
La serie Pro di Raise3D è stata introdotta nel 2018 con le stampanti Pro2 / Pro2 PLUS andando a sostituire quello che era uno dei primissimi modelli di Raise3D ovvero la serie N. Nel 2021 è stata presentata la nuovissima serie Pro3 e finalmente nel 2022 sono iniziate le prime consegne ai clienti finali. Raise3D ha inoltre confermato che la serie PRO3 non andrà a sostituire la Pro2 ma quest’ultima verrà ancora prodotta e resterà sul mercato.
In questa recensione è inevitabile il confronto diretto con la sorella Pro2 quindi leggerai una recensione “2 in 1” e capirai immediatamente dove Raise3D ha lavorato per migliorare una già ottima stampante (la serie Pro2) e rendere la nuova serie Pro3 praticamente perfetta. La sensazione è quella di aver unito la solidità di una Pro2 inserendo le novità introdotte con il modello E2 in termini di semplicità di utilizzo e calibrazione, presentando poi un nuovo sistema di estrusione che risolve tutti i difetti riscontrati nella Pro2.
Ti stai già chiedendo se rientrano nel piano transizione/industria 4.0 ? Certamente ma ne parleremo più avanti nella recensione.
Telaio/scocca/chassis
A livello estetico non è cambiato nulla, mettere accanto una Pro2 e una Pro3 si nota la differenza solo per la scritta della porta anteriore. La scocca è sempre un misto di policarbonato trasparente e montanti in acciaio con cover in plastica nera. L’aspetto è davvero solido e anche se maneggiata per spostarla non si sentono scricchiolii o si ha la sensazione di qualcosa di fragile. La stampante pesa circa 52.5 Kg (2.5 Kg in più della Pro2) mentre la versione più grande la Pro3 Plus pesa circa 62 Kg. L’accessibilità per la manutenzione è ottima con poche viti si smontano tutti i pannelli laterali e si ha accesso praticamente ad ogni parte della stampante. La copertura superiore è sempre in policarbonato trasparente e bisogna prestare un po’ di attenzione nel maneggiarla per evitare di graffiarla o romperla facendola cadere, è identica come dimensioni a quella della Pro2 ma in questa nuova Pro3 sono stati inseriti dei magneti per il rilevamento dell’apertura del coperchio, peccato però si opacizzi nelle zone a contatto con i tubi in Nylon che guidano il filamento (si è da pignoli…). Anche la porta anteriore è dotata di un sensore magnetico che ne rileva l’apertura e mette in pausa la stampa (opzione disattivabile se non richiesta). Finalmente l’illuminazione interna Led si spegne automaticamente e non resta accesa in eterno come sulla Pro2, ottima per le stampanti che restano visibili in vetrina ma che devono lavorare di notte senza “flashare” i passanti.
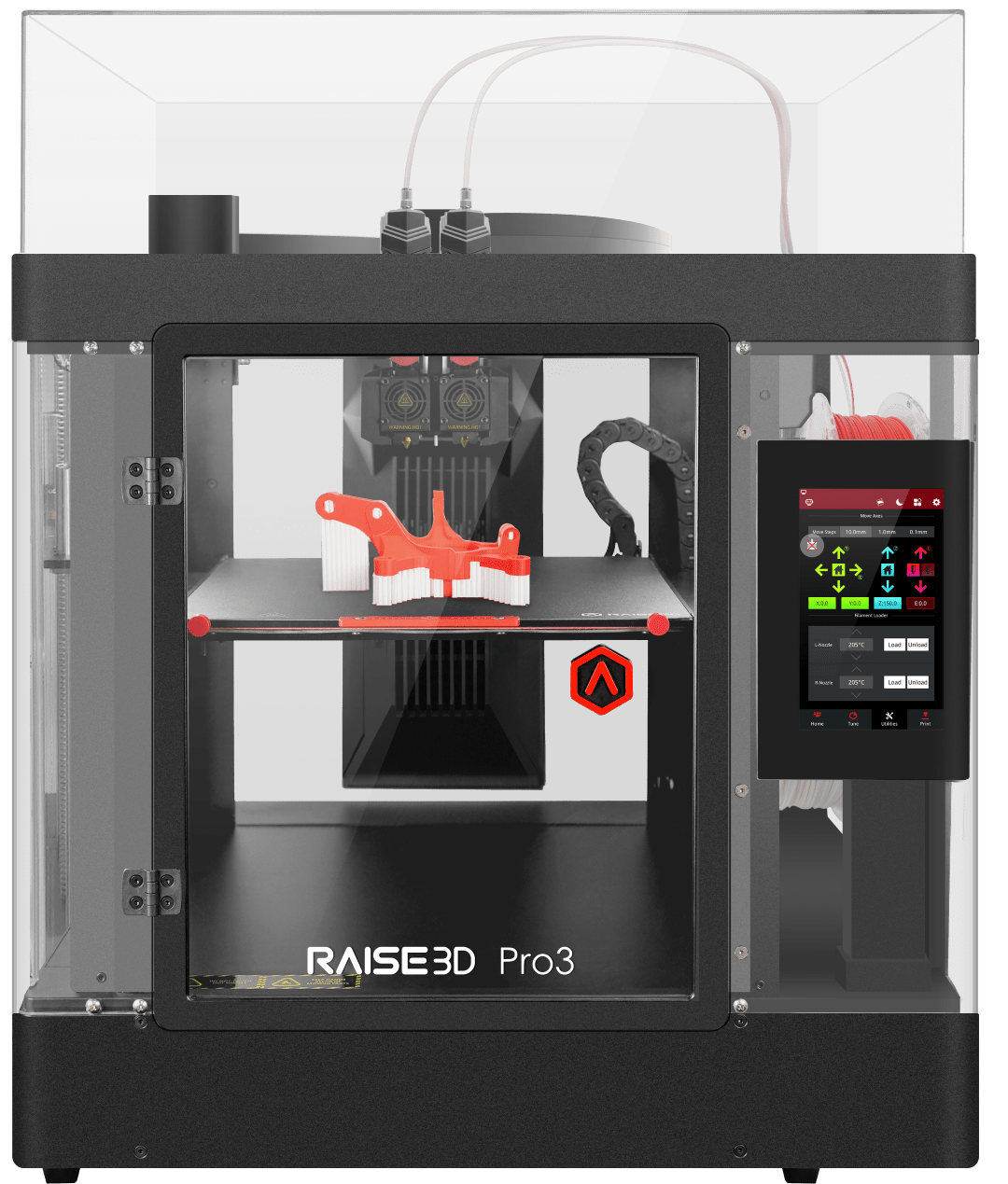
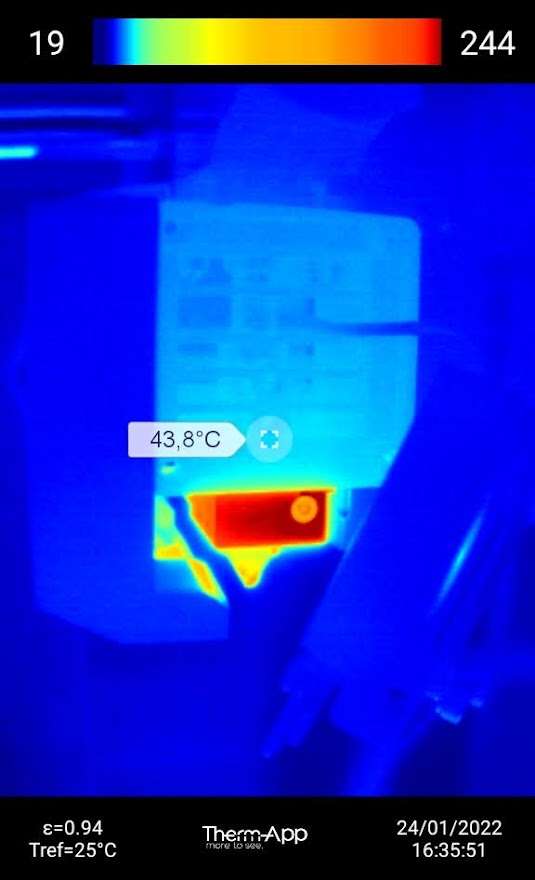
La stampante è da considerarsi “boxata” ovvero chiusa ma non è sigillata o coibentata per avere una camera calda riscaldata attivamente. L’ambiente interno si riscalda passivamente grazie al potente piano di stampa e alla nuova ventola di ricircolo interna (molto rumorosa se accesa) la temperatura interna raggiunge circa i 45° con il piano di stampa impostato a 120°, il modello Pro3 plus sicuramente avrà qualche grado in meno di camera visto il volume maggiore rispetto alla Pro3. Sempre presente il filtro HEPA + Carboni attivi spostato dall’angolo in alto a destra in una posizione centrale giusto sotto il convogliatore d’aria interno. Questo filtro aiuta ad eliminare parte delle UFP emesse in fase di stampa e anche parte dei VOC emessi dai vari materiali, segnaliamo però di tenere comunque la stampante in un luogo ben areato e non completamente chiuso possibilmente dotato di impianto di ricircolo aria forzato. In quanto a sicurezza la macchina presenta certificazioni CB, CE, FCC, RoHS, RCM adatta quindi per essere installata all’interno di aziende che richiedono questi standard
A livello di movimentazione assi è stato mantenuto lo stesso sistema della Pro2 ad assi incrociati per X e Y con scorrimento su bronzine e cuscinetti a manicotto mentre per l’asse Z sono sempre presenti le 2 grosse viti a ricircolo di sfere da 16 mm e ben 4 assi di scorrimento con cuscinetti a manicotto che presentano un diametro maggiorato passando dai 12 mm della Pro2 a ben 16 mm della Pro3. Praticamente un carro armato, sono poche le stampanti su questa fascia di prezzo a vantare una meccanica così solida.
Piano di stampa
L’area di stampa non è variata e troviamo un 300X300X300 mm nella Pro3 mentre 300X300X605 mm nella Pro3 Plus, sostanzialmente tra le due versioni cambia solo l’altezza in Z, tutto il resto è identico (pesa una decina di Kg in più). La novità introdotta è quella del sensore di livellamento “touch” che permette di rilevare tutti i punti del piano e di garantire una planarità sempre perfetta. In realtà con una meccanica così solida è quasi ridondante averlo installato (la Pro2 ad esempio non lo monta) però permette di cambiare al volo piani di stampa con altezze differenti senza doversi preoccupare di ricalibrare l’offset in Z ogni volta, procedura che nella Pro2 si deve fare ogni volta a mano regolando un fine corsa della Z. E’ possibile impostare una rilevazione completa a 64 punti oppure veloce a 9 punti, non serve eseguirla ad ogni stampa in quanto il livellamento del piano viene salvato in memoria ed è possibile visualizzarlo in qualsiasi momento attraverso una comoda interfaccia grafica che ci indica chiaramente l’offset di ogni punto del piano. Nei nostri test, anche dopo numerosi metti/togli del piano, abbiamo riscontrato deviazioni/flatness non superiori a 0.12 mm nei vari punti del piano.
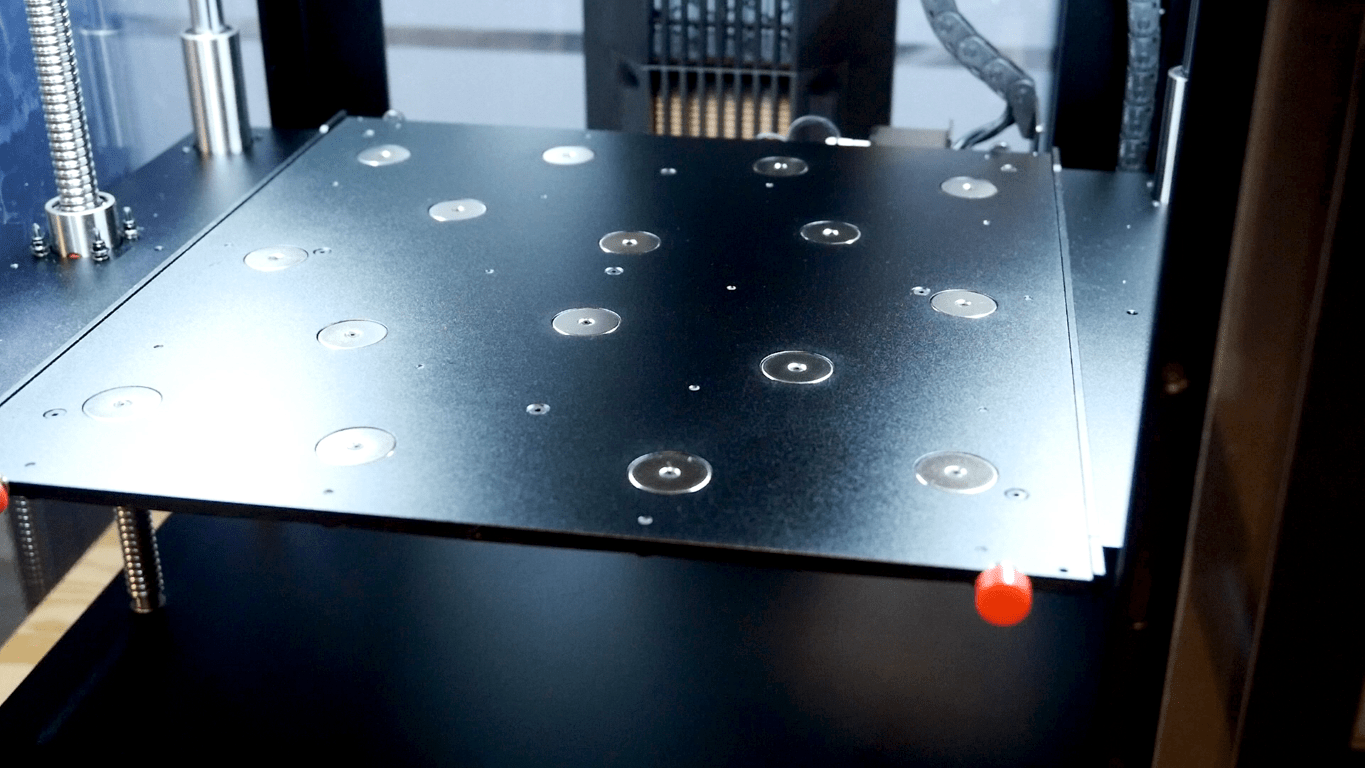

La superficie di stampa è sempre il BuildTak, ottima per PLA – PETG – ABS – ASA – TPU (adesione estrema!) ma permette l’applicazione di eventuali additivi per migliorare l’adesione di materiali come PP – PC – NYLON e derivati. La pellicola è adesiva e si attacca su un piano in acciaio flessibile, altra novità introdotta nella Pro3, che permette la rimozione rapida dei pezzi una volta terminata la stampa. Sebbene siano comparsi i magneti per il piano in acciaio, Raise3D ha deciso comunque di tenere lo stesso tipo di ancoraggio dei piani della Pro2, questo vuol dire che si potranno installare altri piani tipo vetro, acciaio, alluminio, carbonio semplicemente fissandoli con i morsetti integrati. Nota: i piani della Pro2 sono leggermente più piccoli e quindi non compatibili con la Pro3.
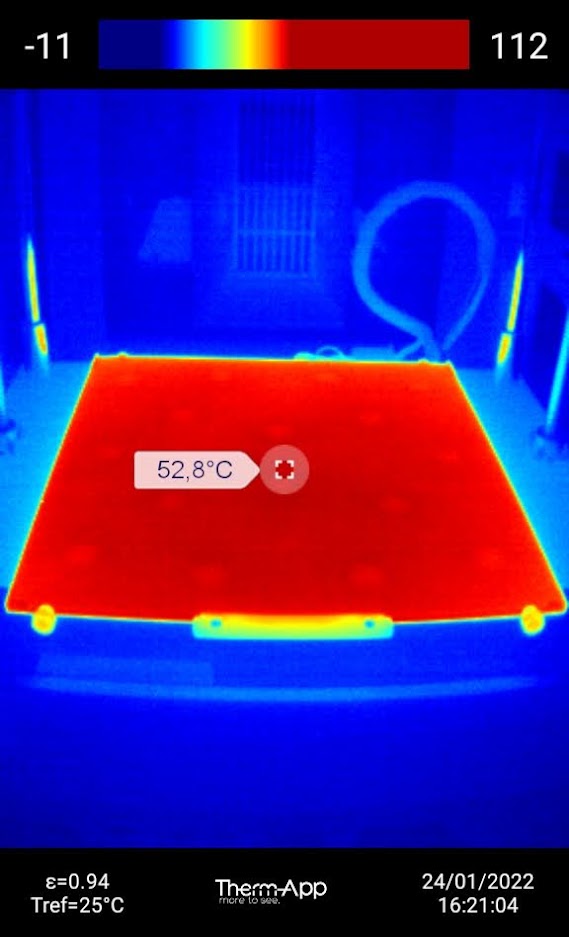
Il piano è riscaldato da un pad in silicone alimentato a 24V (alimentatore dedicato da 500W) e raggiunge agevolmente i 120° in meno di 5 minuti (con T ambiente di 23°). L’uniformità di riscaldamento è pressoché perfetta, con la termocamera abbiamo rilevato circa 1° di differenza tra punto centrale e angoli. Inoltre il riscaldamento copre uniformemente anche le zone più esterne permettendo così di sfruttare al 100% la base di 300X300 mm
Estrusori e Hotend
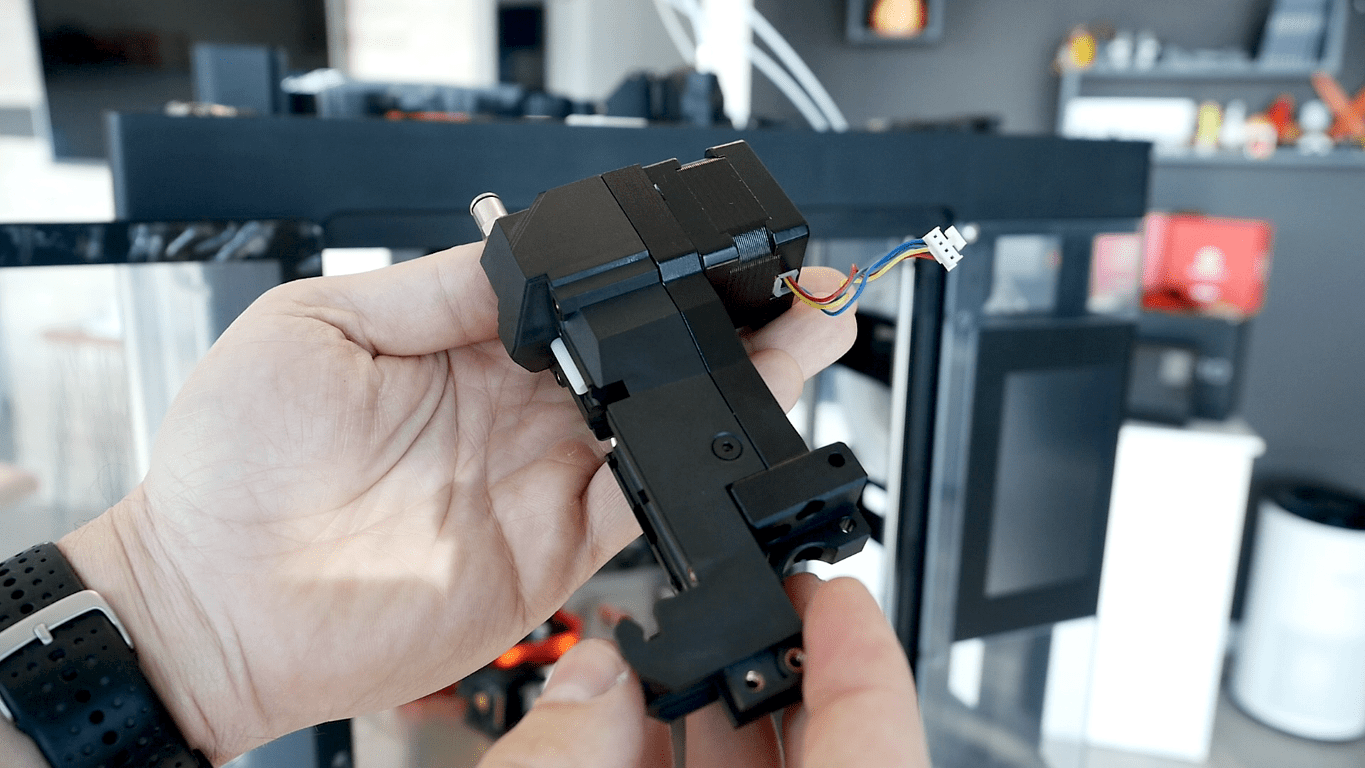
La grossa novità della Pro3 risiede proprio in questi due componenti tutti nuovi e che risolvono una volta per tutte i difetti riscontrati sulla Pro2. Il gruppo di estrusione direct drive è stato decisamente snellito, compattato e ridotto di peso (ricordiamo che si trattano di stampanti con doppio estrusore). I motori utilizzati sono dei Nema 14 da 0.8A codice 35hw27f08ab-08 davvero piccoli e leggeri mentre la successiva riduzione è affidata da 3 ruote dentate con la centrale in plastica per evitare la trasmissione del calore dal motore alle ruote godronate. La serie Pro2 monta dei potenti (ma pesanti) Bondtech con motori Nema 17 che però tendono a scaldare molto dopo qualche ora di lavoro e, se si stampa a coperchio chiuso, portano tutto il gruppo di estrusione a temperature non trascurabili. Se si utilizzano materiali come PLA e PVA ,che con le alte temperature tendono a rammollirsi, il consiglio è di stampare con il coperchio aperto e di attivare la funzione che riduce la Vref dei motori per farli scaldare meno. Con la serie Pro3 tutto questo è stato risolto con la posizione dislocata del motore e l’utilizzo di una scocca misto metallo/plastica: il risultato è un ottimo taglio termico nei pressi della zona di traino anche dopo numerose ore di stampa a coperchio chiuso non si sono verificati blocchi di estrusione nemmeno con i materiali più delicati.

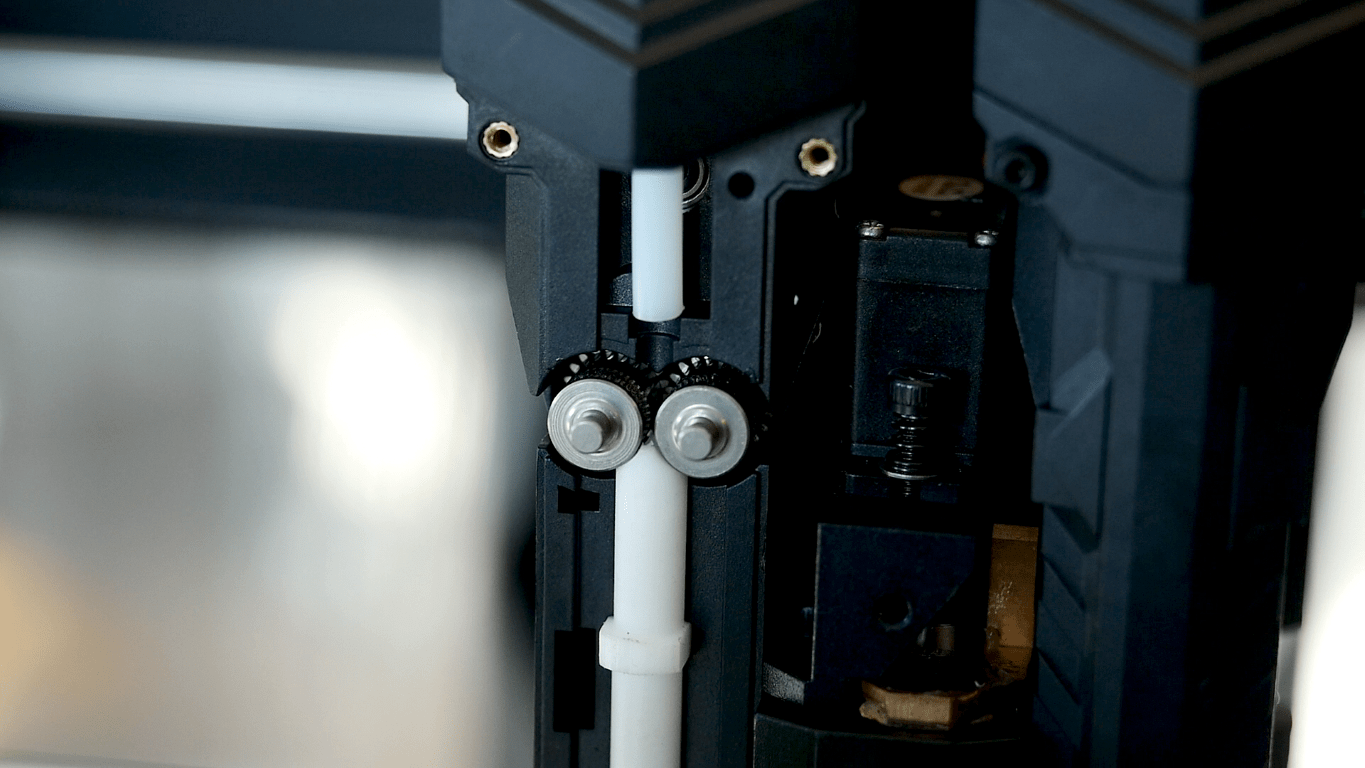
E’ presente una doppia ruota godronata (era presente anche nella Pro2) senza ghiera di regolazione del precarico di spinta (non necessaria). Il guidafilo interno è ben strutturato e presenta due tubi in teflon (la parte sotto sagomata) che si innestano nella scocca dell’estrusore e permettono la stampa anche dei filamenti molto flessibili. E’ stata inoltre ridotta da 16 cm a 12 cm la distanza che deve percorrere il filamento dalla ruota godronata fino all’hotend, particolare molto importante che permette di trattare filamenti con Shore (durezza del materiale) bassi tipo 75/80A senza problemi. Nella serie Pro2 non siamo mai riusciti a stampare agevolmente materiali con Shore inferiori a 98A. La manutenzione e la pulizia delle ruote di trascinamento è veramente semplice, bastano 4 viti per smontare il carter di copertura ed accedere alle ruote godronate e al guidafilo in Teflon. La stessa procedura nella Pro2 risulta un po’ più macchinosa e va rimossa parte della testa di estrusione e le viti che sono nascoste all’interno. Come già detto all’inizio la Pro3 vince a mani basse in quanto a facilità d’uso e manutenzione.
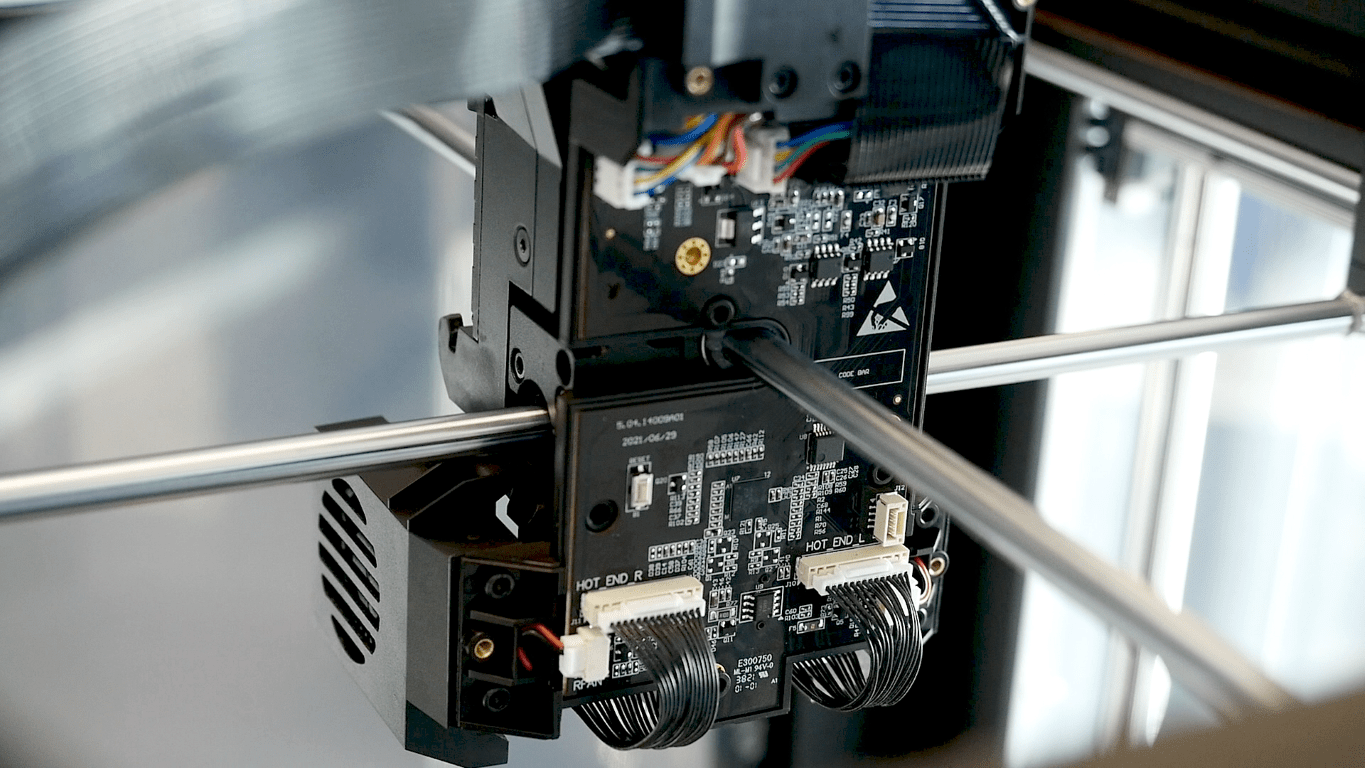
La gestione del doppio estrusore è rimasta identica ovvero con l’ugello inattivo che si alza per non toccare e gocciolare sui pezzi in stampa, ma è cambiata completamente nella gestione: mentre nella Pro2 è presente un servo che aziona una leva che alza e abbassa tutti e due gli hotend, nella Pro3 hanno optato per tenere fisso tutto il gruppo di estrusione sinistro facendo muovere solamente il gruppo di destra e abbassando nello stesso momento anche il piano di stampa. Parliamo di gruppo perchè si muove effettivamente tutto, estrusore compreso e non solo l’hotend come nella Pro2: tale scelta è vantaggiosa perchè evita la compressione del filamento all’interno della camera di estrusione ed permette di utilizzare valori di retrazione di parcheggio molto bassi. La regolazione degli offset in Z dei due hotend è completamente indipendente ed è guidata da una routine integrata nel software dell’LCD. Nella Pro2 la calibrazione avviene a mano regolando prima il sinistro e poi dopo il destro viene regolato sulla base della regolazione del sinistro, nulla di complicato ma anche qui la Pro3 vince a mani basse in quanto a semplicità e chiarezza di calibrazione.
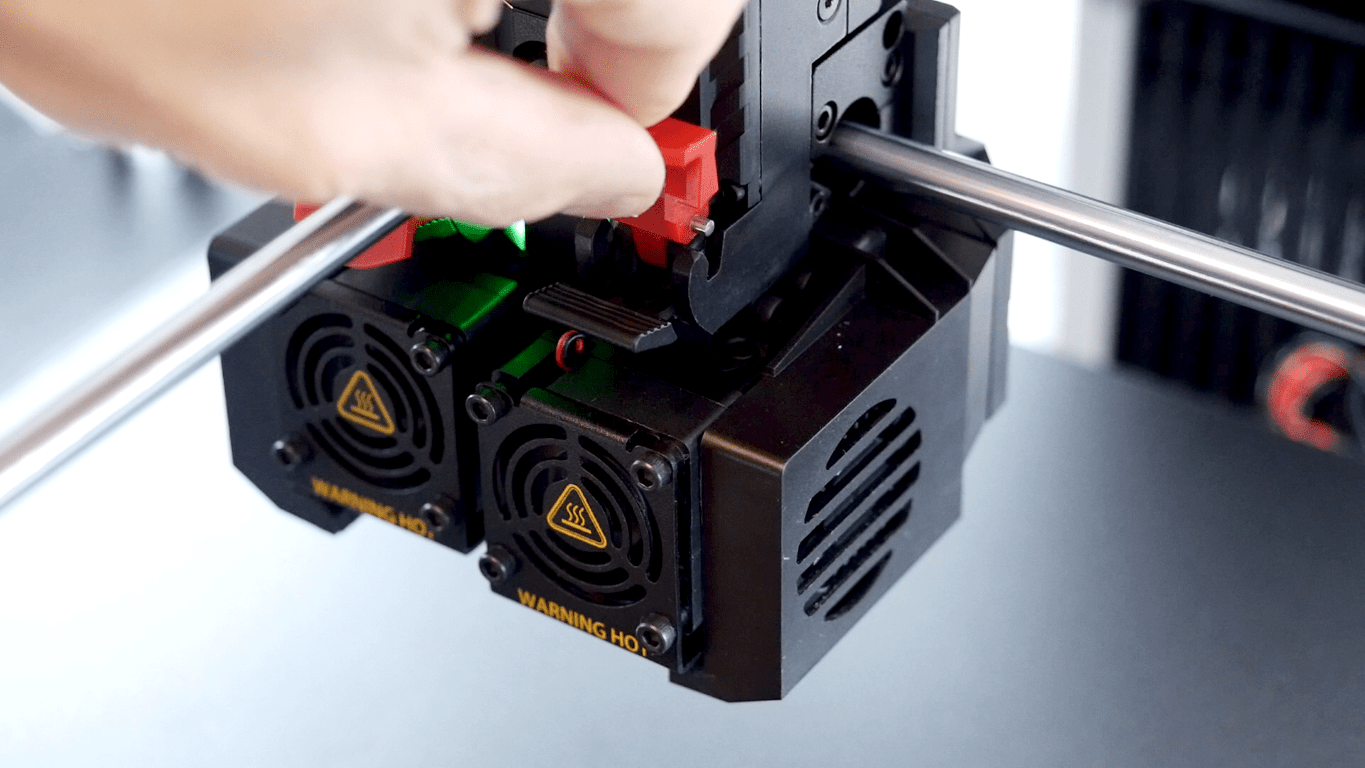
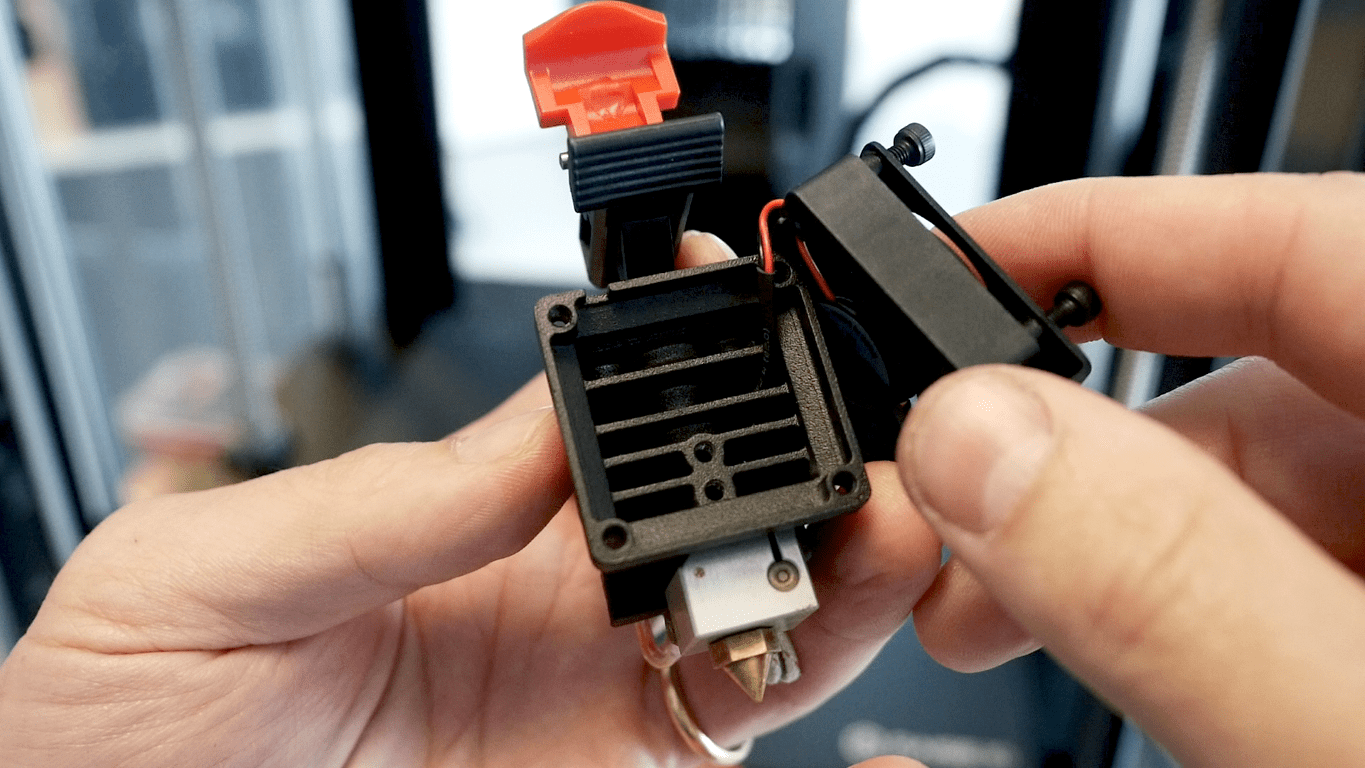
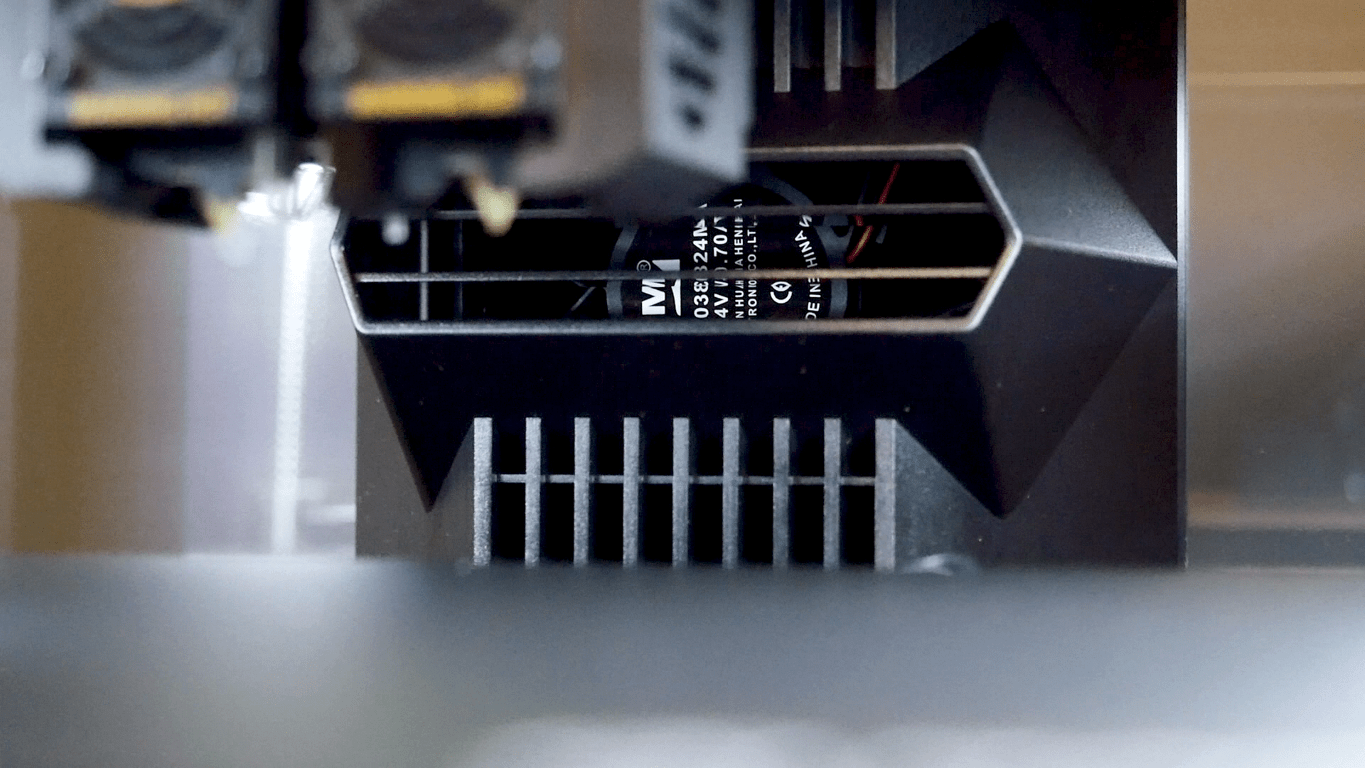
Per quanto riguarda gli hotend Raise3D si è allineata ad altri concorrenti e propone un sistema di sgancio rapido davvero stupendo ed efficace. Si alza una levetta, si tira e viene via tutto il gruppo comprensivo di ventola, termocoppia, riscaldatore e ugello. Una manna dal cielo perchè non ci costringe più a tenere ferma una stampante in caso di blocco ugello ma basta sostituirlo con uno di ricambio già pronto (aggiornando gli offset in Z da LCD) e si riparte immediatamente a stampare. Molto utile anche se si passa frequentemente da un diametro di ugello all’altro (disponibili da 0.2 mm a 0.8 mm) oppure si utilizzano ugelli in acciaio indurito per i materiali caricati. La gola è la stessa che monta il modello E2 quindi in titanio + piccola parte in PTFE nella sommità, con questo setup si possono raggiungere temperature di estrusione fino a 300°. Uno dei difetti più rilevanti della Pro2 è quello relativo al taglio termico nella gola, nonostante la mega ventolona centrale, non è sufficiente a creare un efficace taglio termico e con alcuni tipi di PLA o PVA risulta impossibile estrudere perchè si bloccano per un fenomeno chiamato “heat creep” o “calore di risalita”, con materiali come ABS , PETG, Nylon il problema non si presenta. Nella nuova Pro3 è stata rivista tutta la parte relativa alla dissipazione accoppiando la gola in titanio ad una carcassa in metallo interamente raffreddata da una ventola dedicata. Risultato ? Taglio termico netto e problema risolto completamente, abbiamo finalmente stampato con materiali che prima era impossibile trattare con la Pro2. Completano il quadro due nuovi led che indicano se l’ugello si sta riscaldando e una nuova schedina che oltre ai contatti di sgancio rapido possiede una piccola memoria che tiene traccia del n° di ore di utilizzo della singola “testina”. In futuro molto probabilmente si potranno salvare anche gli offset in Z per un cambio hotend ancora più fulmineo.
Le nuove ventole tangenziali si sono rivelate davvero efficaci e anche negli overhang più estremi il risultato rispetto ad una Pro2 è evidente. Se si desidera maggiore ventilazione per dettagli ancora più netti nelle parti a sbalzo basta attivare il mega ventolone che soffia giusto all’altezza in cui viene depositato il layer. E’ davvero potente e purtroppo ha due difetti: è molto rumoroso se acceso e non è regolabile in velocità. Sinceramente ? Non lo abbiamo utilizzato moltissimo in quanto già le due nuove ventole fanno il loro dovere.
Filamenti
Raise3D non vincola l’utilizzo della stampante 3D con i suoi materiali proprietari ma accetta filamenti di terze parti. Molti profili sono già disponibili nell’area dedicata all’Open Filament Program o direttamente nel sito Ideamaker.io.
La nuova Pro3 riesce a stampare praticamente tutti i materiali con il limite dei 300°, abbiamo testato direttamente varie marche di PLA (nessun problema), materiali flessibili fino a 75 ShoreA (nessun problema), ABS, ASA, PETG, PETG Carbon, Nylon e Nylon caricato carbonio delle marche Basf, Treed e Filoalfa. Per i solubili al momento abbiamo testato solo BVOH della Basf e Fiberforce e PVA Raise3D e sono stati stampati senza alcun problema. Nei prossimi mesi avremo sicuramente modo di testare molti altri filamenti ed eventualmente aggiornare questa recensione.
Prossimamente avremo modo di testare i nuovissimi filamenti metallici di BASF per la stampa di materiali come l’acciaio 316-L oppure il 17-4 PH, Raise3D ha già rilasciato i profili ufficiali di stampa per questi materiali.


Elettronica
Balza subito all’occhio il vistoso schermo touchscreen da 7” dotato di un controller di tipo NXP ARM Cortex-A9 Quad 1 GHz con memoria interna per gcode e timelapse di circa 8Gb, è identico ai modelli Pro2 e E2. Cambia invece la scheda madre nella Pro3 che rimane di tipo “custom” e monta un processore identico a quello della E2 ovvero il Microcontrollore ATSAM4E8E Cortex M4 120 Mhz, i driver dei motori stepper sono integrati e sono del tipo TMC2160A-TA “silent” collegati in SPI e configurabili da schermo LCD o da gcode. Il firmware installato è basato su ReprapFirmware (ottima scelta). La Pro2 ha invece dei driver esterni montati sotto la scocca accanto agli alimentatori mentre il processore risulta essere più potente ovvero un ARM Cortex M7.400MHZ FPU e il firmware è completamente custom sviluppato da Raise3D
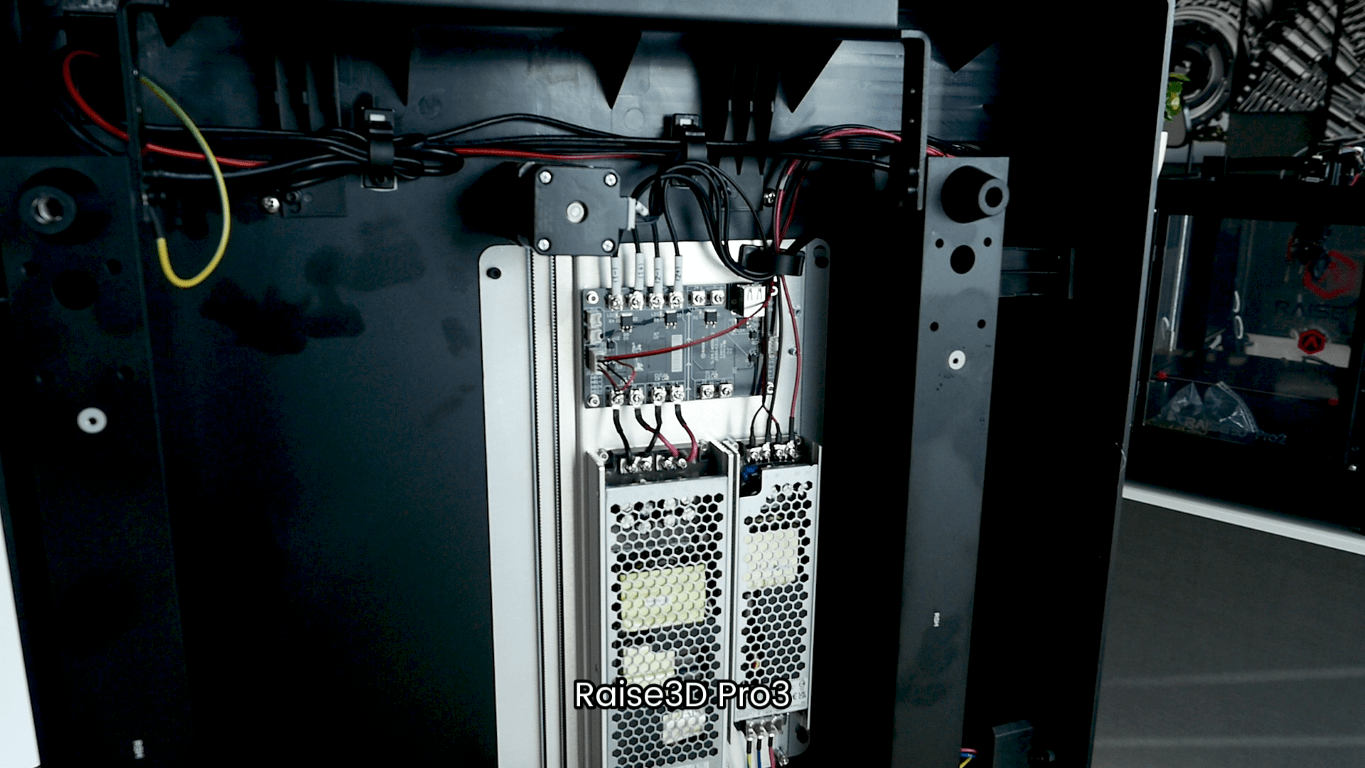
L’alimentazione di entrambi i modelli è affidata ai prodotti della Mean Well, rinomata per la produzione di alimentatori di qualità, ma nella nuova Pro3 sono presenti due alimentatori 24V uno dedicato per il riscaldamento del piano (500W) e uno per la logica, LCD, Ventole hotend, luci ecc ecc da 200W. La Pro2 monta invece un singolo alimentatore 24V (enorme…) da 600W per piano e tutto il resto.
La catena portacavi è stata sostituita da un sottile e molto più leggero cavo flat mentre tutta la matassa di cavi presente nella Pro2 è stata sostituita nella Pro3 da una elegante e assai funzionale scheda di controllo. Pochissimi cavi che girano e in caso di manutenzione è davvero semplice rimuovere e sostituire il singolo componente.
I sensori di fine filamento ottici, nella Pro3, sono stati spostati dalla testa di estrusione direttamente nel vano delle bobine ed integrano un nuovo ingresso per il filamento numerato con relativo innesto rapido per il tubo guida in nylon. Peccato non aver fatto un upgrade con dei sensori filamento dotati di encoder. Il resto dei fine corsa / endstop presenti nella stampante sono sempre di tipo ottico. Come sul modello E2 compaiono finalmente i sensori di apertura porta anteriore (non presenti su Pro2) e coperchio superiore che, se attivati, mettono in pausa la stampante.
La stampante integra il sistema di ripresa delle stampe interrotte (presente anche su Pro2) per mancanza di alimentazione, purtroppo manca una piccola batteria che dia la possibilità di mettere in posizione di parcheggio il gruppo di estrusione automaticamente ma è comunque una utile funzionalità che sicuramente tornerà utile per non buttare ore e ore di stampa.
Software e connettività
Il software presente sul Touchscreen (basato su Linux) permette l’utilizzo della stampante anche alle persone meno esperte o che non hanno mai avuto a che fare con la stampa 3D. Nella serie Pro3 sono state integrate tutte le guide video presenti nel modello E2 e anche tutte le routine di calibrazione automatiche per il livellamento e l’allineamento degli hotend (routine non presenti nella serie Pro2). Alla prima accensione della stampante basterà seguire il video proposto per sballarla correttamente, rimuovere tutti i fermi eseguire le prime calibrazioni e stampare il primissimo oggetto contenuto nella chiavetta USB. La stampante è dotata di una webcam per il controllo da remoto (risoluzione 1280X720) di qualità sufficiente per visionare video attraverso la rete locale o da remoto con Raise Cloud.
Lo schermo touch è reattivo al tocco e nella schermata di base ci sono tutte le informazioni della stampa in corso, temperature, velocità, tempo rimanente alla fine e molto altro. Nel menù interno sono presenti parecchie voci e parametri da poter modificare ma è una operazione che non si farà mai in quanto la stampante arriva già pronta all’uso e non necessita di alcun intervento. Eventuali opzioni da attivare possono essere quelle relative al livellamento del piano, lo spegnimento automatico delle ventole, eventuali password di accesso, credenziali API e Raise Cloud ecc ecc
E’ presente inoltre il nuovo “EVE Smart Assistant” che potrà essere richiamato in qualsiasi momento dal menù e verrà in soccorso per cercare di dare una prima risposta ad eventuali problemi riscontrati in fase di stampa. Non lo abbiamo testato moltissimo ma riteniamo comunque possa essere importante per chi utilizza la stampante la prima volta. Per i più “smanettoni” invece sono presenti due nuove routine di calibrazione del filamento, una dedicata alla ricerca della temperatura ottimale di stampa attraverso la generazione automatica di una “temp tower” e poi una che permette di individuare la corretta larghezza di estrusione e relativa percentuale di flusso da inserire all’interno dello slicer. Due funzionalità molto semplici ma che abbiamo apprezzato moltissimo perchè evitano all’utente di dover creare dei gcode dedicati.
La parte relativa alla Dashboard consente di visionare il numero di stampe completate e tenere traccia delle ore di stampa e filamento consumato. Ogni file caricato sulla stampante presenta inoltre un piccolo riassunto dei parametri utilizzati e una stima esatta dei tempi di produzione e il materiale che verrà consumato. Se presente un Timelapse potrà essere esportato nella chiavetta USB. Manca purtroppo un pesa bobine per il doppio controllo prima di andare in stampa.
Tutte le stampanti Raise3D utilizzano il software di slicing (gratuito) di Raise3D chiamato IdeaMaker, ne abbiamo parlato a lungo in queste guide. Permette la connessione diretta con la stampante per poter visualizzare la stampa in corso e per poterne modificare alcuni parametri di stampa, sostanzialmente è come avere di fronte il monitor LCD della stampante (non tutte le opzioni sono attive però). Per sbloccare ulteriormente il potenziale della stampante consigliamo di abbinare la stampante anche a Raise Cloud (gratuito) per la gestione da remoto tramite App (Ios e Android) oppure da browser: si possono creare team di lavoro, gestire delle farm di stampa, code di stampa e utilizzare il completo gestionale di produzione per il monitoraggio di tutte le stampe effettuate (anche in ottica integrazione industria 4.0)
Connettività
La Pro3 è dotata di connessione Wifi 2.4 Ghz e 5Ghz, Ethernet ed ha 2 slot per la connessione di pendrive USB per aggiornamento firmware o caricamento files di stampa. Le stampe possono essere fatte partire direttamente da LCD oppure da remoto.
Per i requisiti della transizione industria 4.0, tutte le stampanti Raise3D possono dialogare verso l’esterno attraverso le API, per maggiori informazioni consulta questo link di Raise3D.
Rumorosità e consumi
La Pro3 risulta essere decisamente molto silenziosa se comparata alla sorella Pro2, le ventole (se non utilizzata) si spengono da sole così come i led. In fase di stampa si sente appena e può quindi essere tenuta tranquillamente all’interno di un ufficio (opportunamente areato). La rumorosità aumenta molto quando si attiva il mega soffiatore posto sul retro della stampante, da noi in negozio ha dato parecchio fastidio e abbiamo preferito attivarlo solo durante la notte o comunque non in presenza.
Quanto ai consumi abbiamo rilevato questi valori:
- Standby: 28 W (led accesi e ventole accese)
- Piano di stampa acceso: 460 W
- Piano + 1 Hotend: 484 W
- Piano + 2 Hotend: 518 W
- Tutto acceso con motori in movimento: 540W di picco
- Durante la stampa consumo medio di 70W con due hotend accesi e piano a 70°
Questi dati ovviamente dipendono dalle condizioni ambientali, nel nostro caso sono state fatte a 22° di temperatura ambiente.
Conclusioni
E’ una stampante 3D che consigliamo ? Assolutamente si, tutto il parco di stampanti 3D Raise3D è davvero affidabile e questa nuova Pro3 ha raggiunto quasi la perfezione. Ottima per le piccole produzioni e per chi deve farla lavorare H24 e desidera provare materiali differenti.




