Se nelle tue ricerche di consigli/risoluzione problemi sui vari gruppi Facebook e Telegram ti sei sentito rispondere “prendi anche un calendario dei santi” a questo punto del corso avrai anche capito che la stampa 3D non è tutta rose e fiori, non è un fornetto a microonde sul quale imposti la potenza di cottura e la durata per avere la pietanza cotta. La stampa 3D molte volte può essere frustrante se non la sai interpretare correttamente, o meglio, se non sai quali cause hanno contribuito al problema che stai cercando di risolvere: molte volte può essere una somma di cause completamente differenti e che, apparentemente, non sembrano legate tra loro. Altre volte addirittura la soluzione sembra andare contro ogni logica ma… that’s 3D printing !
⚠️ Quando tenti di risolvere un problema modifica una cosa per volta e non tutto subito altrimenti non capirai mai chi è la causa di cosa. Non basarti sempre su ciò che dicono gli altri, i tuoi problemi di stampa potrebbero essere completamente differenti seppur presentando sintomi analoghi a quelli di altri.

In questo capitolo non potrò analizzare tutte le casistiche perchè sono davvero troppe e in molti casi non riuscirai nemmeno ad attribuire determinati sintomi ad uno specifico problema di stampa. E’ però possibile selezionarne alcuni che quasi sicuramente incontrerai nelle tue primissime esperienze mentre molti altri ti consiglierò di non prenderli in considerazione perchè potrebbero portarti fuori strada completamente.
✅ Una guida realizzata molto tempo fa da Simplify3D è ancora disponibile sul loro sito ed è perfettamente attuale poiché in tutti questi anni la tecnologia si è evoluta ma… i problemi sono rimasti bene o male gli stessi. Molto interessante anche quella realizzata da Prusa, sempre al passo con i tempi e costantemente aggiornata.
Problemi meccanici della stampante
Buona parte delle casistiche rientra proprio in questa categoria, vuoi per malfunzionamenti di alcuni componenti installati oppure per errate calibrazioni da parte nostra, stiamo pur sempre parlando di qualcosa relativo all’hardware/meccanico della macchina risolvibile senza metter mano a profili di stampa o elettronica. Se da una stampa all’altra con lo stesso gcode e filamento noti problemi di stampa, NON modificare parametri di stampa a caso sullo slicer.
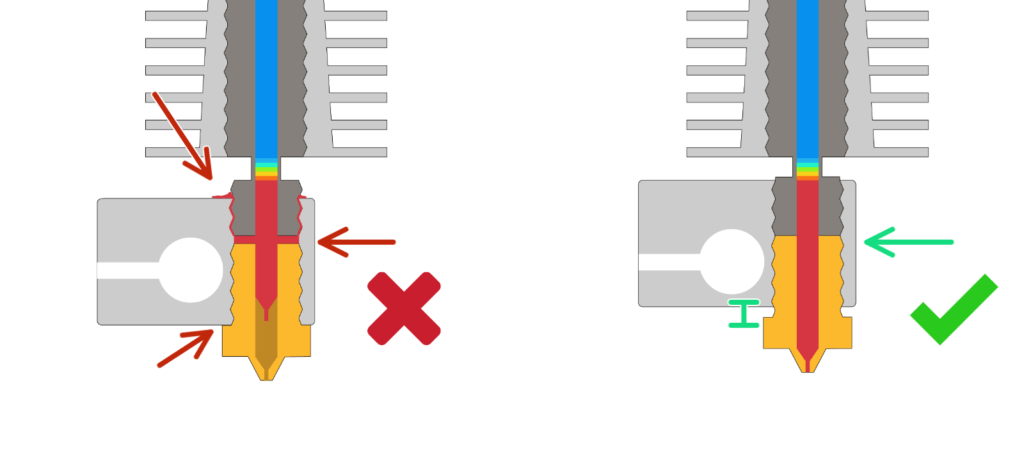
- Non estrude o estrude male: se sei certo che motore e ruota godronata stanno girando correttamente, il tuo focus deve concentrarsi quasi esclusivamente nella zona dell’hotend e dell’ugello. Se di recente hai cambiato l’ugello accertati di averlo rimontato correttamente, la foto qui sotto evidenzia un problema frequentissimo che accade se non viene serrato completamente in battuta l’ugello sulla gola del taglio termico. Nella cavità che si forma tra la gola e l’ugello il materiale fuoriesce creando come un tappo.
Alle volte basta anche solo regolare la molla che spinge il filo contro la ruota godronata ma personalmente quando noto problemi di estrusione da una stampa all’altra con lo stesso gcode che la volta prima mi ha stampato correttamente, procedo con un cold pull per pulire l’ugello e se ancora non risolvo cambio direttamente ugello ed un eventuale tubo PTFE che corre all’interno dell’hotend.
⚠️ Evita aghetti di pulizia, se l’ugello è assemblato male non risolveranno nulla e se sono presenti residui carboniosi all’interno della camera di fusione, il Cold Pull li rimuoverà tutti una volta eseguita la procedura. Inoltre il rischio di romperli all’interno dell’ugello è molto alto e sarai poi costretto a cambiare ugello completamente.
⚠️ Durante la deposizione del primo strato di stampa può capitare che l’estrusione si interrompa perchè magari hai regolato lo Z offset dell’ugello troppo vicino al piano di stampa. Non avendo aria per poter estrudere inevitabilmente si bloccherà l’estrusione, non confonderla quindi con un intasamento totale dell’ugello.
➡️ Esiste poi la remota possibilità che la cattiva estrusione sia causata da un filamento di scarsa qualità o più frequentemente umido. Visto che sicuramente in casa avrai diverse bobine, la prima prova che devi effettuare è sicuramente quella del cambio bobina per escludere che non sia proprio un problema legato al filamento. Non costa nulla ed è quella che ti fornisce immediatamente un feedback certo e ti esclude una variabile.
- La stampa non aderisce al piano e si stacca (warping) : ti capiterà tante di quelle volte che alla fine ci farai l’abitudine. Il consiglio comune che viene dato quando uno ha un qualsiasi tipo di problema è: “Hai livellato bene il piano ?” ecco… è un consiglio che va bene SOLO se noti che in alcune zone del piano di stampa il filo aderisce di più o di meno. Se il piano è concavo o convesso puoi farci poco, l’unica soluzione è utilizzare un sistema (mesh bed compensation) che compensa i piani storti e alza/abbassa dinamicamente la Z per restare sempre aderente al piano anche se deformato.
⚠️ Attento ad impostare correttamente la temperatura del piano per il materiale che devi stampare, con il PLA piano freddo o massimo 50° sono sufficienti mentre per PETG devi salire a 70° e ABS anche a 90° ed oltre. Ricorda poi che non tutti piani di stampa sono compatibili con tutti i materiali, molte volte troverai piani di stampa specifici per alcuni tipi di materiali ma se stampi principalmente PLA e PETG vedrai che quelli standard montati su tutte le stampanti vanno più che bene.
Se invece hai un piano abbastanza dritto e sei riuscito a livellarlo con le classiche 4 molle sotto al piano ho una buona notizia per te, non devi continuare a livellarlo ogni volta che la stampa continua a staccarsi ! Per quanto siano di bassa qualità alcune stampanti cinesi, le leggende che narrano di piani improvvisamente slivellati da una stampa all’altra sono del tutto false. Certo, se a fine stampa per rimuovere il pezzo utilizzi il martello e scalpello è normale, ma se utilizzi degli additivi come Magigoo, Dimafix o meglio ancora dei piani magnetici flessibili, ti basterà attendere che il piano si raffreddi per rimuovere il pezzo.
La chiave di tutto è sempre il nostro caro amico Z offset del primo layer, quante volte te l’ho nominato dall’inizio del corso ? Tante ? Forse hai capito il perchè è così importante saperlo regolare alla perfezione ma come regola:
- Se la stampa NON aderisce: sei troppo distante con l’ugello al piano e devi avvicinarlo. Controlla anche che il piano sia bello pulito e sgrassato.
- Se la stampa fatica a staccarsi dal piano o addirirttura non estrude nulla allora sei troppo vicino e devi distanziare l’ugello dal piano
⚠️ Installare un BLTOUCH o similari (sono sistemi di tastatura del piano automatici) non risolverà del tutto i tuoi problemi anzi, potrebbe addirittura peggiorarli a causa delle errate misurazioni che molte unità fanno. Inoltre ricorda che la ripetibilità dei fine corsa in Z, quei piccoli interruttori che una volta azionati segnalano alla stampante il suo punto 0 in Z, hanno una ripetibilità molto bassa. Non gridare allo scandalo se in una stampa trovi il primo strato perfetto e a quella successiva completamente sballato… il problema non è il piano che si è “slivellato” ma solo una diversa misurazione del punto 0 in Z.
⚠️ Effettuare la regolazione del piano a freddo o a caldo influisce molto, cerca di regolare sia piano che Z offset alla temperatura di lavoro che utilizzi maggiormente. Un piano molto caldo può subire deformazioni di 0.5 mm o addirittura 1 mm (e oltre in casi critici) !
- Layer Shifting o Traslazione dello strato : la causa principale è data dal cattivo tensionamento delle cinghie di trasmissione, specialmente nelle stampanti che arrivano preassemblate è buona regola controllare che siano tese correttamente o potrebbero portare alla cosiddetta “perdita di passi del motore” ovvero la cinghia slitta sulla puleggia di trasmissione e trasla completamente la stampa di qualche centimetro
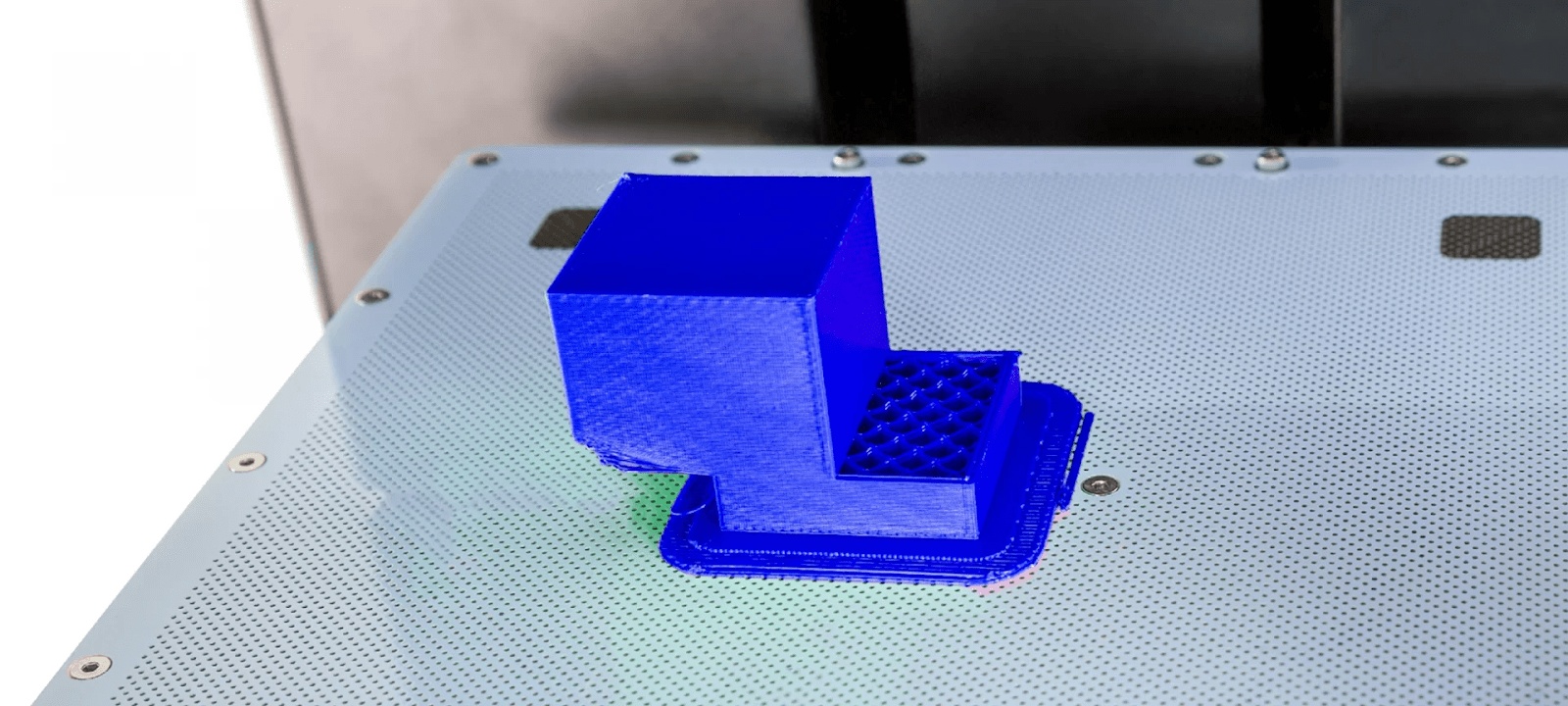
- Se lo stacco è unico è molto probabile che l’ugello abbia impattato sul pezzo stampato perchè magari ha iniziato a staccarsi dal piano di stampa. L’impatto crea uno spostamento dell’asse e la deformazione dell’oggetto come in foto qui sotto. Prova ad abilitare lo Z Hop nel tuo slicer
- Se le traslazioni sono ripetute e vanno in un senso e nell’altro allora è molto probabile che sia un problema di cinghie lente. In alcuni casi più remoti il problema è riconducibile ad un componente della scheda dei motori che si sta surriscaldando (il driver stepper) o ad una errata impostazione della corrente dei motori. Nulla di cui tu per ora dovrai occuparti !
Potrei stare qui a scrivere altre 50 pagine e probabilmente non basterebbero per elencare tutti i casi e sottocasi particolari, ho volutamente escluso dall’analisi problemi come:
- Z Wobbling
- Ghosting
- Vibrazioni sul pezzo
- Sovra e Sotto estrusioni
- Delaminazioni
e molti altri per il semplice fatto che in questa primissima fase di apprendimento ti consiglio di evitare di affrontare. Ogni singolo problema indicato molte volte è frutto di una serie di cause e non di una sola, individuare quella esatta al primo colpo è molte volte difficile.
⚠️ Un segreto per ottenere risposte nei forum o gruppi Facebook ? Se cerchi un consiglio o la soluzione al tuo problema di stampa, impara prima di tutto a porre la domanda in modo corretto. Esordire con “Ecco la foto ditemi qual’è il problema” è il modo migliore per essere ignorati del tutto dalla community. Quando apri una discussione :
- Usa il tasto cerca, non ti morde e spesso risolve il problema senza dover postare un contenuto doppio. Il più delle volte il tuo problema si è già presentato ad altri e puoi prendere spunto per provare a risolvere quello della tua stampante.
- Pubblica foto e video relativi al problema (fondamentali)
- Comunica marca e modello stampante
- Indica anche marca e tipologia di filamento utilizzato
- Temperature di stampa
- Diametro e materiale dell’ugello
- Slicer utilizzato e meglio ancora la condivisione del profilo di stampa con Wetransfer
- Descrivere eventuali comportamenti anomali della stampante
- Indicare codici e scritte di errore
- Varie ed eventuali che possono contribuire a far capire meglio il tipo di problema

Problemi elettronici della stampante
Quelli più semplici da rilevare vengono indicati direttamente sull’LCD della propria stampante, una veloce ricerca su Google e capirai immediatamente dove concentrare le tue indagini. Altri invece vengono indicati con un generico “error: printer halted. kill() called!!”. Se ad esempio trovi:
- Valori sballati nella lettura della temperatura del piano o dell’estrusore è molto probabile che il termistore o la termocoppia siano da cambiare. Nel dubbio cambialo sempre.
- La temperatura sale e scende di continuo senza mai stabilizzarsi definitivamente: se le stampe precedenti non presentavano questo problema non avventurarti nella regolazione del PID che sicuramente ti sarà stato consigliato da altri utenti. Concentrati sul capire se magari è difettosa la sonda di rilevazione temperatura, la cartuccia riscaldante può essere andata o agenti esterni es: ventole più potenti, che possono raffreddare troppo l’ugello.
Se hai cambiato completamente hotend e sonda è molto probabile tu debba eseguire una regolazione del PID automatica per stabilizzare le temperature, consiglio di farti aiutare da qualcuno più esperto in questa fase e non procedere da solo se non sai cosa stai facendo.

- I motori si muovono a singhiozzo o fanno cattivi rumori ? La prima cosa che devi controllare sono sicuramente i cablaggi (i flat e i connettori in particolare), anche se da fuori sembrano integri nessuno ti garantisce che abbiano continuità all’interno ! Alle volte te ne accorgi anche muovendo il carrello a destra o sinistra, determinate pieghe dei cavi fanno riprendere i contatti a caso.
Problemi legati al profilo di stampa
Se fino ad adesso magari ci hai anche capito qualcosa e ti sei districato grazie a consigli che ti ho dato poco fa, quando si inizia a parlare di profilo di stampa e relative problematiche è un po’ come aprire il vaso di Pandora. Ci sono centinaia di valori da impostare ma fortunatamente si riducono ad una ventina circa quando hai già una base di profilo pronta sul quale lavorare. Modifica un parametro alla volta e poi verifica se c’è stato un miglioramento o peggioramento.
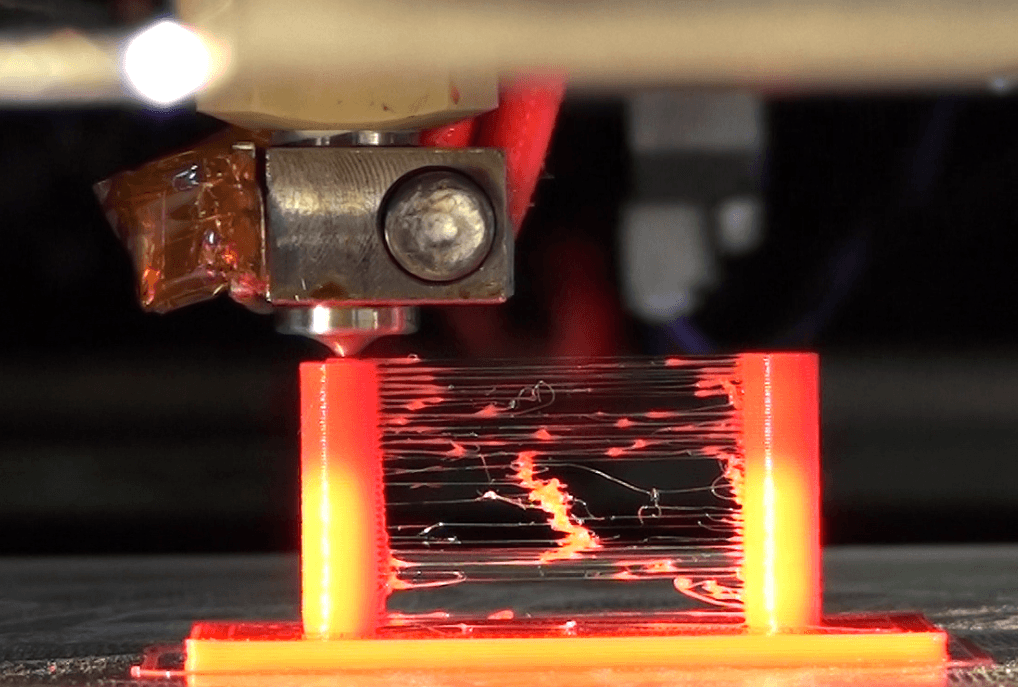
- La stampa presenta dei fili quasi come una ragnatela ? Tutto normale non ti preoccupare, può capitare che da un materiale all’altro (anche tra PLA e PLA di diverse marche) ci sia da regolare la Retraction/Re-Ritrazione del materiale ovvero la quantità di filamento che viene ritratta prima spostarsi in un’altra zona della stampa. Aumentala di 1 mm per volta fino a quando non vedi che diminuiscono le ragnatele.
⚠️ Molte volte basta anche abbassare la temperatura di stampa di qualche grado per limitare il gocciolamento dell’ugello. Modifica prima la retraction e poi in caso intervieni anche abbassando la temperatura.
⚠️ Alcuni materiali come PETG, TPU e NYLON tendono a creare più fili del normale, non utilizzare quindi valori di retrazione estremi, ad un certo punto scendi a compromessi se vedi che resta solo qualche “peletto”. Per rimuoverli poi basta una fiamma tipo accendino o pistola ad aria calda.
- Alcune pareti sottili sono vuote all’interno: puoi mettere il riempimento al 100% e tanto loro non si riempiranno mai, perchè ? Entra in gioco un parametro importantissimo relativo alla gestione delle pareti sottili, tutti gli Slicer in circolazione hanno questa opzione attiva ma tra slicer e slicer cambia il modo/ la logica con la quale queste pareti vengono riempite. Utilizza la guida del tuo slicer per cercare queste opzioni e prova ad attivarle/disattivarle questa per vedere come si comportano.

- Oggetti molto piccoli sembrano sciogliersi: è uno di quei pochi problemi che si individuano in un istante e si risolvono ancor più facilmente. Il responsabile di questo difetto è il calore quindi hai due soluzioni:
- Aumentare il flusso d’aria sul pezzo, se la ventola è al 50% mettila al 100%
- La via più semplice è di non modificare nessun parametro e semplicemente aggiungere 2 o più pezzi sul piano di stampa per evitare che l’ugello resti troppo tempo sopra lo stesso pezzo non permettendo al calore dell’ultimo strato depositato di dissipare correttamente.

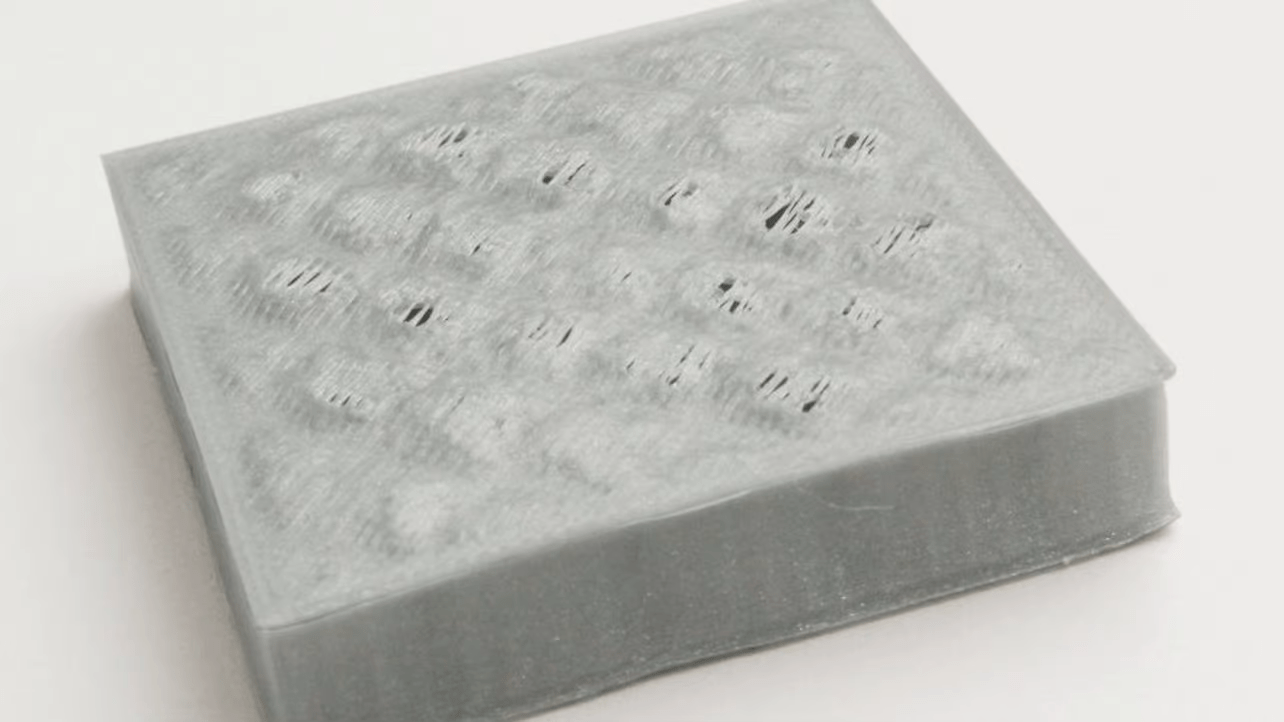
- Bruciatura dell’ultimo strato / buchi : in gergo viene chiamato “pillowing” e si presenta come una sorta di bruciatura dell’ultimo strato depositato. Sembra quasi che lo strato si stia gonfiando ed ovviamente viene fuori tutto rovinato.
- La causa principale, solitamente, è perchè è stato impostato un numero insufficiente di strati di chiusura (top layer) in combinazione con un riempimento molto rado. Puoi semplicemente mettere 4 o 5 strati pieni in chiusura oppure aumentare di 5% o 10% il riempimento
- Questo problema insorge anche nei casi in cui la temperatura di estrusione è troppo alta o la ventilazione sul pezzo insufficiente
Sembra davvero riduttivo racchiudere i problemi di stampa legati allo slicer in queste poche righe ma stiamo parlando di problemi comuni e facilmente risolvibili anche per te che sei alle prime armi. Con il tempo potrai metter mano a:
e tutta una serie di parametri più avanzati che ti aiuteranno a migliorare le stampe o utilizzare funzionalità avanzate come la stampa sequenziale, la gestione del riempimento variabile in XY e Z, come rimuovere facilmente i supporti di stampa ecc ecc.
⚠️ Se ti consigliano di metter mano ai valori del Firmware o toccare gli step/mm NON FARLO ! Lascia stare e concentrati esclusivamente sullo slicer e sulla tua stampante.
- Cuciture di stampa troppo visibili: più che un difetto/problema di stampa è in realtà un “qualcosa” con il quale dovrai purtroppo convivere perchè non è eliminabile del tutto ma si può comunque ridurre al minimo. Sto parlando della cucitura di stampa ovvero il punto in cui il perimetro più esterno inizia e poi termina la sua corsa creando
- un rigonfiamento di materiale visibile: conviene attivare la funzione di coasting direttamente nello slicer (o regolare il pressure advance ma è troppo complesso e richiede di metter mano al firmware)
- un mancamento di materiale/buco: probabilmente hai messo un valore troppo alto del coasting
Se il pezzo è di forma cilindrica la vedrai per forza di cose ma se ha degli spigoli, solitamente lo slicer fa cadere le cuciture in questi punti per nasconderle. Se desideri posizionare le cuciture in punti precisi, ad oggi (2022) il miglior slicer è sicuramente Prusa Slicer la sua funzionalità di segnare a mano direttamente sul modello dove far cadere le cuciture è impagabile.





