
Ne hai sempre sentito parlare ma non hai ancora avuto il coraggio di affrontare la questione. Di cosa sto parlando? Cambiare il diametro del nozzle/ugello. A prima vista può sembrare una delle operazioni più complicate al mondo ma in realtà è di una banalità estrema, seguimi un attimo e vedrai che tutto ti sarà più chiaro.
Come cambio il nozzle?
Non mi dilungherò più di tanto, in QUESTO video trovi la guida passo-passo che ti porterà a smontare e rimontare correttamente il nozzle sul tuo hotend. Mi raccomando segui le procedura di sicurezza corrette, ugello freddo e stacca la spina della corrente. Saefty First !
Quale diametro scelgo?
Il tema di oggi è sicuramente questo: la stampante ti sarà arrivata al 99% con un nozzle/ugello con diametro 0.4 mm. Vero? Se non sei sicuro controlla le specifiche tecniche della macchina o più semplicemente guarda la ghiera di fissaggio, dovrebbe riportare un’incisione con il valore del diametro. Questo diametro è quello che ti permette di ottenere il miglior rapporto velocità di stampa/riproduzione dei particolari. Se vuoi provare diametri differenti ecco alcuni semplici consigli:
La risoluzione
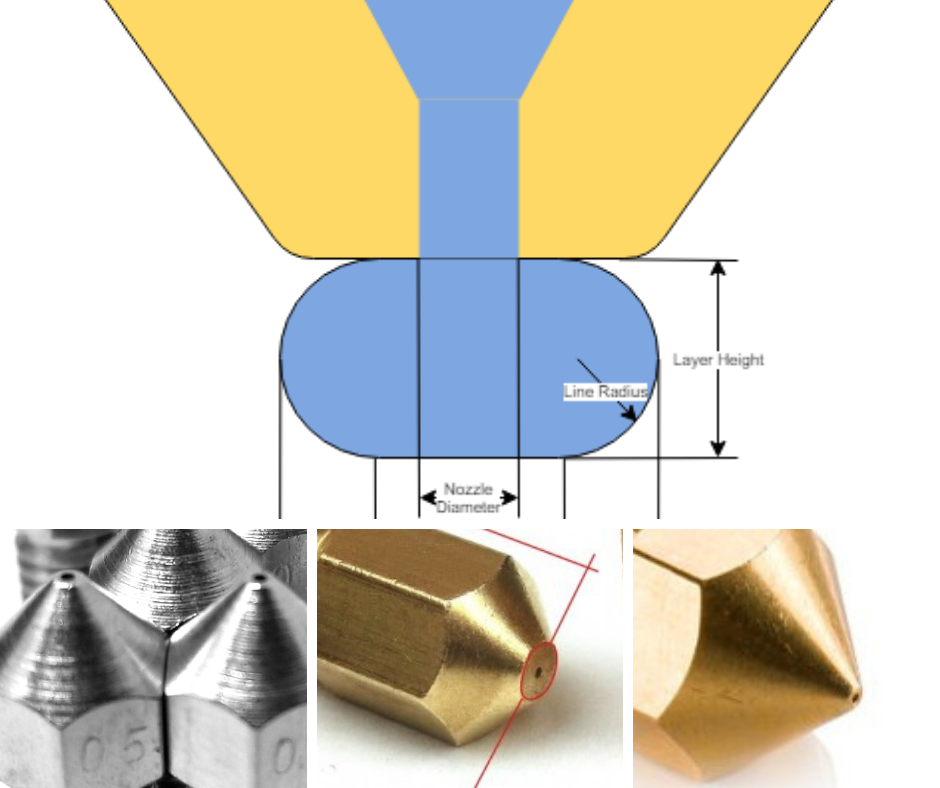
Attento alla risoluzione di stampa lungo l’asse Z, in QUESTO video ti avevo già spiegato che la massima altezza layer che puoi raggiungere è data dalla dimensione del nozzle che monti. La teorica “migliore” risoluzione massima (o minima dipende dai punti di vista) che puoi raggiungere è pari all’ 80% del diametro dell’ugello: questo significa che se monti uno 0.4 mm allora il tuo spessore layer massimo (o più grezzo) potrà essere di circa 0.32 mm. Se monti uno da 0.8 mm potrai arrivare a depositare layer da ben 0.64 mm. Ma se monto un ugello da 0.2 mm che succede? Semplice… il tuo layer potrà avere uno spessore massimo di 0.16 mm, e così via. Una cosa non cambia però, ed è dove casca generalmente l’asino: utilizzare nozzle più grandi o più piccoli non influenza la possibilità di stampare a layer sottilissimi. Si hai capito bene, anche con un nozzle da 0.8 mm potrai stampare ad una risoluzione in Z pari a 0.05 mm. La minima risoluzione/minimo spessore che puoi raggiungere non è dato dal diametro ugello bensì da altre caratteristiche della macchina, come risoluzione dei motori, passo della vite, qualità dell’estrusore, dal materiale ecc ecc.
Nota: non tutti i feeder/estrusori riescono a lavorare con costanza quando si tratta di estrudere piccolissime quantità di materiale (prova a pensare se stampi a layer da 0.05 mm con nozzle da 0.2 mm). Se devi ottimizzare la tua macchina per questo tipo di stampe, prediligi l’utilizzo di gruppi di alimentazione filo con demoltiplica tipo il Wade extruder, Il Bondtech oppure il Dyze
Tempi di stampa
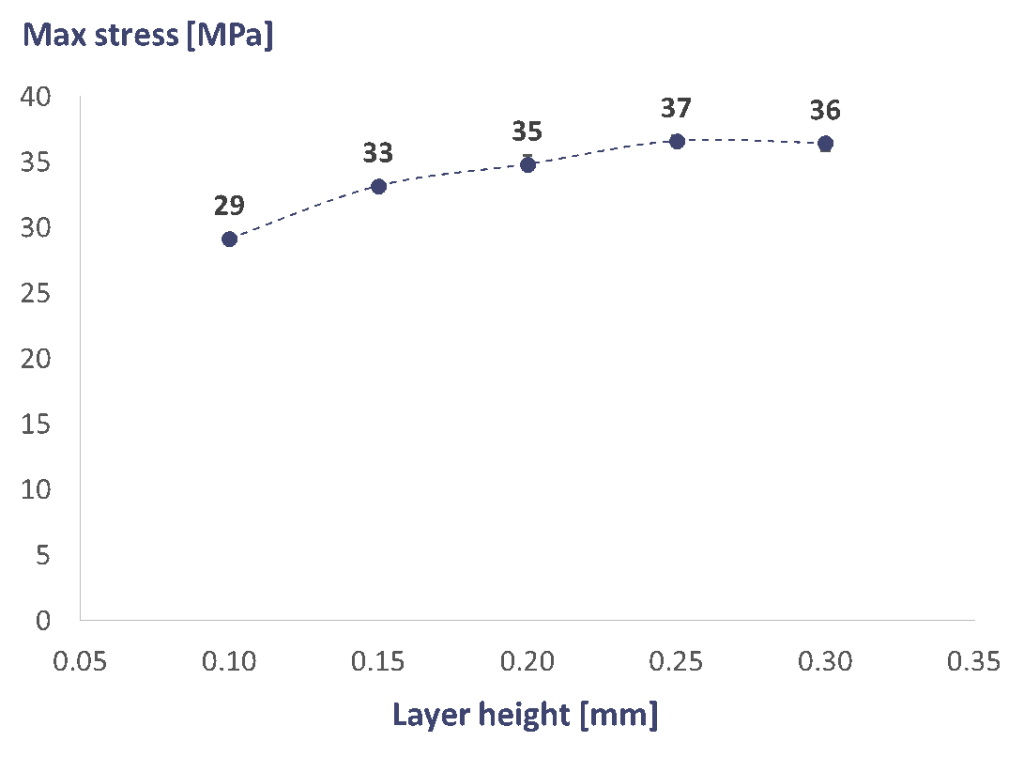
Diretta conseguenza del punto qui sopra, è che sicuramente noterai una differenza relativa ai tempi di stampa: con ugelli molto grandi dimezzi se non di più i tempi di stampa proprio perchè è possibile lavorare con strati molto più spessi. Vuoi fare un test? Prendi il tuo slicer di riferimento e prova a variare l’altezza degli strati e guarda come varia il tempo calcolato. Certamente questo è un grosso vantaggio ma presto ti accorgerai che ugelli molto grandi vanno bene principalmente per fare oggetti… grandi! Se il tuo obiettivo è risparmiare tempo e non ti interessa molto la finitura in Z del tuo oggetto (effetto “scaletta”), allora utilizza nozzle più grandi possibili. Attento però! Non andare oltre diametri da 1.00 mm se stai usando filamenti da 1.75 mm. Ricorda inoltre che, secondo QUESTO bellissimo studio, si evince come la resistenza di un pezzo stampato dipenda anche dalla risoluzione in Z di quest’ultimo. Layer più “alti” o grezzi, conferiscono al pezzo una maggiore resistenza.
Attento alla Extrusion Width
Se cambia il diametro dell’ugello, cambia necessariamente la Extrusion Width o larghezza di estrusione. Ricordi? Ne ho parlato approfonditamente in QUESTO video e pure in QUESTO video. Nel 2015 lo avevo già accennato anche in QUESTO articolo. Guardali con calma, sicuramente ti saranno utili per comprendere al meglio questo articolo. Tornando alla Extrusion Width o banalmente abbreviata con EW, sappi che è il primissimo valore che dovrai cambiare all’interno del tuo slicer. Ricorda sempre la regola (ove possibile) di aggiungere il 20% circa al diametro, per calcolare la EW di partenza per poi effettuare le calibrazioni di rito (thin wall test ecc ecc, tutte cose che sono presenti nei link qui sopra). Se monti un nozzle da 0.8 mm potrai arrivare anche a 0.96 mm ma fai attenzione… più avanti nell’articolo ti spiegherò un segreto che non è ancora stato inserito nei miei video già pubblicati.
Riprendendo in parte il discorso dei tempi di stampa, ti apparirà subito chiaro allora che la velocità non dipenda solo da quanto spesso è uno strato ma anche da quanto è larga la nostra estrusione. Prova a pensare a questa situazione: hai montato un ugello da 0.4 mm e stai lavorando con una EW calibrata perfettamente a 0.45 mm. Se nella tua stampa hai impostato 4 loop/perimetri vuol dire che dovresti ottenere una parete di circa 1,8 mm. Bene, prova a pensare ora di utilizzare un ugello da 0.8 mm con una EW impostata (per esempio) a 0.9 mm: 4 loop da 0.9 mm di larghezza vogliono dire ben 3.6 mm di parete! Quindi se il nostro obiettivo è di avere comunque una parete di 1,8 mm ci basteranno semplicemente n° 2 loop. Risultato? Meno tempo impiegato dalla stampante per costruire lo stesso oggetto. Immagina poi il riempimento/infill del nostro oggetto, quanto più resistente sarà dato che utilizzeremo una larghezza di estrusione così abbondante? Mentre se utilizzi un nozzle da 0.2 mm impostato (per esempio) con una EW a 0.25, quanti loop dovrai fare per raggiungere gli 1,8 mm di prima? Almeno 7… Giunto fino a qui avrai appreso che nozzle più grande = stampe veloci e più resistenti. Maggiore è la EW migliore sarà il bonding (la fusione) tra uno strato e l’altro. Nulla da dire, riassunto perfetto. Ma gli svantaggi?
I dettagli contano
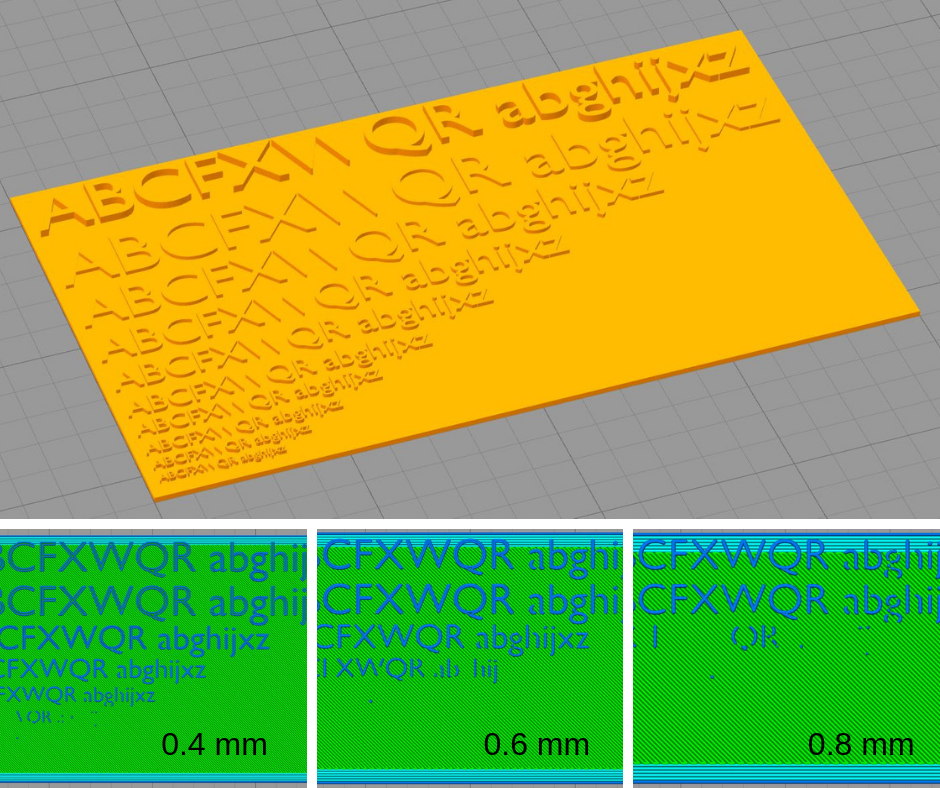
Proprio a causa della EW troppo larga, purtroppo, perdiamo buona parte dei dettagli della nostra stampa. Stiamo parlando in questo caso di una risoluzione planare che non ha nulla a che vedere con la risoluzione in Z (spessore layer) che abbiamo visto prima. Per farti capire meglio: prova a prendere un pennarello a punta grossa (tipo Uniposca) e cerca di ricalcare fedelmente i lineamenti di un volto presente su una fotografia in formato 10X15 cm (cartolina). E’ impossibile ! Così come lo è per la stampante riprodurre dettagli molto piccoli come scritte, dettagli di un volto, pattern particolari ecc ecc.Sono sicuro che ti sarai già trovato nella situazione “Ehi ma il mio slicer non riproduce questo dettaglio, eppure io lo ho disegnato sul modello 3D”. E’ molto semplice: cosa potrai riprodurre te lo dirà la Extrusion Width e di conseguenza il tuo diametro del nozzle/ugello. Se stai cercando di stampare un particolare che ha dei dettagli da 0.2 mm e tu stai lavorando con una EW da 0.9 mm sarà impossibile realizzarli. Vuoi il mio consiglio? Evita di utilizzare nozzle troppo piccoli o incapperai in fenomeni di intasamento nozzle/backpressure. Se devi stampare miniature o oggetti con dettagli iper minuscoli opta piuttosto per un’altra tecnologia di stampa tipo SLA o DLP (quelle a resina per intenderci). Quindi riassumendo, nozzle più piccolo = stampe più dettagliate ma tempi biblici di stampa.
Temperature,materiali di stampa e finiture
Ricorda inoltre di adattare le temperature di stampa: capirai da subito che per nozzle molto grandi la massa di materiale che entra in camera di fusione è maggiore rispetto a nozzle più piccoli. Generalmente si aumenta all’aumentare del diametro dell’ugello, ma questo valore dipende anche dalle velocità di stampa. Fai delle prove, se vedi che estrude male o, peggio ancora, delamina una volta completato l’oggetto allora devi aggiustare i valori della temperatura e del raffreddamento. Considera inoltre che ogni nozzle è differente dall’altro: molte volte ti ritrovi a dover fare i conti con ugelli economici che non ti permettono di andare oltre una certa produzione oraria di estrusione di materiale. Idem vale per i materiali di stampa, ce ne saranno alcuni che con nozzle piccoli viaggiano alla grande ma con nozzle più grandi iniziano a mostrare evidenti difetti/limiti.Per capire cosa intendo visita QUESTO sito e poi capirai perchè esistono nozzle da 3€ e nozzle da 40€. Quando si lavora con nozzle più piccoli invece non si è costretti a scendere molto di temperatura, anzi, si può tenere tranquillamente quella trovata per nozzle da 0.4 mm.
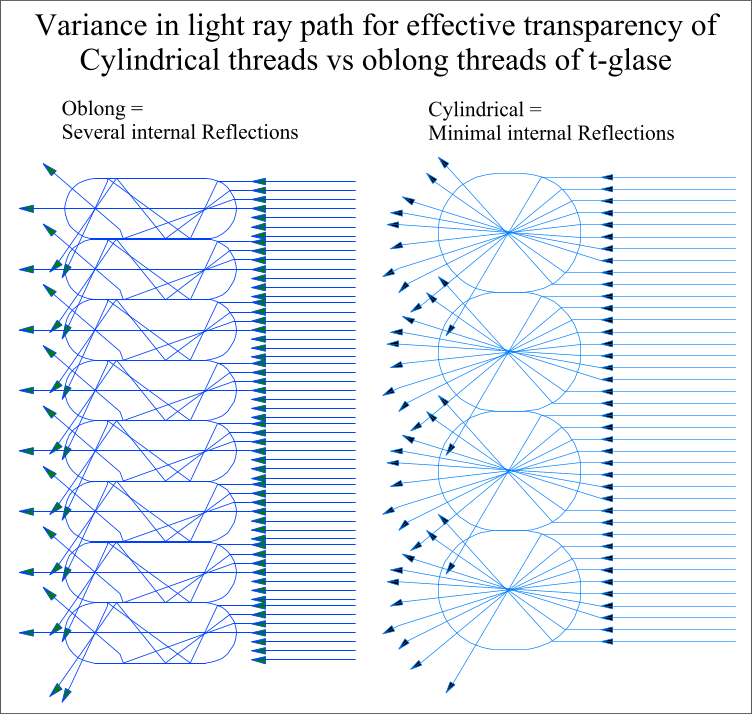
Un aspetto non da sottovalutare è anche la finitura che assume l’oggetto stampato con layer più o meno alti: per esperienza personale ho notato che filamenti lucidi tendono a diventare opachi se utilizzati con ugelli molto grandi. Invece se punti alla trasparenza degli oggetti.
Leggendo QUESTO articolo apprenderai inoltre come la trasparenza di un oggetto stampato con filamento “clear”, dipenda molto dall’altezza layer e dalla sua EW. Più i layer sono alti e migliore sarà la trasparenza. Vuoi stampe più trasparenti? Utilizza nozzle grandi e layer di stampa da 0.8 mm in su.
Vuoi stampare materiali “caricati” con legno, particelle di rame o altri composti vari ed eventuali? Evita come la peste i nozzle sotto 0.4 mm, si intaseranno subito.
Hai difficoltà a stampare i materiali flessibili tipo TPU/TPE con durezze vicine a 70 Shore A (quindi abbastanza morbide) ? Ho la soluzione pronta per te: prova ad utilizzare nozzle da 0.6 mm oppure 0.8 mm e vedrai che differenza. Le stampe non si bloccheranno più ma soprattutto… potrai aumentare la velocità di stampa perchè ci sarà meno rischio di aggrovigliare il materiale attorno alla ruota godronata. Più il materiale è libero di fluire e meno intoppi ci saranno sul feeder o estrusore (come vuoi chiamarlo).
Un altro importante parametro da tenere in considerazione è la retraction/ritrazione del materiale: noterai che cambiando diametro ma soprattutto cambiando “modello” di nozzle, dovrai cambiare i valore della retraction. L’angolazione e la forma della camera interna di fusione influenzano moltissimo questo valore: ti ritroverai quindi con alcuni nozzle che “stringheranno” (deriva da stringing, l’effetto ragnatela che si crea sul pezzo quando la retraction è troppo bassa) tantissimo mentre altri per nulla.
Non fare confusione
Ti ho detto un sacco di cose in questo articolo ma ti prego… non farmi confusione con altezza di stampa e larghezza di estrusione. Come ho ribadito nel video, potrai benissimo stampare a layer bassissimi anche con nozzle enormi ed extrusion width veramente ampie.
Di che materiale sono fatti? Quale compro?
Ormai il mercato è pieno zeppo di ugelli per stampanti 3D, mi è veramente difficile consigliarti una precisa marca di ugelli però posso dirti cosa cercare, seguimi ti spiego al volo tutto ciò che devi sapere.
Tralasciando tutta la parte relativa ai vari modelli, filetti (M5, M6, M7), altezze di filetto ecc ecc, mi soffermerò su un paio di aspetti molto interessanti. Il materiale con cui sono fatti e con quali “forme” si trovano in commercio. Rispondo però subito ad una domanda secca che sicuramente hai in mente dall’inizio: “C’è differenza tra un ugello da 3€ e uno da 30/40€?”. La risposta secca è si, ma in realtà anche “dipende”. Non perdiamo il filo ti spiego tutto.
La differenza principale sta nel materiale usato e nella qualità della lavorazione meccanica. Dimmi una cosa: ti è mai capitato di misurare il diametro effettivo dell’ugello che hai davanti (tramite un alesametro)? Per esperienza ti dico che dai fornitori cinesi che ti vendono nozzle a pochi centesimi, difficilmente avrai una costanza di diametro. Anche all’interno dello stesso lotto di produzione! Per non parlare dell’ovalizzazione del foro e della rugosità interna che in alcuni casi non viene nemmeno presa in considerazione.
Ma ti dirò… per un utilizzo casalingo questi ugelli economici sono una manna dal cielo. Si usura? Costa poco e lo cambi senza tanti pensieri.
Ma la cavità interna è uguale in tutti gli ugelli? Come vedi dalla foto più sopra, ogni produttore tende a studiare vari profili e scanalature. Quale è meglio? Dipende, dal materiale che si deve trattare e dal flusso che si desidera raggiungere in uscita. Uno dei più utilizzati è sicuramente quello della E3D che vedi qui sotto oppure con cavità molto larghe stile MK10.
Parlando invece di materiali posso elencarti quelli più diffusi:
- Ottone: la maggioranza degli ugelli che troverai in commercio saranno fatti con questo materiale. Ottima la sua capacità di trasferire il calore dall’heated block al cuore di fusione dentro al nozzle, semplice da lavorare alle macchine utensili e… economico. Svantaggio? Si consuma in fretta se utilizzato per estrudere filamenti contenenti cariche abrasive (carbonio, vetro, metalli ecc ecc)
- Acciaio: hai problemi di consumo del nozzle? Il primo passo che puoi fare è sicuramente utilizzare un ugello in acciaio. Sono economici e facilmente reperibili sul mercato. Fai attenzione però al fatto che non trasmette il calore come l’ottone, quindi dovrai necessariamente aumentare la temperatura di stampa e alle volte diminuire un po’ la velocità di stampa. Questo vale per quelli di tipo economico, marche come 3D Solex o Micro Swiss non hanno questi problemi.
- Acciaio indurito: come sopra ma il metallo in questo caso subisce un trattamento termico superficiale di indurimento che ne aumenta in maniera esponenziale la resistenza all’abrasione. In genere li trovi di colore “scuro”, quasi nero
- Acciaio inossidabile: in commercio si trovano anche ugelli in AISI 316 e 304, particolarmente indicati per chi deve estrudere materiali idonei per il contatto alimentare (lo tratteremo in dettaglio in un articolo successivo) oppure per il settore medicale
- Titanio: estremamente resistenti ma costano come un rene. Sono poco diffusi
- Rame: conduzione termica anche migliore dell’ottone, ottima lavorabilità. Costo elevato rispetto ai classici in ottone, sono poco diffusi
- Ottone + Rubino: il famosissimo Olsson Ruby, corpo in ottone per ottimizzare la trasmissione termica e parte terminale in rubino. Praticamente eterno ed indistruttibile. Peccato per il costo…

Tra le varie marche disponibili, sicuramente non puoi non guardare:
- E3D
- Micro Swiss
- 3D Solex
- Olsson Ruby
E il segreto di cui parlavamo prima?
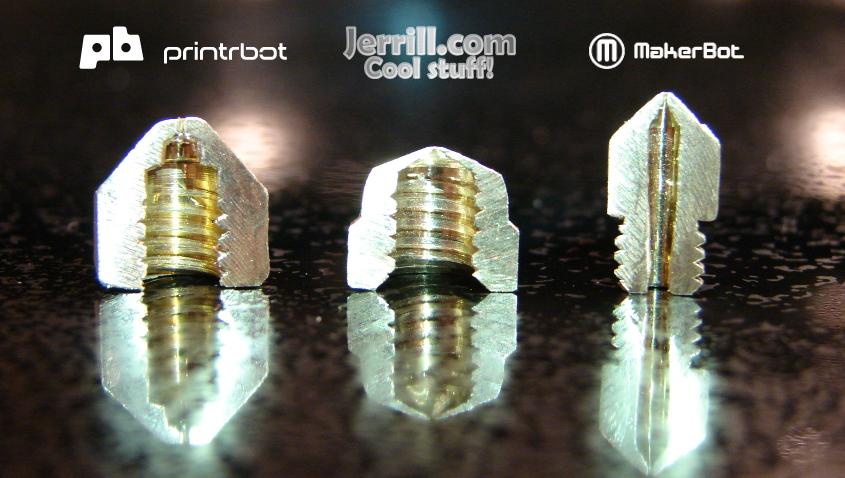
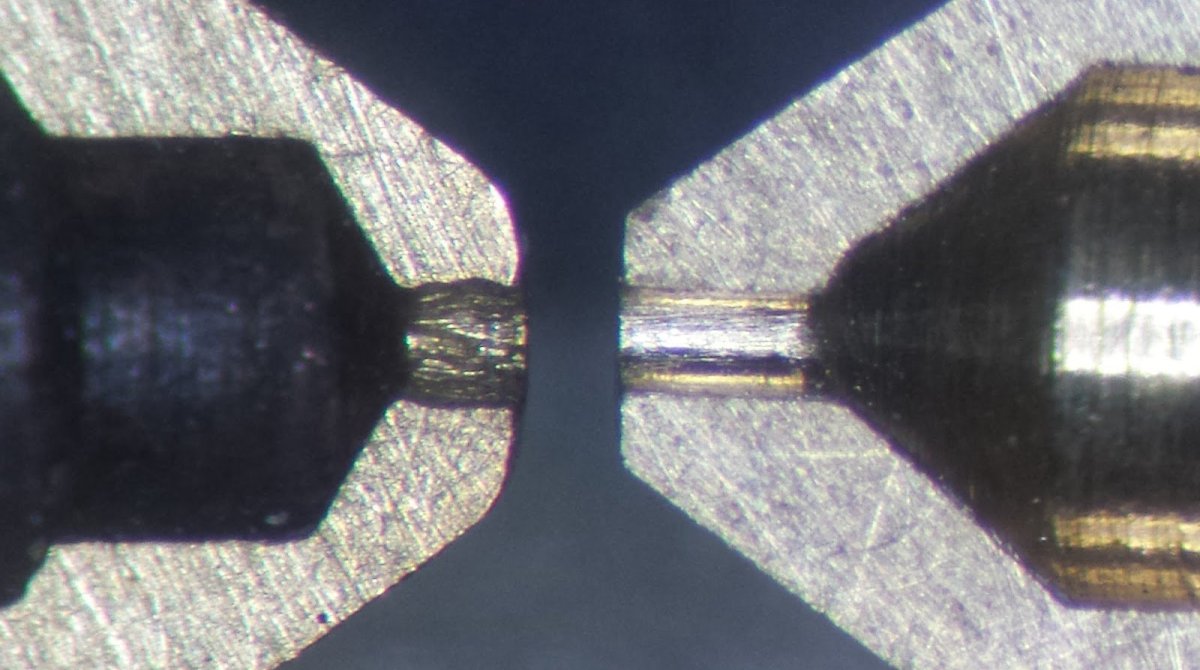
Ho ripetuto più e più volte in questo articolo che ogni ugello è differente dall’altro. Ma c’è una caratteristica che in pochissimi tengono in considerazione in fase di scelta: bene, da ora potrai fare il figo con gli amici e dire “questa la conosco” ! Guarda molto bene la foto qui sotto, noti nulla di strano? Eppure il diametro del foro di uscita è sempre lo stesso.
Sicuramente avrai fatto caso al fatto che esistono nozzle più “a punta” rispetto ad altri, ed è proprio la conformazione della punta che ti permette di ottenere determinati risultati. Qualche esempio?
- Prendi il nozzle in mezzo all’immagine, hai visto che bella superficie di appoggio che c’è attorno al foro di uscita? Questa “feature” ti permette di aumentare notevolmente la Extrusion Width pur avendo un diametro di uscita piccolo. Ricordi quella regolina famosa che dice “aggiungi il 20% al diametro del nozzle per ottenere un valore di partenza su cui calibrare la EW” ? Bene, ora sai anche che a seconda del tipo di ugello che monti questo 20% potrà essere anche molto di più! In alcuni casi sono arrivato anche ad ottenere larghezze di estrusione pari a 0.55/0.6 mm pur partendo da un nozzle con diametro nominale di 0.4 mm. Attento però a non esagerare o rischierai di creare estrusioni irregolari. La superficie piatta attorno al foro serve dunque a “spalmare” /schiacciare meglio il filamento: questo tipo di ugelli utilizzati in combinata con la funzione ironing di Cura sono perfetti.
- I nozzle più a punta (in particolare quelli alti) sono invece perfetti per tutte quelle stampe critiche dove il permanere di un ugello caldo sopra lo stesso punto per molto tempo, può portare a creare fastidiosi inestetismi o difetti di stampa dovuti alla troppa temperatura. In pratica l’ugello e la sua massa radiante sono leggermente più distanti dal pezzo e ne consentono un perfetto raffreddamento. Le stampe risultano quindi maggiormente dettagliate ma c’è un piccolo problema: sempre la solita larghezza di estrusione… Se nel caso di prima una larga parte piatta intorno all’ugello ci permette di lavorare con EW abbondanti, nel caso dei nozzle a punta bisogna stare molto attenti a calibrare esattamente la EW. Quindi come valore di riferimento utilizza quello del diametro del nozzle e aggiungi poco di più Troppo flusso di materiale in stampa uscirebbe dalla esigua parte piatta che hanno e farà subito vedere dei difetti sulla stampa. Inoltre sono più fragili se dovessero impattare malauguratamente contro il piano di stampa (scommetto una Ender 3 che ti è già successo… non dire bugie!)
Ricapitolando: quando si cambia diametro di un nozzle bisogna…
- Scegliere il diametro in base a ciò che vogliamo stampare e montarlo con cura
- Impostare correttamente la Extrusion Width sullo slicer, partendo dal diametro nominale del nozzle + 20% (attento a quelle cose che ti ho detto nel “segreto” di prima)
- Calibrare la EW attraverso il test del flusso (thin wall test)
- Scegliere l’altezza layer di riferimento
- Adattare i valori di temperatura, velocità di stampa, raffreddamento e retraction
- Stampare e divertirti a sperimentare
Basta, non c’è altro da toccare per il momento. Se stai pensando al Firmware, tranquillo, non devi toccare nessun parametro particolare. Gestiremo tutto via slicer fortunatamente!
Bene, siamo giunti finalmente al termine di questo interminabile articolo. Ora non hai più scuse, hai tutti gli strumenti e le nozioni tecniche per poterti cimentare in questa avventura. Alla fine per quale ugello hai optato? Fammelo sapere qui sotto nei commenti.
Buone stampe!





7 Commenti
Chissa’ quale delle due seguenti opzioni e’ la migliore (i tempi sono uguali quasi).
nozzle 0.4
2 wall. esterno 0,4 interno 0,60
nozzle 0.6
uguale a sopra
non esiste meglio o peggio, esiste la soluzione migliore per la situazione che hai di fronte 🙂
Ciao Piraz. Volevo chiederti, con ugello da 0,2mm che velocita’ di riempimento mi consigli? utilizzo prusa slicer. Stampo oggetti abbastanza dettagliati. Grazie
Ciao piraz, una domanda al volo, a parità di altezza layer es. 0.3mm, se stampo con un ugello da 0.4 o da 0.6, la qualità del pezzo stampato è pressoché identica? supponendo che il dettaglio richiesto sia riproducibile con un nozzle da 0.6mm
Identica ! Anche con 0.8 mm 🙂
Una domanda su una funzione che ha menzionato nell’articolo. Ironing, Come posso impostare la funzione di Ironing su Simplify3D?(sempre se è possibile)
E una curiosità che tipo di ugelli vengono utilizzati con gli estrusori autolivellanti (cioè che l’ugello tocca il piano)?
Ringrazio con tutto il cuore e vi auguro una buona settimana
Nada, non esiste l’ironing per S3D. Quanto all’altra richiesta, beh tutti quei nozzle che presentino conducibilità elettrica!