E’ necessario fare subito una netta distinzione tra:
- Creare un profilo per la tua stampante partendo da ZERO
- Modificare solo i parametri fondamentali ad ogni stampa da eseguire
Spesso ti sentirai dire “modifica questo valore, modifica l’altro, attiva questo, disattiva quello ecc ecc” e sicuramente andrai nel pallone più totale probabilmente non saprai nemmeno perché stai facendo quelle modifiche al profilo di stampa. Se come da lezione precedente sei partito da un profilo di stampa già esistente, allora dovrai preoccuparti solo di questi valori in una prima fase di apprendimento. Come avrai potuto dare vedere dagli articoli/video già pubblicati, c’è veramente tanto da scoprire e imparare se si scava a fondo ma per ora limitati a modificare questi pochi ma fondamentali parametri di stampa.
⚠️ Lascia perdere tutta la parte relativa ai flussi, velocità, accelerazioni, jerk, pressure advance ecc ecc, sono tutte cose che ti aiuteranno in futuro ad affinare il profilo di stampa ma, ripeto, se parti già da una base testata alla fine modificherai solo 4 o 5 parametri ogni volta che andrai a stampare. Io stesso nel mio lavoro utilizzo un profilo di stampa ben collaudato per il materiale che sto utilizzando e poi modifico solo alcuni valori relativi alla costruzione del pezzo, se dovessi metter mano ad ogni stampa a circa 130/150 valori di uno slicer non sarebbe più finita…
Creare un profilo da zero implica avere una conoscenza approfondita di come avviene una stampa 3D e quali valori possono influire su un determinato risultato. Ti serve una laurea per questo ? Assolutamente no, tanta tantissima pazienza e prove di stampa ma per ora lascia perdere e concentrati su questi parametri che andrò ad elencarti e che troverai in qualsiasi software di slicing, i nomi potrebbero cambiare ma la sostanza resta quella.
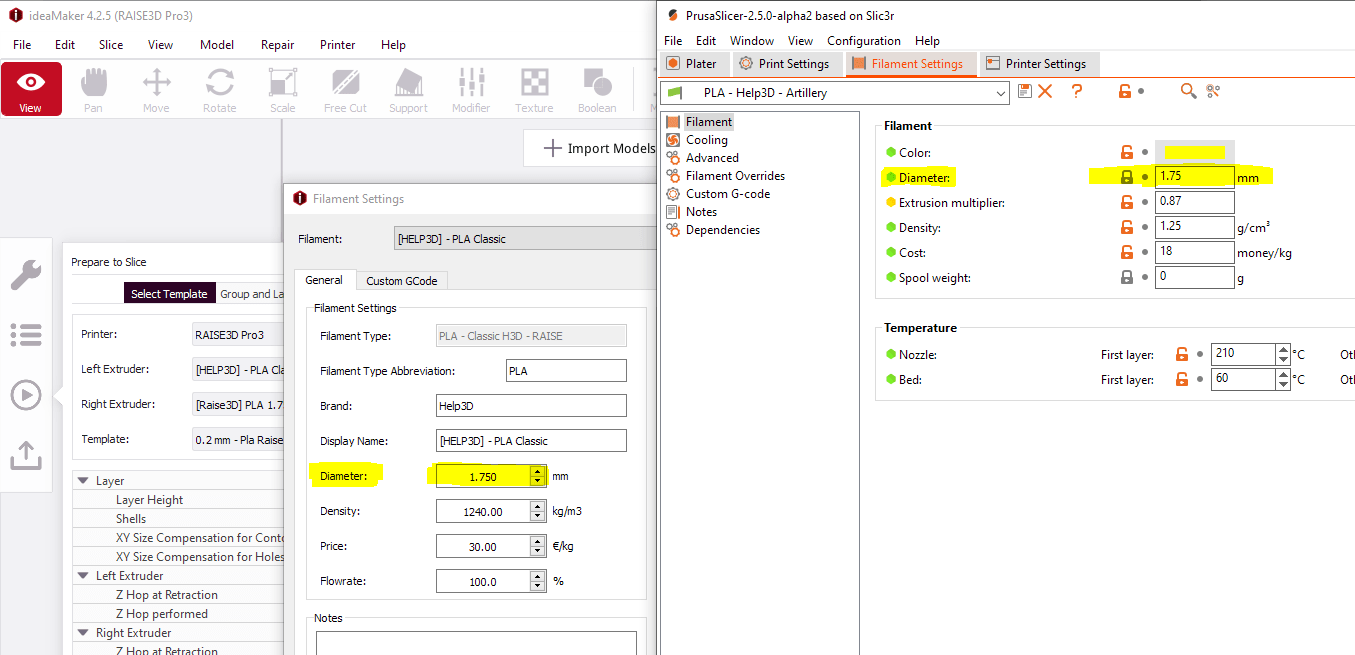
Diametro del filamento
Sono sicuro che starai dicendo “Eh ma è da 1.75 mm, c’è scritto sulla scatola !” e io ti rispondo “Hai mai provato a misurare il diametro con un calibro decimale corsoio ?”. Qui molti utenti cadono dalle nuvole, si basano esclusivamente su ciò che dice l’etichetta sulla bobina. Salvo utilizzare filamenti che ti certificano il diametro per quella singola bobina (vedi Prusament), ogni bobina potrebbe presentare leggere variazioni nel diametro del filamento. Anche da lotto a lotto dello stesso produttore, quindi prendi l’abitudine di controllare spesso la tua bobina e inserisci tale valore all’interno della voce specifica del tuo slicer. Trovare un filamento da 1.85 mm o 1.6 mm non è un difetto, l’importante è che tale diametro resti costante per tutta la durata della bobina altrimenti potrebbero esserci delle problematiche principalmente legate all’estetica e accuratezza dimensionale del pezzo. Tutto il calcolo dei tracciati di stampa e relativa quantità di materiale da estrudere viene deciso in base a questo diametro (e tutta una serie di altri parametri in realtà ma il diametro è fondamentale).
Posizionamento del pezzo
Non è un vero e proprio “parametro” stampa ma è una cosa da tenere in seria considerazione quando importi i primi STL all’interno dello slicer. A seconda di come viene disegnato nel tuo CAD, il modello 3D verrà poi esportato con il medesimo orientamento. Esempio: se disegni un cilindro sul piano XY (quindi messo in orizzontale) poi te lo ritroverai nella stessa direzione nello slicer (salvo aver cambiato le coordinate di esportazione dal CAD…). Capirai ben presto che ogni modello sarà più bello da vedere se stampato in una direzione piuttosto che un’altra, riprendendo il discorso del cilindro di prima è molto più naturale stamparlo in verticale.
Dopo le prime stampe ti accorgerai che il pezzo potrebbe risultare più o meno fragile ( a parità di materiale) a seconda di come lo hai orientato: questo è un problema che accomuna quasi tutte le tecnologie di stampa 3D dato che lavorano a strati sovrapposti. Parliamo dell’anisotropia ovvero la resistenza di un pezzo è fortemente condizionata dall’andamento dei layers e dalla direzione in cui questi vengono sollecitati. Prova a pensare alle venature del legno o delle fibre della carne quando provi a tagliarle.
Massimizza, se possibile, l’area di contatto tra piano di stampa e pezzo: più superficie fai aderire al piano e minori saranno le probabilità che il pezzo possa staccarsi durante la stampa. Una cosa è certa, non esiste l’orientamento perfetto per tutti i pezzi in molti casi ti troverai a dover scegliere se dare priorità all’estetica del pezzo o alla resistenza meccanica.
Altezza Layer/strato
La tecnologia FDM, così come tutte le tecnologie di stampa 3D, si basa sulla stampa di una serie di strati depositati uno sopra l’altro grazie all’estrusione di plastica fusa. Gli strati, come hai letto nelle lezioni precedenti, vengono creati dallo slicer a partire dal modello 3D e poi realizzati dalla stampante attraverso la lettura del file .gcode.
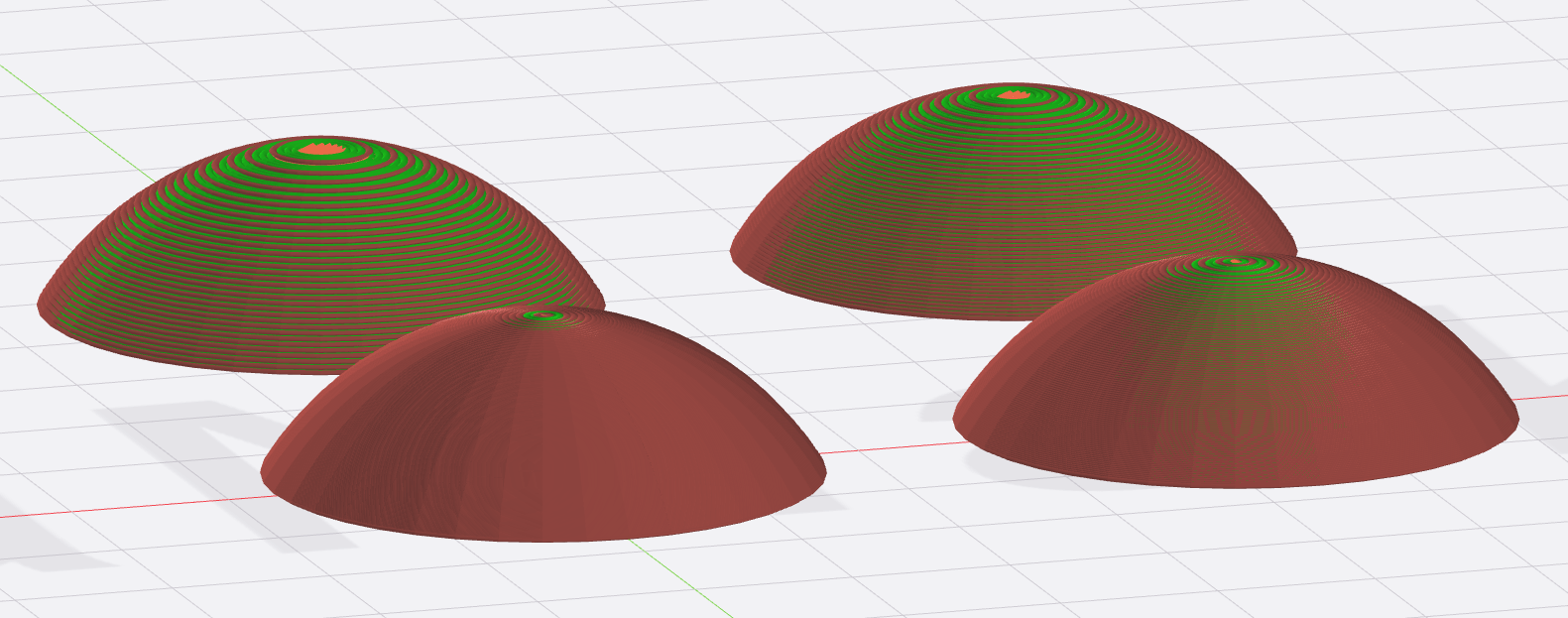
⚠️ Una credenza sempre più diffusa porta erroneamente a selezionare altezze di strato molto molto sottili perchè si pensa che porti ad ottenere un oggetto con una maggior accuratezza dimensionale. In realtà no, questo valore non influisce minimamente su quanto un oggetto è più “preciso” o meno quando lo misuri ma interviene solo sull’aspetto estetico. Devi stampare una semisfera ? Più lo strato sarà sottile e più verrà bella e liscia ma dovrai fare poi i conti con i tempi (già biblici) di stampa che si allungheranno notevolmente.
A livello di consumo materiale ci sono lievi differenze tra una risoluzione e l’altra ma sono del tutto trascurabili, non è come sulle stampanti inkjet che consumano “mezza cartuccia” per stampare una foto ad alta risoluzione. Nella stampa 3D alla fine il volume da stampare resta lo stesso, cambia principalmente il tempo che impieghi e non il materiale che consumi.
La risoluzione in realtà andrebbe scelta con un multiplo dello spostamento minimo in Z che la tua stampante è capace di compiere, ma in questo momento è già tanto se ti sai districare tra caricare il filamento e lanciare una stampa con successo figurati se ti chiedo di sapere lo spostamento minimo in Z. Tieni però in considerazione questi valori:
- 0.1 mm – Alta risoluzione
- 0.2 mm – Risoluzione standard
- 0.3 mm – Bozza
Una cosa però la puoi controllare immediatamente ovvero il diametro dell’ugello che monti, questo ti limiterà l’altezza layer che ti conviene stampare e la regola vuole l’80% del diametro ugello. Esempio: con un nozzle (traduzione inglese di ugello) da 0.4 mm puoi arrivare ad un massimo di 0.32 mm, se desideri approfondire questo aspetto troverai molti spunti in questo video in cui analizzo i vari ugelli e diametri.
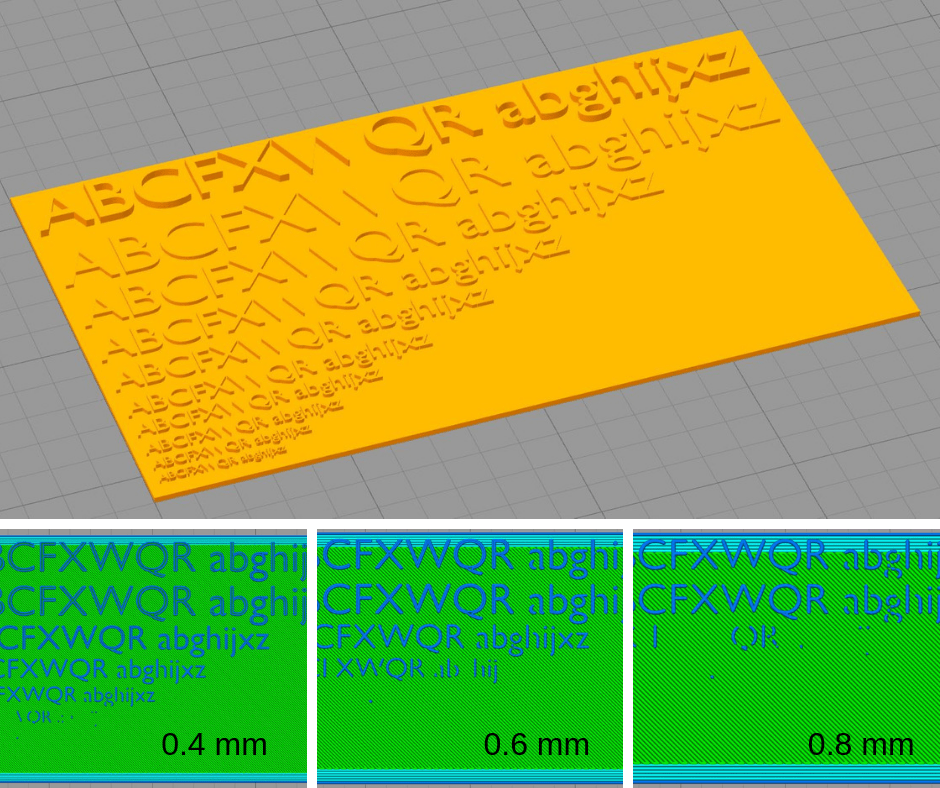
Il diametro dell’ugello influirà poi sulla più piccola riproduzione del dettaglio e l’errore più comune è che per far risaltare i dettagli più piccoli sia necessario ridurre l’altezza dello strato. No, è solo una questione di quanto larga è l’estrusione immagina di voler ricalcare un disegno fatto con un pennino da china con un pennarello stile Uniposca a testa larga…
Riempimento o Infill
E’ sicuramente uno dei parametri che più verrà modificato da una stampa all’altra, quello che riconosci immediatamente una volta che l’hai variato e che determina quanto un oggetto sarà più o meno resistente. E’ inutile però fare oggetti 100% pieni se si vuole la massima resistenza, molte volte basterà anche un solo 30% per creare un oggetto davvero solido e difficile da rompere. La stampa 3D nasce per ottimizzare i processi e i consumi dei materiali creando pezzi molto leggeri ma altrettanto funzionali rispetto alle classiche tecniche di stampa ad iniezione o fresatura. Come dico sempre la miglior via per capire quale riempimento sia meglio è quella di stampare dei pezzi e… romperli ! Si hai capito bene, devi fracassarli con le mani, con il martello, nella morsa ecc ecc, solo così ti renderai veramente conto di come reagisce un dato riempimento con un dato materiale.
⚠️ Lo slicer “svuoterà” l’oggetto solo se trova un oggetto solido e chiuso, nel caso ti trovassi ad importare delle superfici aperte queste non verranno viste come un volume chiuso e quindi non sarà possibile svuotarle.
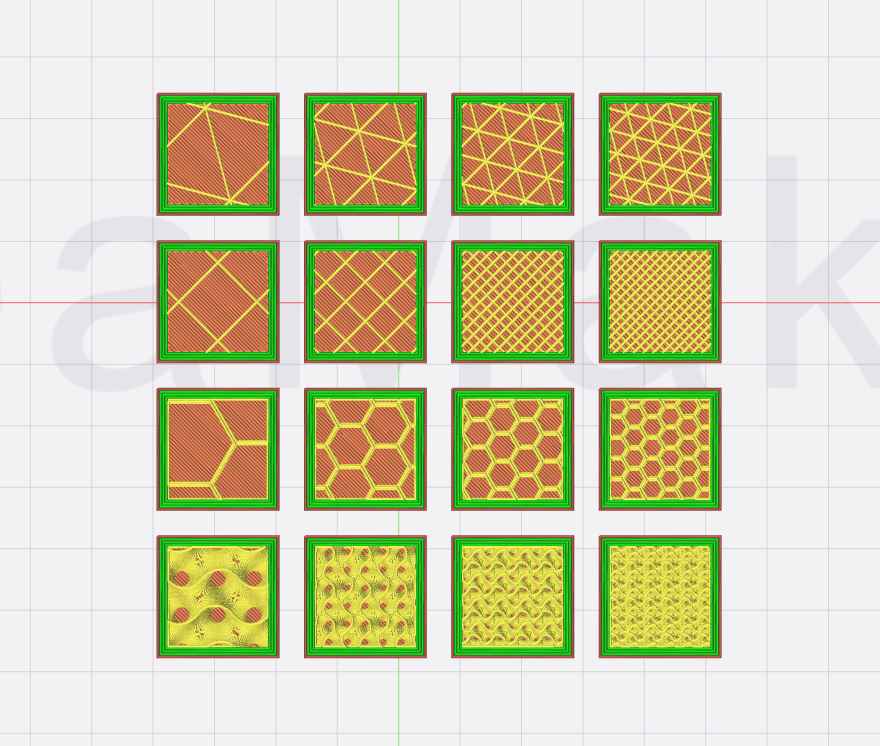
Quanto alla trama del riempimento focalizzati su quella a nido d’ape/Honeycomb o la più performante Gyroid/Giroide, in rete si trovano diversi studi che ti faranno capire quale scegliere in base al materiale.
Perimetri di stampa/loop/perimeters/pareti/shells
Se il riempimento possiamo considerarlo l’ossatura del nostro oggetto, i perimetri di stampa (che si dividono in esterno e interni) li identifichiamo come la “pelle” che separa il riempimento dall’esterno. Quanto può essere larga questa parete ? Dipende da quanti perimetri andremo ad inserire nello slicer (anche zero !), teoricamente si potrebbe mettere un numero molto alto tanto lo slicer ne creerà finché ci sarà lo spazio per farli stare. Una parete o loop o perimetro non è altro che un offset verso l’interno del perimetro più esterno.
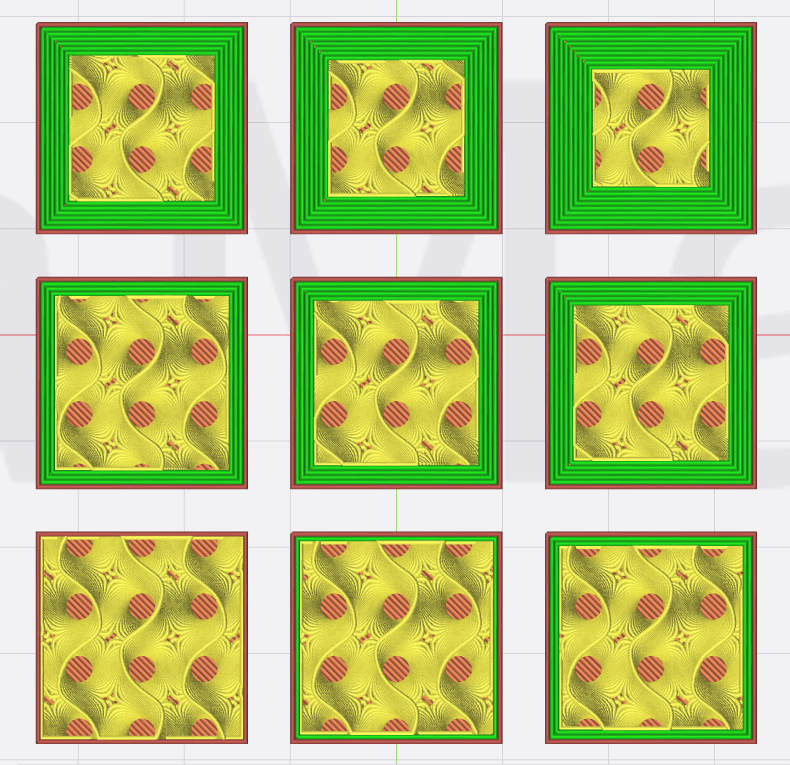
In alcuni slicer le pareti si esprimono in numero intero in altri come larghezza vera e propria in mm. Quando devi specificare un numero, esempio: 3 pareti, a quanti mm corrispondono ? Ricordi prima che ti avevo detto di controllare il diametro del tuo ugello, prendi quel valore e moltiplicalo per il numero di pareti/loop che hai impostato. Monti un ugello da 0.4 mm e hai messo 4 pareti ? La larghezza totale è di circa 1,6 mm.
Un numero di loop adeguato, solitamente non meno di 3, abbinato ad un riempimento del 20% ti assicura una buona resistenza generale del pezzo rimanendo su tempi di stampa e consumi di materiale contenuti.
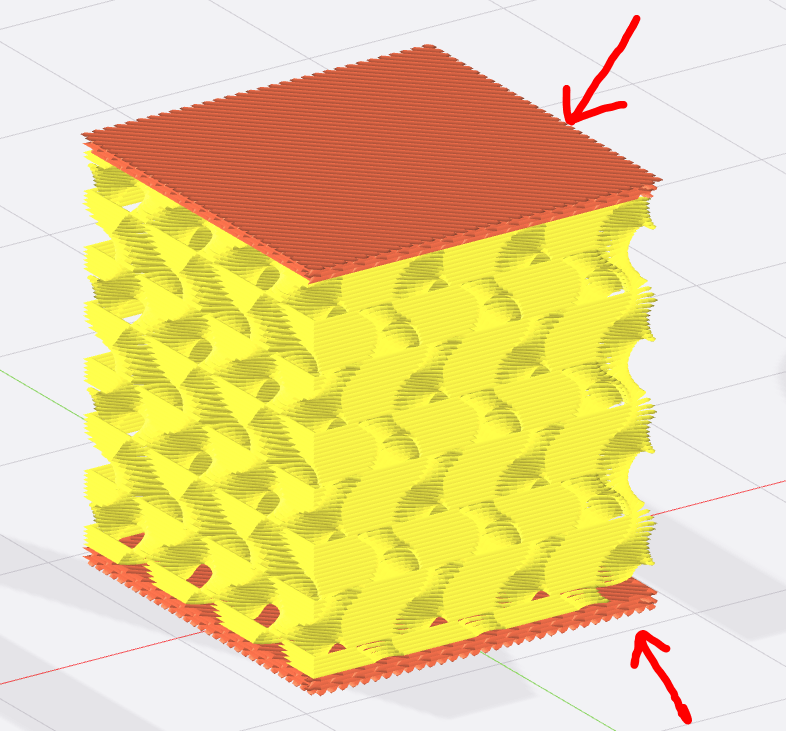
Strati pieni superiori/inferiori oppure top/bottom layers
La pelle dell’oggetto è formata anche da quest’altro parametro che gestisce il numero di strati pieni che vengono fatti alla base dell’oggetto e poi poco prima di chiuderlo nella sommità. Vengono espressi generalmente come numero intero e il loro spessore è direttamente legato all’altezza layer in Z che stai utilizzando. Esempio: stai realizzando un classico cubo e decidi di mettere 4 layer pieni di base e 4 layer pieni di chiusura. Se lavori con un’altezza di strato pari a 0.1 mm ti troverai una base piena alta 0.4 mm e poi dopo inizierà a fare il riempimento rado, mano a mano che crescerà l’oggetto poi arriverà ad un certo punto dove gli ultimi 4 strati verranno fatti pieni per un totale sempre di 0.4 mm. Se lavori però a 0.3 di altezza layer tutto cambia perchè ti troverai una base da 1.2 mm e una chiusura sempre da 1.2 mm.
Anche questo valore influenza fortemente la resa meccanica del tuo oggetto stampato e il loro numero deve essere scelto in base all’altezza layer del profilo. Il mio consiglio è di fare almeno 4 strati (che si incrociano in automatico ogni volta) e come spessore almeno 0.8/1 mm. Troppi strati pieni fanno consumare più materiale e aumentano i tempi di stampa, ma allo stesso tempo ti garantiscono una maggior solidità del pezzo stampato.
Supporti di stampa
Croce e delizia di tutti gli stampatori 3D, sicuramente ti sarai imbattuto o avrai sentito nominare questi benedetti supporti di stampa che molte volte fai una fatica bestiale a rimuovere. Eh si, in alcuni casi sarà proprio impossibile rimuoverli oppure lasceranno una superficie non bellissima sul pezzo a contatto con il supporto. Ma perchè si devono creare questi supporti ?
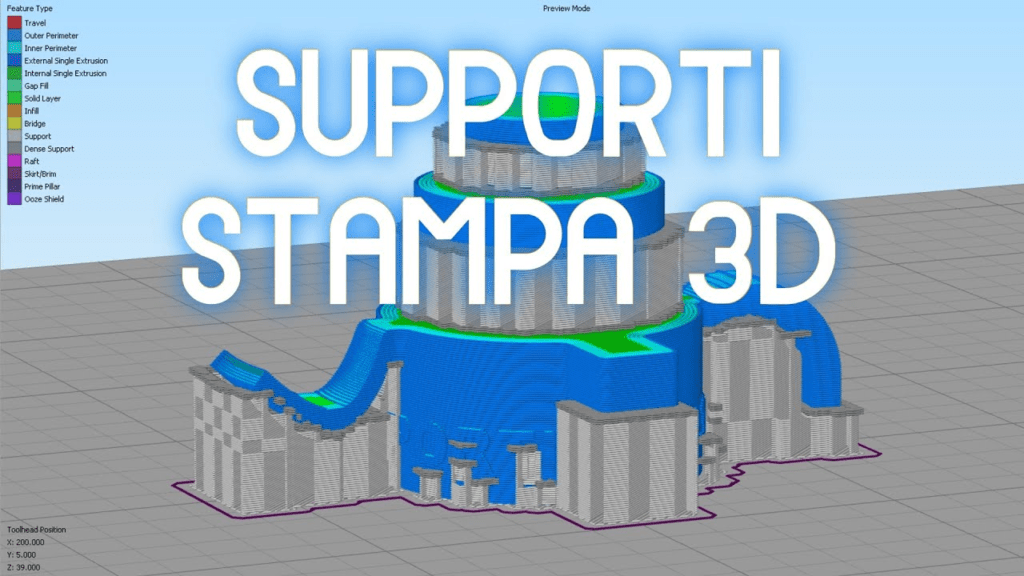
Molto semplice, l’estrusione del filamento non può avvenire completamente nel vuoto ed esiste un limite entro il quale non è necessario generarli. Parliamo dei famosi 45° rispetto al piano di lavoro, ma capirai ben presto che questo valore va preso e adattato al tipo di raffreddamento che soffia sul pezzo, dal materiale, dalla temperatura di stampa ecc ecc. I 45° restano comunque un valore assolutamente conservativo e che ti potrà garantire stampe ben supportate.
Le parti a sbalzo oppure dette “overhangs” potranno arrivare anche a 55° oppure 65° ma siamo proprio al limite della tecnologia e non sempre potrebbero produrre dei risultati corretti. Piuttosto utilizza uno slicer che permette la generazione dei supporti manualmente come Prusa Slicer o Ideamaker ma in una prima fase non capirai subito al volo dove è possibile rimuoverli e dove in realtà sarebbe necessario aggiungerli. Anche qui non ci vuole nessuna laurea ma solo tante tante prove e pazienza. Commettere errori in questa fase è obbligatorio altrimenti non capirai mai dove potrai spingerti con la tua stampante ma ricorda… sempre un passo alla volta non cercare di strafare.
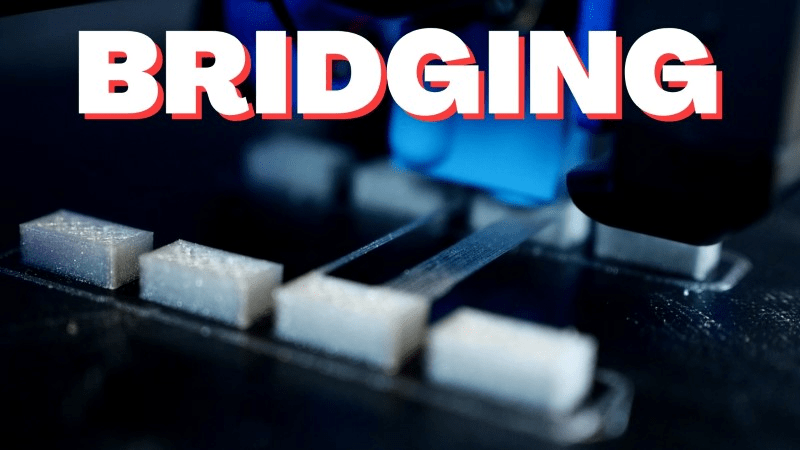
In questo momento so anche che ti stai chiedendo “eh ma ho visto quella stampante estrudere completamente nel vuoto” certo è possibile ma se noti bene sta realizzando un ponte/bridge con un punto di inizio ben definito e un punto di arrivo su cui terminare l’estrusione. Non è considerato uno sbalzo ed infatti all’interno dello slicer solitamente esiste una parte dedicata al bridging/realizzare ponti.
Il problema della rimozione dei supporti esiste perchè stai utilizzando una stampante mono-estrusore, prova a pensare cosa potresti creare con due ugelli in estrusione ? Si hai capito bene, con uno il pezzo principale e con il secondo i supporti di stampa idrosolubili o di tipo “breakaway”. La rimozione è davvero semplice ma per ora non è il momento di affrontare questo argomento anche perchè (molto probabilmente) non hai la stampante adatta. Ah… ricorda che che questi materiali solubili in acqua iniziano ad avere costi che non sono quelli del classico PLA !

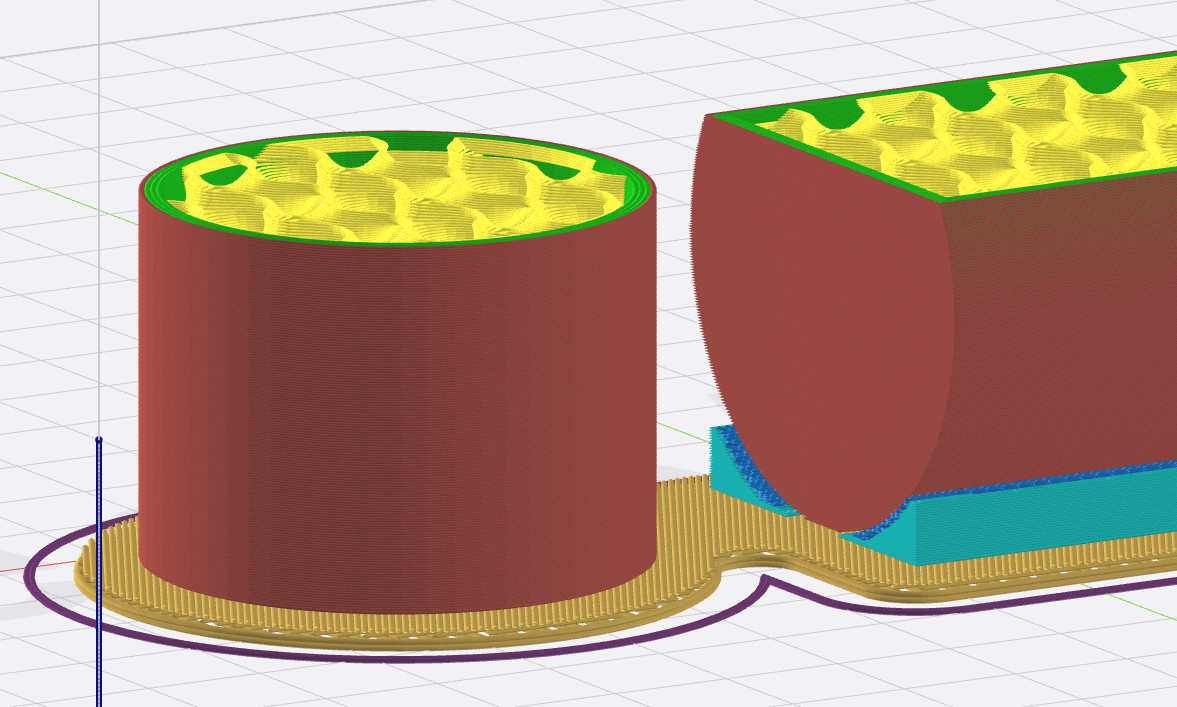
Ci sono poi altri parametri che non sempre vengono utilizzati ma che è comunque bene citare:
- La Raft (quella di colore bianco in foto) viene usata principalmente per materiali come l’ABS e il Nylon o comunque per quel tipo di materiali soggetti a warping durante la stampa: il suo scopo principale è estendere la superficie di appoggio del pezzo aiutandolo a non deformarsi e a staccarsi dal piano. Se regolata male si incolla completamente al pezzo e non si staccca più ma se è tarata correttamente garantisce degli ottimi primi strati anche in presenza di piani di stampa molto rovinati
- La Brim ha la stessa funzione ed opera effettuando dei perimetri attaccati al primo strato di stampa verso l’esterno dell’oggetto. Ha il vantaggio di scaricare meglio le tensioni specie nei punti critici del modello e in corrispondenza di angoli acuti. Adatta anche per aumentare la base di appoggio di oggetti molto piccoli. A seconda delle impostazioni immesse e dal suo spessore è facile rimuoverla una volta finito l’oggetto. Solitamente si tende a creare solo uno strato di brim per facilitare poi la rimozione tramite uno sbavatore o un cutter.
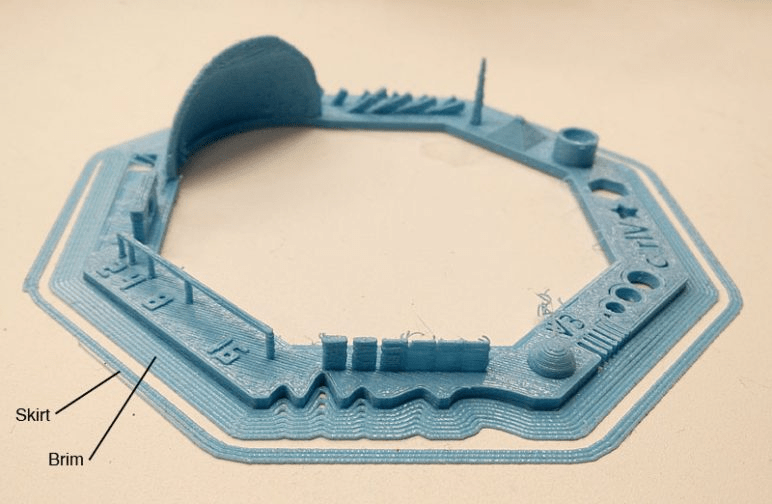
- La Skirt non è altro che un perimetro lontano dall’oggetto che ha la semplice funzione di far estrudere l’ugello attorno all’oggetto. In questo modo si porta la macchina ad arrivare al primo layer dell’oggetto estrudendo correttamente e con la giusta temperatura. Eventuali blob di materiale o sporcizie rimarrebbero attaccate a questo loop che sarà distante dall’oggetto stesso. Se si dovessero stampare più pezzi nel piatto è bene disattivare questa funzione per risparmiare preziosi cm di area utile di stampa.




