
Nel mondo della stampa 3D si sente spesso nominare il termine “Elephant Foot / Zampa di Elefante” ma non ha nulla a che vedere con i favolosi pantaloni molto in voga negli anni 70 e tanto meno con il maestoso re della savana africana.
IL PROBLEMA
Ti sei mai accorto che alla base delle tue stampe compaiono spesso dei layers più larghi del dovuto che mandano completamente fuori misura il pezzo ? Se guardi bene di profilo la stampa noterai proprio una forma simile alla zampa di elefante citata poco fa, quasi come se ci fosse un raccordo non voluto alla base. Quando è che te ne accorgi anche ? Quando devi stampare dei pezzi ad incastro e, fatalità, dal lato in cui hai stampato sul piano, questi faticano ad incastrarsi anche se hai previsto delle generose tolleranze in fase di modellazione 3D. Nota bene che un primo strato troppo schiacciato porta ad avere una finitura peggiore dei layers superiori e la mancata definizione di loghi/scritte/numeri se presenti nella stampa.
LA CAUSA
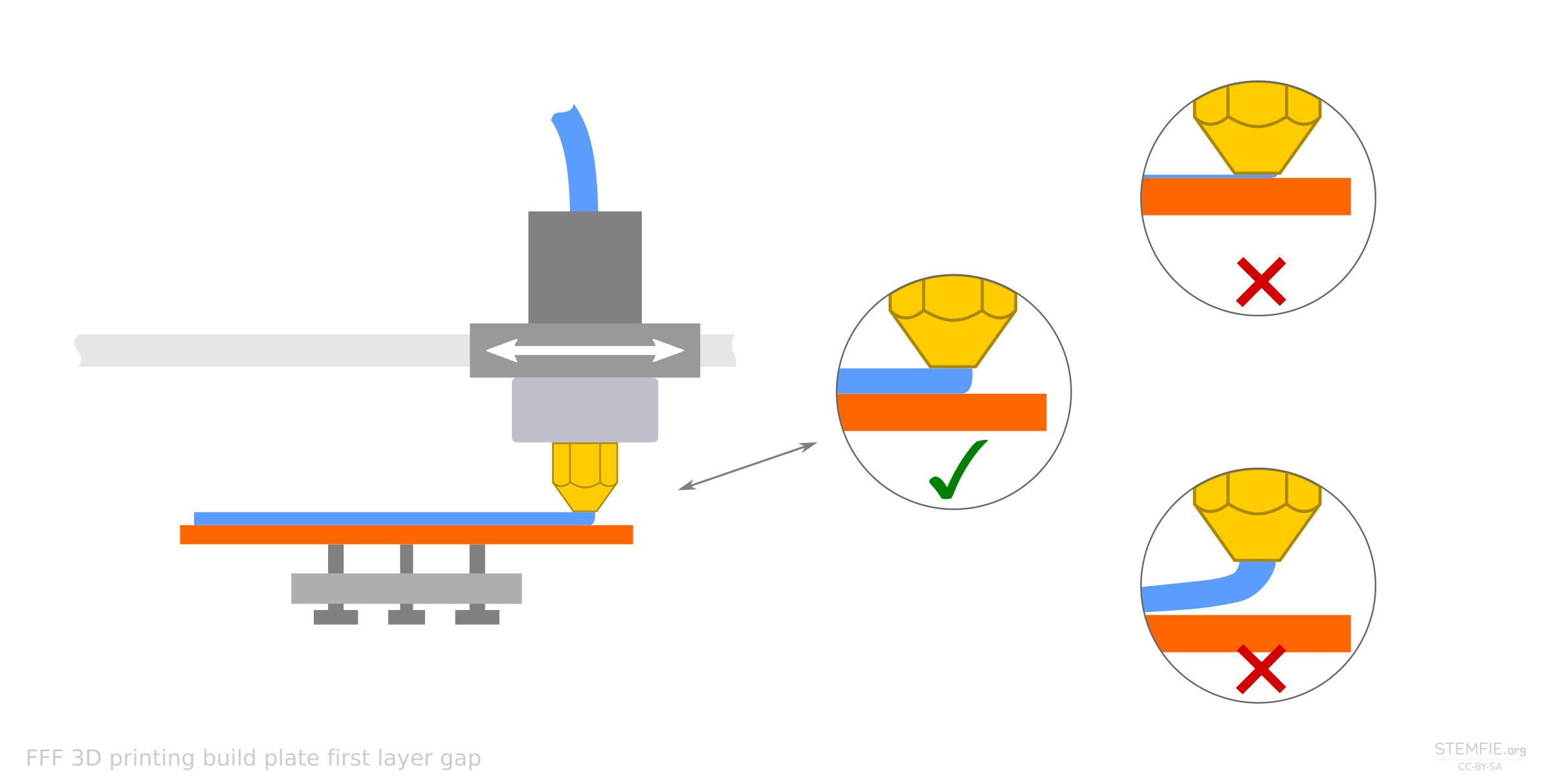
Spesso si legge che la causa principale di questo fenomeno è relativa all’oggetto che collassa su se stesso durante la stampa per via del peso degli strati sovrastanti, schiacciando così i primi strati depositati sul piano… Fermati un attimo a pensare a quanti GRAMMI di materiale riesci a depositare ogni minuto/secondo e poi capirai da solo la risposta. La risposta è NO non è questa la causa (come molti pensano) e nemmeno il piano troppo caldo (entro certi limiti), più semplicemente stai schiacciando troppo il primo strato sul piano di stampa causando un allargamento della larghezza di estrusione al primo layer rispetto a quanto impostato sullo slicer. Ti ritroverai un primo strato “grasso” con sovrabbondanza di materiale e,in genere, te ne accorgi anche perchè il nozzle stesso nei movimenti tende a lasciare la traccia sulle creste di materiale depositato.
LE SOLUZIONI
Sembra banale dirlo ma la soluzione più veloce e indolore è quella di regolare alla perfezione lo Z-Offset del primo layer, oltre ad essere la causa principale di distacco dei pezzi dal piano di stampa è anche la causa della zampa di elefante se regolato troppo schiacciato. Se il tuo Firmware lo permette, utilizza la funzione di Babystepping che ti permette di alzare o abbassare il nozzle durante la stampa, così avrai sempre un primo strato perfetto senza dover rilanciare stampe su stampe. Ti starai chiedendo se il livellamento piano influenza questo fenomeno, la risposta è ovviamente SI perchè se hai regolato bene lo Z offset in centro al piano poi spostandoti troverai zone più alte o più basse se non hai calibrato a dovere il piano. Utilizzare una Raft alla base del pezzo rimuove completamente il problema ma se non la impostate correttamente poi non la toglierete più dall’oggetto e vi rimarrà un pezzo unico saldato. La soluzione migliore, a meno di supporti solubili, per avere un primo strato perfetto e un’ottima adesione, è quella di stampare direttamente sul piano (con additivi o superfici particolari)
Il punto però è che, per evitare il distacco o warping delle nostre stampe dal piano, è necessario schiacciare volutamente di più il primo layer per migliorare l’adesione del pezzo, a discapito di una accuratezza dimensionale dei primi layer non soddisfacente. Come è possibile quindi ottenere stampe ben aderenti al piano ma con il primo layer depositato in tolleranza ? Scopriamolo assieme.
COSA CONTROLLARE
Sicuramente ti sarai già imbattuto nei video in cui abbiamo parlato della larghezza di estrusione e relativa calibrazione del flusso di stampa, se non l’hai ancora fatto allora è fondamentale guardarli altrimenti ti perderai i prossimi passaggi. Accertati anche di avere l’estrusore in forma e che non perda passi, te ne accorgi facendo un rapido test di estrusione.
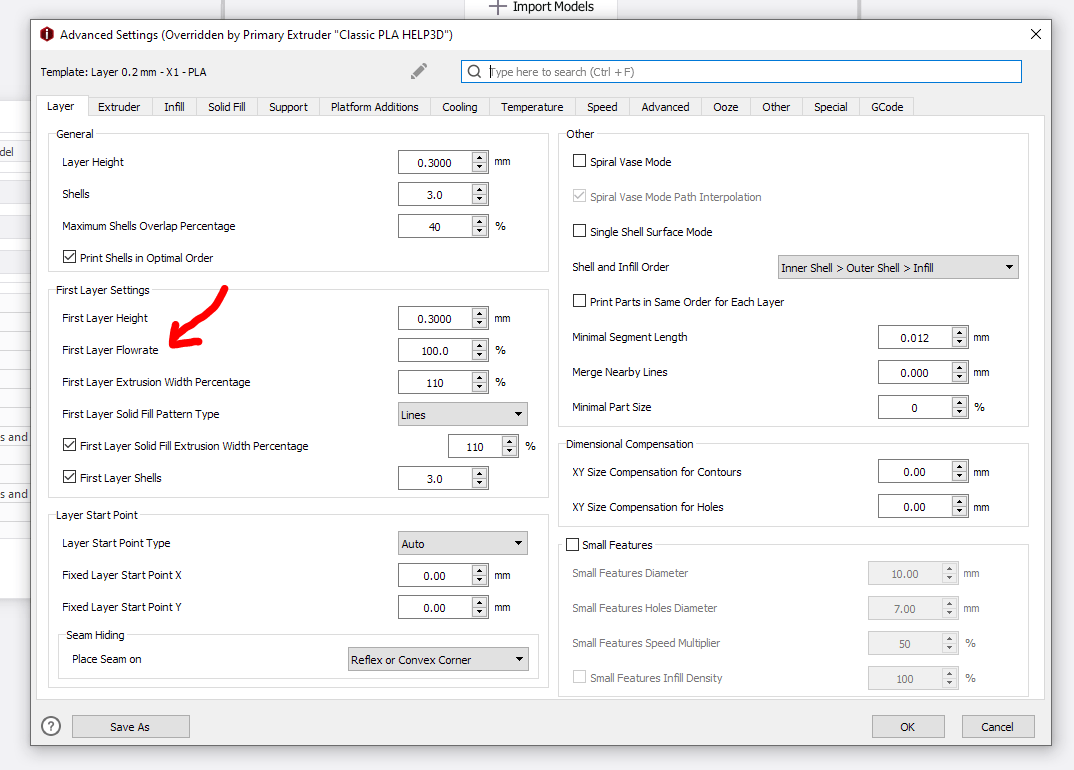
VARIARE IL FLUSSO/FLOW DEL PRIMO LAYER
Slicer come Ideamaker, Cura o SuperSlicer (una fork di Slic3r) offrono la possibilità di controllare la quantità di materiale estruso SOLO per il primo layer. Si può tranquillamente diminuire di un 10-15% e ridurre drasticamente l’effetto della zampa di elefante ma fai attenzione a non ridurre troppo per non incappare in sotto estrusioni o buchi nel primo layer. Accertati di avere sempre una larghezza di estrusione maggiore al primo layer (>30% diametro ugello) per migliorare l’adesione del pezzo al piano.
ALTEZZA DEL PRIMO STRATO
Anche l’altezza del primo strato può influire sulla creazione di questo difetto, se con altezze layer molto basse l’adesione del pezzo al piano è migliore, ci saranno però molti più problemi nell’ottenere una estrusione uniforme su tutta la superficie, magari a causa di un piano non del tutto dritto. Con altezze layer maggiori al primo strato il problema del piano si sente meno (ma non scompare del tutto) un tipico scenario è utilizzare un primo strato a 0.3 mm e quelli successivi a 0.2 mm (il tutto con nozzle 0.4 mm classico).
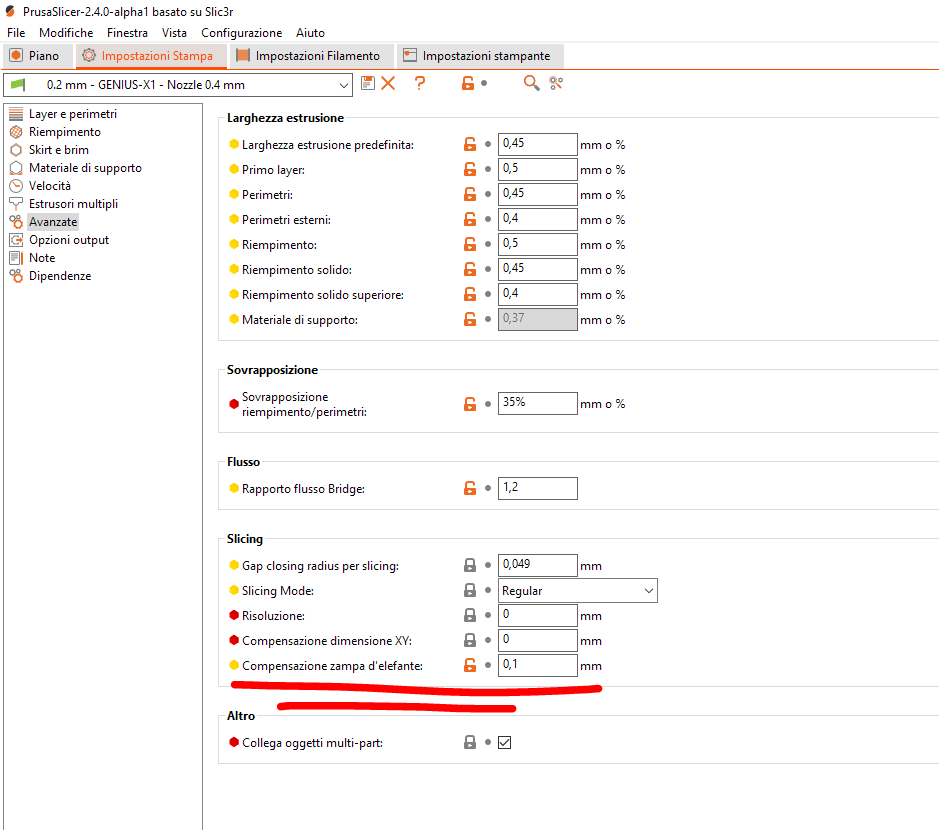
COMPENSAZIONE ZAMPA ELEFANTE DA SLICER
Se lavori con slicer tipo PrusaSlicer oppure SuperSlicer troverai una comodissima opzione da attivare che ti risolverà ogni problema e non dovrai mettere mano a flussi, babystepping ( a meno di non essere veramente troppo schiacciato eh…) o larghezze di estrusione. Si chiama proprio “Compensazione zampa d’elefante” titolo azzeccato e impossibile da non vedere: si esprime in mm ed è in pratica un modo per restringere SOLO il primo layer (in Superslicer puoi decidere invece per quanti layer applicarlo) di quella quantità andando così ad eliminare/compensare il problema di un primo layer troppo sporgente rispetto agli altri. In questo modo potrai anche schiacciare un po’ di più il primo layer sul piano (regolazione Z offset) pur mantenendo le tolleranze dimensionali.
Se stai utilizzando IdeaMaker oppure Simplify3D non esiste un valore dedicato a questo parametro ma possiamo comunque risolvere utilizzando relativi comandi “Horizontal size compensation” in Simplify3D oppure “XY Size compensation for Contours” in IdeaMaker. Bisogna però lavorare creando un processo differenziato e isolarlo per il solo primo layer altrimenti ti ritroverai tutto l’oggetto ristretto e non il solo primo strato, nel video viene spiegato passo passo come fare. Alla fine il risultato ottenuto è lo stesso dell’opzione di PrusaSlicer. Per chi utilizza CURA il valore da modificare è “initial layer horizontal expansion”.
In PrusaSlicer il valore sarà espresso positivamente (poi lui restringe) mentre negli altri casi andranno messi valori negativi
SMUSSO A 45° SU MODELLO 3D
Il problema è possibile aggirarlo a monte ovvero direttamente sul modello 3D applicando alla base uno smusso (chamfer) a 45° di pochissimi mm. Ti ritroverai con la base più stretta di qualche decimo di mm e in più con una transizione graduale anche sui layers superiori. Lo svantaggio ? Non è sempre possibile applicare questo smusso a tutte le geometrie, bisogna fare delle prove e vedere se il proprio CAD si rifiuta o meno di applicarle.
CONCLUSIONI
Come detto prima la causa principale è un primo strato troppo schiacciato, serve quindi regolarsi alla perfezione con lo Z offset e poi lavorare di valori di compensazione per raggiungere il valore ottimale. Considera che con additivi tipo Dimafix o Magigoo puoi anche permetterti di non schiacciare moltissimo il primo layer per ottenere un’adesione estrema.
Fai qualche prova e vedrai che sfruttando questi consigli otterrai dei primi layer perfettamente aderenti, senza buchi e che rispettano le dimensioni del pezzo.





1 Commento
Grazie Help 3D
Perfetti come sempre i vari suggerimenti per migliorare le nostre stampe 3D.