). Presta MOLTA attenzione se utilizzi della carta vetrata, prendila di grana molto fine (possibilmente ad acqua) e poi passa sempre un minimo di pasta lucidante per lisciare il tutto.
Sul fatto di smussare i bordi della battuta abbiamo letto in diversi casi di alcuni miglioramenti alle stampe ma per il momento non abbiamo ancora provato.
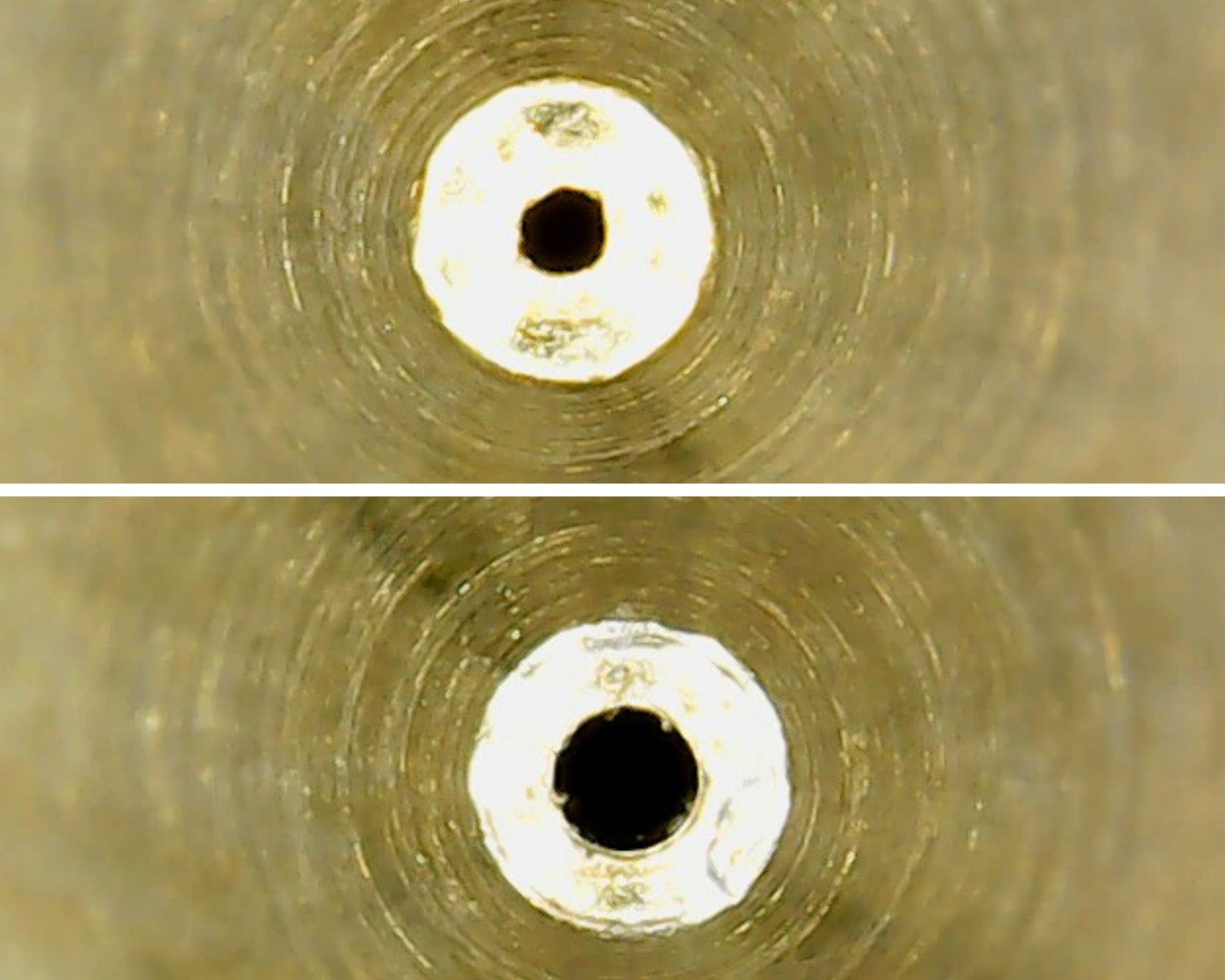
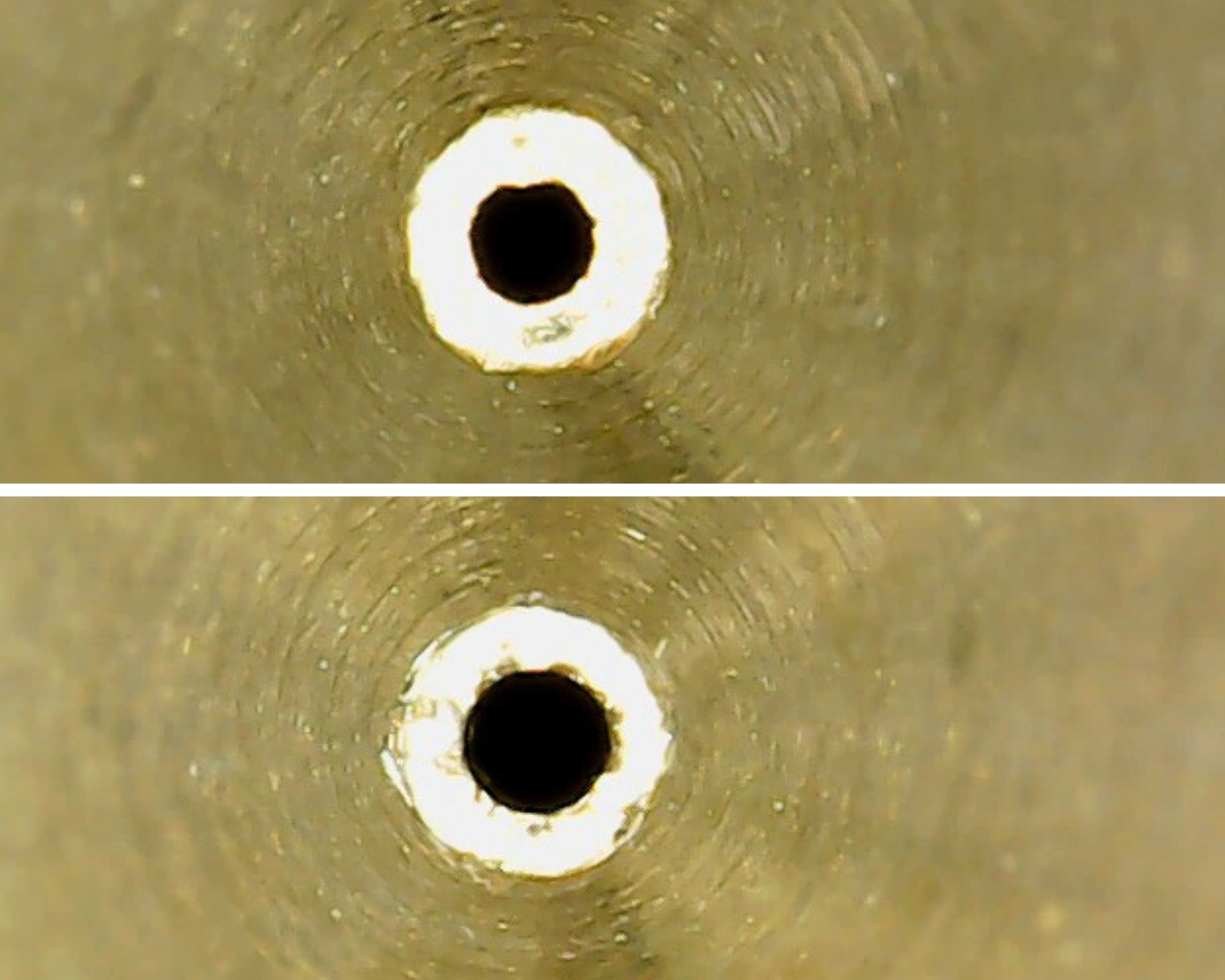
Ma i nozzle che costano ?
Il video è una comparativa tra nozzle economici che si prendono a peso. Ma se vuoi un piccolo paragone con i nozzle E3D originali, qui sotto trovi le foto di quelli in acciaio temprato e in ottone (entrambi da 0.4 mm). Sarebbe bello analizzare magari le differenze con quelli della stessa categoria (Brozzl, Triangle Lab, MicroSwiss ecc ecc) però per il momento ti possiamo dire… si vale la pena acquistarli, poi dopo esisterà sempre il nozzle sfigato del lotto di produzione !


Conclusioni
Non abbiamo di certo scoperto l’acqua calda ma sui nostri 300 nozzle acquistati possiamo dire che il 70% erano accettabili (da modificare leggermente), il 20% da buttare mentre solo il 10% erano davvero perfetti. Inutile dire che partire con un nozzle difettoso vi porterà a stampe con difetti che, molte volte, si provano a risolvere in mille modi e non ci si riesce. E’ un po’ come con il filamento, non ha senso spendere migliaia di euro in una stampante e poi ci si ritrova a stampare con filamenti di bassa qualità, umidi o con polimeri di dubbia provenienza.
Non abbiamo un fornitore preferito da consigliarti perchè più lotti presi a distanza di tempo dallo stesso fornitore hanno portato a risultati completamente differenti. Questo significa che se una volta ti è andata bene quella dopo potrebbe essere meno qualitativa. Quelli da noi acquistati provengono principalmente da Aliexpress, Gearbest e Amazon.
Se invece vuoi trovarne già di certificati e pronti puoi sempre acquistare quelli disponibili sul nostro shop !





1 Commento
Sono sempre ottimi i tuoi tutorial ma aspetto sempre quello della calibrazione di una delta in modo manuale.